
Fターム[3C030BC27]の内容
自動組立 (6,729) | 組立機構 (1,727) | 凹凸嵌合を円滑に行わせる (255) | 保持手段が平面上を微小移動 (96) | 保持手段が回転移動 (19)
Fターム[3C030BC27]に分類される特許
1 - 19 / 19
スプライン部の嵌合方法
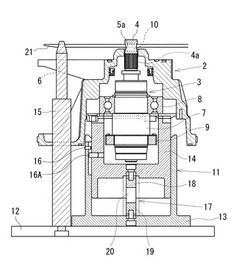
【課題】スプラインを形成した部材同士を嵌合させる方法を提供する。
【解決手段】本発明のスプライン部の嵌合方法は、外周スプラインが形成されたサンシャフト4を治具上部14に配置する工程と、内周スプラインが形成されたハウジング2をサンシャフト4に被せるように配置する工程と、サンシャフト4を押下げるように押圧する工程と、ハウジング2とサンシャフト4のスプライン部の位相を合わせる工程と、サンシャフト4の押圧を解放する工程とを含んでいる。サンシャフト4を押圧する工程は、補助治具21を介してサンシシャフト4を下方に押圧することで、スプライン同士の噛合いを外し、補助治具21を介してサンシャフト4を回転させて補助治具21を位置決め柱15に当接させて、この状態でサンシャフト4を下方に押下げる押圧を解放することで、両部材のスプラインを嵌合させることができる。
(もっと読む)
セレーション軸の組付方法及び組付装置

【課題】作業者による、セレーション軸のセレーション部を被嵌合部材のセレーション孔に嵌合させる嵌合作業を軽減させて、異物等が発生することなく容易に両者を嵌合させることのできるセレーション軸の組付方法を提供する。
【解決手段】まず、セレーション軸3を組付ベース20に支持させて、セレーション軸3の先端部13にハウジング5のセレーション孔6を挿入すると共にハウジング5の位置決め孔43に組付ベース20のハウジング用位置決めシャフト44を挿通して、セレーション軸3を組付ベース20側に押し込みながら所定位置まで回転させた後、セレーション軸3への押し込みを解除すれば、セレーション軸3のセレーション部4とハウジング5のセレーション孔6とが嵌合する。これにより、嵌合作業が従来よりも軽減されて、嵌合時に異物等が発生することもない。
(もっと読む)
自動組立装置および自動組立装置による部品組立方法
【課題】 位相合わせを必要とする部品同士の自動組立において、部品同士の位相が合ったタイミングから挿入が完了するまでの時間の長短に関わらず位相合わせ完了を的確に検知することを課題とする。
【解決手段】 第2の部品を第1の部品に接触させた状態で、第1の部品と第2の部品とを特定の回転軸に対して相対的に回転させつつ、前記回転軸周りのモーメントが予め定められた閾値を超えた場合に回転を終了させる。
(もっと読む)
ハンド及びロボット
【課題】把持したボルトをタップ穴に挿入することが可能なハンド及びロボットを提供する。
【解決手段】ハンド20は、1対の支持部22a、22bと、1対の支持部22a、22bの内側にそれぞれ支持され、ボルトBを把持する第1及び第2の把持爪21a、21bと、第1及び第2の把持爪21a、21bを各支持部22a、22bの長手方向と交差する揺動軸回りに揺動させ、第1及び第2把持爪21a、21bの先端の向きを変更させる揺動機構29と、第1及び第2の把持爪21a、21bが把持したボルトBをボルトBの軸回りに回転させるボルト回転機構30とを備える。
(もっと読む)
部品組付け方法
【課題】ロボットによる組付けにおいて、直線、折れ曲がり、円弧などで多岐に渡る軌道生成を効率的に行い、環境変動や機差にも自動的に対応できる部品組付け方法を提供する。
