
Fターム[3C034BB33]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸以外の運動機構 (292) | 直線運動機構 (135) | オシレート運動 (38)
Fターム[3C034BB33]に分類される特許
1 - 20 / 38
加工機、運動案内装置
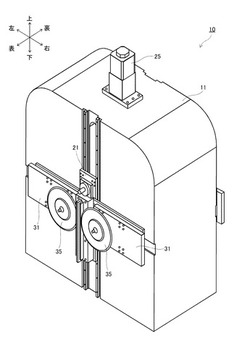
【課題】加工抵抗や熱膨張などによる機械変形が生じることが無く、精度の高い加工を安定して行うことができ、さらに、機械剛性が高く、且つ、省スペース化を実現した、従来技術にはない全く新しい加工機を提供する。
【解決手段】この加工機10は、外郭構造を形成する筺体11と、筺体11の一表面及び他表面に対してそれぞれ設けられ、載置されるワークWを筺体11の設置面と垂直方向に往復移動可能な一対のワークテーブル21と、ワークテーブル21に載置されるワークWの対向する二面を加工可能なように、一対のワークテーブル21を挟むように筺体11に設けられる複数台の加工ヘッド31と、を備えている。そして、この加工機10には、一対のワークテーブル21及び複数台の加工ヘッド31のそれぞれに対して加わる応力の一部を筺体11に受け持たせるモノコック構造が採用されている。
(もっと読む)
レシプロ研削盤及びその制御方法

【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
研磨装置
【課題】研磨精度を維持するために定期的に交換が必要な消耗部品点数を削減できる研磨装置を提供する。
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
(もっと読む)
異形ワークの揺動研削方法、及び揺動型研削盤
【課題】
マスターワークを使用せずに、カム類を代表例とする断面非円形の異形ワークを研削可能にすることである。
【解決手段】
断面非円形の異形ワークW1 の回転軸心Cw1 が主軸Sの軸心C1 と同心となるように、ドッグ26で把持された当該異形ワークW1 を連続回転させながら、被研削面である外周面を研削する方法であって、前記異形ワークW1 の基準位置からの回転角度(θx)と、研削ユニットGUの揺動角度(θy)との関係を特定して異形ワークW1 の外周研削形状を定めた外周形状特定式〔θy=f1 (θx)〕を予め計算しておいて、前記外周形状特定式〔θy=f1 (θx)〕に基づいて、揺動軸心C0 を中心にして研削ユニットGUを揺動させながら、前記異形ワークW1 を連続回転させて、その外周面を当該外周形状特定式〔θy=f1 (θx)〕で特定された形状に研削する。
(もっと読む)
スカーフ加工用治具及びそれを用いたスカーフ加工方法
【課題】加工面積が狭い場合でも適用可能であり、且つ、精度良くスカーフ加工できる簡素化された加工装置を提供することを目的とする。
【解決手段】スカーフ加工用治具1は、複合材にスカーフ面を加工するためのスカーフ加工用治具1であって、切削工具を円周にそってガイドする環状の円周方向ガイド2と、円周方向ガイド2の内周側に円周方向ガイド2の内周に沿って旋回可能に配置され、且つ、円周方向ガイド2の径方向に切削工具を滑走可能にする貫通穴6が設けられた径方向ガイド4と、貫通穴6の径方向に沿った両側壁面に設けられ、切削工具を支持し、且つ、切削工具を径方向ガイド4の深さ方向にガイドする深さ方向ガイド5と、を備え、深さ方向ガイド5のガイド面が、所定形状のスカーフ面に対応する角度で傾斜されている。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
研磨装置、研磨方法、研磨具を押圧する押圧部材
【課題】基板のトップエッジ部および/またはボトムエッジ部を正確かつ均一に研磨することができる研磨装置を提供する。