【解決手段】部品1を部品2の孔に組付ける前に、L字状の概略軌道に沿って力センサ6による探索の範囲を限定する軌道制限胴をロボットハンド5の制御部に記憶させる。ロボットはステレオカメラ7の画像から組付け相手を探し、軌道制限胴内で力センサ6の検出値によって人間の手探り様に組付け方向を探索し、その道程を複数の教示点として記憶することで精密軌道を自習する。その精密軌道を用いた次回以降の組付けにおいては、教示点毎の力センサ6の検出値について記憶値と現在値とに差が出た場合は、精密軌道を微調整する。
(もっと読む)
デファレンシャルギア組立装置および方法
【課題】ピニオンギアを、デフケースの開口部の縁と干渉することなく、簡略な機構でデフケース内に搬入する。
【解決手段】ピニオンギアCを保持するガイド31を、鉛直方向への移動を許容しながら保持する。これにより、ピニオンギアCをデフケースAの開口部A1から搬入して一方のサイドギアBに当接させた際、サイドギアBから受ける反力によりピニオンギアCが下方に押し下げられる。従って、設置されるべき所定位置からピニオンギアCを上方にオフセットさせた位置から搬入し、サイドギアBと当接させることでピニオンギアCを押し下げて所定位置に配置することができるため、デフケースAと干渉することなくピニオンギアCを装着することができる。
(もっと読む)
軸部挿入装置
【課題】軸部とワークの孔との位置を確実に合わせることができる軸部挿入装置を提供する。
【解決手段】軸部101と孔212との位置が合っていないときは、ボール22を中心軸M周りに公転させ、ボール22の遠心力により保持部10及びバルブ100を中心軸Mと直交する方向で円運動させる。これにより、軸部101の下端部がワーク200の端面上で円運動し、軸部101の端部とワークの孔212との位置を合わせることができる。
(もっと読む)
Oリング取付け装置およびOリング取付け方法
【課題】Oリング取付け溝よりも周径の長いOリングを自動取付けする。
【解決手段】
ワークに設けられた環状のOリング取付け溝に自転ローラでOリングを押し込みながら、取付け溝と自転ローラとを相対移動させ、自転ローラでOリングを押込んでいく押込み点を移動させることによって、Oリング取付け溝の径よりも径の大きいOリングを押し縮めながら取付け溝に取付ける作業を自動化する。押込み点において、自転ローラの外周の自転方向と、押込み点が取付け溝に沿って相対移動する方向とは互いに逆方向であり、かつ、押込み点が取付け溝に沿って移動する速度よりも、自転ローラの自転する自転速度の方が大きいので、Oリングを押し縮めながら取付けることができ、取付け溝よりも周径の長いOリングを均一に自動取付けできる。
(もっと読む)
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
(もっと読む)
部品組付装置、およびバルブタイミング可変機構の製造方法
【課題】部品組付工程の自動化に際し、部品4や被組付体2の組立の高精度化、部品4の組付における部品4の移動の高精度化等を必要としない部品組付装置1を提供する。
【解決手段】部品組付装置1によれば、各々の保持具30に保持された部品4は、部品側円周と被組付体側円周とが略一致するように、かつ、部品保持部41が周方向にとなり合う2つの組付穴3の間に配されるように、各々の部品4を被組付体2の一面に当接させ、その後に本体ロボット25を回転させる。これにより、各々の部品4は、被組付体側円周上を回転摺動し、組付穴3と部品保持部41とが一致した部品4から、順次、仮挿入される。また、仮挿入が済んだ保持具30は、スプリング33を周方向に圧縮させることで、保持具支持体31に対して相対移動する。以上により、部品組付工程の自動化が可能になる。
(もっと読む)
ギヤシャフト組立て装置及びギヤシャフトの組立て方法
【課題】本願発明は、ギヤシャフトの組立てのタクトタイムが小さく、装置のコストが低く、且つ装置のメンテナンスも容易であるギヤシャフトの組立て装置及びその方法を提供する。
【解決手段】本願発明のギヤシャフト組立て装置は、6軸ロボットとギヤシャフト組立て台からなる。このロボットのハンドは、ギヤ3を押圧する押圧ブラケット53を備え、押圧部53aでギヤを押圧しつつ把持する。このロボットハンドは把持したギヤを、ギヤのシャフト孔に組立て台の固定部42に垂設されたシャフト2に貫通させて、シャフトの備えるスプラインの上部端部に近接状態に配置した後、ギヤをアンクランプし、このハンドを水平回転させる。及び/又は、ギヤシャフト組立て台はロボットハンドと反対方向に水平回転させる。
(もっと読む)
組立て用ロボットハンド
【課題】 コンプライアンス作用の中心位置およびコンプライアンスの大きさを任意に変更可能で、かつ受動的な動作で、複雑な計算を必要としない組立て用ロボットハンドを提供することである。
【解決手段】 一つの中心線12に対して線対称に配置され、かつ、この中心線と直角をなす複数個の遥動軸の周りに前記中心線と重なる複数個の平面上に遥動可能な複数個のチャック爪13と、複数個の遥動軸の中心位置を前記一つの中心線と略直角をなす方向に移動させる手段と、複数個のチャック爪の先端部に力を負荷する複数個の手段とから構成され、複数個の遥動軸の位置および先端部に負荷される力の大きさを変化させることにより、軸状部材のコンプライアンス作用の中心位置およびコンプライアンスの大きさを調整できるようにしたことを特徴とする組立て用ロボットハンド。
(もっと読む)
圧入装置
【課題】軸部材に噛み合った状態で圧入される被圧入部材をばね力に抗して圧入する圧入装置を提供する。
【解決手段】圧入装置は、軸部材としてのプーリシャフト9をその基端部で支持する支持台21と、これの上方に上下動自在に配置されるプレスヘッド30とを有し、プーリシャフト9に対して、環状部材としての歯車部材12等が組み立てられる。プレスヘッド30は、環状部材としての歯車部材12の圧入端面12aに当接する圧入部材33と、歯車部材12の予圧端面12bに当接する予圧部材41とを有し、歯車部材12を圧入開始位置まで移動させるときには予圧ばね51を介してプレスヘッド30の推力が歯車部材12に伝達され、圧入開始位置で支持台21を回転することにより歯車部材12とプーリシャフト9の噛み合い位相が合わされ、この状態のもとで圧入部材33により歯車部材12が圧入される。
(もっと読む)
プラネタリギヤの組付装置及び組付方法
【課題】作業内容が簡明で、確実にかつ短時間で行うことができ、製造設備が廉価で省スペースであるプラネタリギヤの組付装置及び組付方法を提供する。
【解決手段】サンギヤと噛合する複数個のピニオンギヤを保持するキャリアと、複数個の該ピニオンギヤを包絡して噛合するリングギヤとを、ケースに軸支された回転軸とともに回転する該サンギヤ及び該ケースに組み付けるプラネタリギヤの組付装置1であって、前記ケース91に着脱可能及び軸方向移動可能に設けられる本体3と、該本体3に回動可能に設けられ、前記回転軸(中間軸92)に連結されて共回りする軸部4と、該本体3に開閉可能に設けられ、前記ピニオンギヤと前記リングギヤとが噛合した状態で、前記キャリアと該リングギヤとを一括して把持及び解放する爪部8と、該軸部4の回動と該爪部8の開閉動作とを操作する共通操作手段(操作レバー5、円筒カム6、爪開閉駆動部7)と、を備える。
(もっと読む)
油圧機器用挿入装置
【課題】ボディの挿入孔に部品を挿入できる油圧機器用挿入装置を提供する。