【解決手段】研磨装置は、基板Wを水平に保持し、該基板Wを回転させる回転保持機構3と、基板Wの周縁部に近接して配置された少なくとも1つの研磨ヘッド30とを備える。研磨ヘッド30は、基板Wの周方向に沿って延びる少なくとも1つの突起部51a,51bを有し、研磨ヘッド30は、突起部51a,51bにより研磨テープ23の研磨面を基板Wの周縁部に対して上方または下方から押圧する。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
2つのスピンドルセットを備えた研削盤
本発明は、工作物(20、22、48、60)を研削するための研削盤、特に、近接して配置された2つの工作物(48)を同時に研削するための研削盤に関する。研削盤は、少なくとも2つの第1研削スピンドル(26、26')と、少なくとも2つの第2研削スピンドル(28、28')とを備えており、少なくとも2つの第2研削スピンドルのそれぞれが砥石固定部(37)を持つと共に第1研削スピンドル(26,26')の一方のスピンドル部(30)上に支柱(40)によって旋回可能に取り付けられており、その結果、各第1研削スピンドル(26、26')の回転軸(46)を中心として旋回することができる。  (もっと読む)
(もっと読む)
研削装置におけるオシレーション制御方法及び研削装置
【課題】オシレーション専用の軸を要することなく、簡易な構成で、シート加工を可能とする。
【解決手段】第1のスライド部101は、X軸方向に、第2のスライド部102は、砥石24〜26の軸線方向であるZ軸方向で、それぞれ往復動可能に設けられており、制御部301におけるオシレーショ制御処理の実行によって、駆動信号出力回路302、第1及び第2のサーボアンプ303A,303Bを介して、第1及び第2のリニアモータ13,16が駆動されることにより、第1のスライド部101と第2のスライド部102が、それぞれ同時に往復動せしめられ、その往復動の合成によりオシレーションが生ずるようになっている。
(もっと読む)
研削装置
【課題】単一の研削装置によって、ワークを移し替えることなく、荒加工と仕上げ加工とを行う。
【解決手段】回転駆動装置のヘッド部20を構成する回転軸22には、先端側に第1の回転砥石24が、基端側に第2の回転砥石25が設けられ、第1の回転砥石24の砥石24aは比較的粗い砥粒から構成され、第2の回転砥石25の砥石25aは微細な砥粒から構成されており、第1の回転砥石24は小径のもので、第2の回転砥石25は大径となっている。ワーク1は回転テーブル10に載置されており、この回転テーブル10とヘッド部20とを相対移動させることによって、ワーク1の表面1aを第1の回転砥石24による荒加工と、第2の回転砥石25による仕上げ加工とが行われる。
(もっと読む)
研磨加工方法および研磨加工装置
【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
偏芯回転運動を伴う研磨装置
【課題】公転及び自転を伴う運動、前後及び揺動運動を伴う運動を研磨部材の取り替えだけで設定できるようにした研磨装置。
【解決手段】この研磨装置は、ケーシング(48)と、モータ(16)と、モータに駆動連結され、第1の軸線(40)を中心に回転される回転支持体(22)と、第1の軸線(40)と平行な第2の軸線(60)を中心に回転可能にして、回転支持体(22)に取り外し可能に取り付けられる少なくとも2つの種類の研磨部材(14、14−2、14−3、14−4)とを有する。ケーシングは第1摺動係合部(86)を有し、少なくとも1つの研磨部材(14−2、14−3、14−4)が、該第1摺動係合部に摺動可能に係合する第2摺動係合部(細長溝82、一対の突起84)を有する。少なくとも他の1つの研磨部材(14)は、回転支持体に取り付けられたときに、第1摺動係合部(86)に係合しないようにされている。
(もっと読む)
円筒状ワークの複合旋削加工機
【課題】 ナノ精度の高精密双頭円筒研削盤の提供。