【解決手段】ボディ1の挿入孔10の開口11が横向きとなるようにボディ1を支持するボディ支持部30と、部品2を滑走可能に支持すると共に開口11に向かうにつれて外径が小さくなる円錐状をなす案内面421を有する部品支持部4と、部品支持部4を弾性支持機構を介して弾性支持する基部3と、ボディ支持部30のボディ1に対して部品支持部4を案内面421と共に移動させて部品支持部4の部品2をボディ1の挿入孔10に対して調芯させる第1移動手段6と、部品支持部4に支持されている部品2をボディ1の挿入孔10の開口11に向けて移動させ開口11から挿入孔10に挿入させる第2移動手段7とをもつ。
(もっと読む)
位置誤差吸収装置
【課題】ロボットアームの様々な姿勢による重力作用が生じた場合においても十分な誤差吸収機能を発揮することができる位置誤差吸収装置を提供することを課題とする。
【解決手段】この発明は、部材W1、W2同士の組立て作業や嵌め合い作業用の位置誤差吸収装置であって、ロボットの出力端側に取り付けられる固定体1と、一方の部材W1が取り付けられる可動体2とを、両端に多自由度継手を具備させた複数の流体圧シリンダ3を介して連結することにより全体としてパラレルメカニズムを構成し、前記パラレルメカニズムに基づいた可動体2の動きによって部材W1、W2間の位置誤差を吸収するようにしたことを特徴とする位置誤差吸収装置である。
(もっと読む)
シール部材挿入方法及び装置
【課題】めくれが発生してもそのめくれを戻し、その後、リップ部分を順方向(めくれない方向)に移動し所定の位置にシール部材を位置させることで、確実にめくれのないシール挿入が行えるシール挿入方法及び装置を提供する。
【解決手段】リップ部分2aを有するシール部材2を軸1上に挿入するシール部材挿入方法において、前記シール部材2を前記軸1に挿入するために、それらを相対的に動かし、前記シール部材2を前記軸1上の所定の位置を超えて挿入し、その後、逆方向に所定位置まで戻す。
(もっと読む)
トルクコンバータ自動組付装置
【課題】トルクコンバータを自動変速機に迅速且つ容易に組み付け可能で、仕様の異なる複数種類のトルクコンバータに各々対応可能な汎用性を有するトルクコンバータ自動組付装置を提供する。
【解決手段】自動変速機を横置き姿勢状態に自動変速機保持手段に保持し、トルクコンバータ101を自動変速機に対向する対向姿勢状態にトルクコンバータ保持手段51に保持する。そして、送り移動ねじ手段49を自動変速機100の仕様に応じて予め設定された回転角度だけ正転させて、トルクコンバータ101を所定の押し込み力で自動変速機に押し込む。トルクコンバータ101の嵌合部と自動変速機の被嵌合部とを嵌合させることができなかったときは、押し込みテーブル42を一旦後退させ、トルクコンバータ101の回転により嵌合部と被嵌合部との位相を変更してから、再び所定の押し込み力で押し込む。
(もっと読む)
非真円形状ワーク嵌合装置
【課題】第1ワークの第1嵌合部と第2ワークの第2嵌合部とを嵌合させることができ、組付時間の短縮化を図り得る非真円形状ワーク嵌合装置を提供する。
【解決手段】非真円形状ワーク嵌合装置は、非真円形状をなす第1嵌合部10を有する第1ワーク1を保持する第1ワーク保持部3と、非真円形状をなす第2嵌合部20を有する第2ワーク2を保持する第2ワーク保持部4と、第1ワーク保持部3および第2ワーク保持部4のうちの少なくとも一方を回転させつつ揺動させる首振り運動させる首振り運動機構5と、第1ワーク1の第1嵌合部10の周方向における位相と第2ワーク2の第2嵌合部20の周方向における位相とを整合させて嵌合させるように首振り運動機構5を駆動させる駆動機構6とをもつ。
(もっと読む)
1 - 19 / 19
[ Back to top ]