【解決手段】 円筒状ワークを両端から双頭の旋削工具を用いて端面研磨、内面テーパー切削加工、研磨加工する複合旋削加工機において、旋削工具軸装置として磁気軸受と静圧水軸受により軸受けされる回転/直動可能なビルトインモータ駆動式の旋削工具軸13、前記旋削工具軸を回転/直動させる回転/直動複合アクチュエータ16,18および、前記旋削工具軸の直線移動距離を測定する位置測定手段85を備える旋削工具軸装置10を用いる。
(もっと読む)
分離長尺テーブルを有する加工装置
【課題】比較的長寸の加工物の平面を高精度に加工でき、熱伝達性も低く、熱変位による平面度の狂いもなく、組立性のよい分離長尺テーブルを有する加工装置を提供する。
【解決手段】平面研削盤100は、ベース台2上に載置されてフレキシブルな連結具7を介して連結された分離テーブル1A,1Bからなる長尺のテーブル1を移動させるリニアモータ4等からなる移動機構部と、砥石5Bを移動及び回転支持する装置本体5Aよりなる加工手段である砥石台5と、ドレッサ6等とからなり、熱伝達や熱変位は連結具7の存在により分離構造となっているため低減される。また、分離構造のため組立性も良い。
(もっと読む)
ワークの平面研削盤
【課題】ワークの研削面の平面度の精度を向上することができる平面研削盤を提供する。
【解決手段】ワークWの平面研削を行う際に、該ワークWを支持するテーブル13の移動速度を左方向の移動時と、右方向への移動時とで、順次ランダムに変化させることにより、ワークWの研削中におけるテーブル13の固有振動(共振)の位相を変化させる。そして、テーブル13の共振によるテーブル13の変形を防止し、テーブル13に支持されたワークWの変形を防止し、ワークWの研削面の平面度の精度を向上する。
(もっと読む)
精密研削装置
【課題】 ナノ精度の高精密研削装置の提供。
【解決手段】 磁気軸受と静圧水軸受により軸受けされる回転/直動可能な砥石軸13、前記砥石軸を回転/直動させる回転/直動複合アクチュエータ16,18、前記砥石軸の移動距離を測定する位置測定手段85、および、前記砥石軸13を固定するコラム7を砥石軸方向に直線移動させる駆動手段9を備える研削ステージTSと、前記砥石軸に軸承される砥石14の研削加工面に対して被研削物表面を直角方向に保持する回転保持具20、および、静圧水軸受で軸受けされた前記回転保持具の主軸を回転駆動させる回転駆動手段を備えるワークステージWS、とを供える研削装置1。
(もっと読む)
超仕上げ装置
【課題】製造コストが安価で、かつ、ランニングコストも安価な超仕上げ装置を提供することである。
【解決手段】砥石ヘッドを往復揺動させる手段を、砥石ヘッドの支持ユニットを、基台フレーム3の旋回テーブル4に往復揺動方向で間隔を開けて対向する一対の板ばね10で揺動自在に連結された揺動部材11に取り付けて、揺動部材11に往復揺動方向で対向する一対のガイド板11aを設けて、一対のガイド板11aの対向面に回転駆動される偏心カム16aを当接させ、偏心カム16aの回転によって揺動部材11を往復揺動させて、揺動部材11に取り付けられた砥石ヘッドの支持ユニットを往復揺動させるものとした。
(もっと読む)
研削装置
【課題】超仕上げ加工を行う被研削物の長さ及び大きさが制約されない研削装置を提供する。
【解決手段】第1ロッドが駆動ロッド、従動ロッド及び砥石ホルダと第1軸43a、第2軸43b及び第3軸54a廻りに回動可能に連結され、第2ロッドが駆動ロッド、従動ロッド及び砥石ホルダと第4軸44a、第5軸44b及び第6軸54b廻りに回動可能に連結され、駆動ロッドは揺動伝達軸23と共に揺動し、従動ロッドは従動ロッド支持軸33と共に揺動し、揺動伝達軸の軸心C11と第1軸の軸心C12との距離、及び揺動伝達軸の軸心と第4軸の軸心C13との距離が、従動ロッド支持軸の軸心C21と第2軸の軸心C22との距離、及び従動ロッド支持軸の軸心と第5軸の軸心C23との距離に等しく、揺動伝達軸の軸心と従動ロッド支持軸の軸心との距離が、第1軸と第2軸との距離に等しいレール玉転動溝を超仕上げ加工する研削装置。
(もっと読む)
1 - 20 / 38
[ Back to top ]