
Fターム[3C034BB37]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸以外の運動機構 (292) | 回転運動、揺動 (106)
Fターム[3C034BB37]の下位に属するFターム
複数砥石を切換使用するためのもの (31)
切込みのためのもの (18)
Fターム[3C034BB37]に分類される特許
1 - 20 / 57
四角柱状インゴットブロックの面取り加工方法
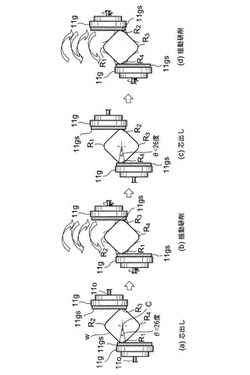
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
作業工具

【課題】簡単な構成で先端工具を保持できる技術を提供する。
【解決手段】クランプシャフト123は、シャフトと、クランプヘッド125と、係合フランジ126を有している。このクランプヘッド125と係合フランジ126は、シャフトから径方向に突出して形成されている。そして、クランプシャフト保持機構130は、係合フランジ126の外端とシャフトとの間に位置して係合フランジ126を保持する環状部材131を有し、環状部材131が係合フランジ126と協働してクランプシャフト123を保持する。これにより、クランプヘッド125とスピンドル120の間にブレード200が挟持される。
(もっと読む)
上定盤の自転及び公転のための装置、及びそれを用いた上定盤の作動方法
【課題】上定盤(シャフト)を自転させると同時に公転させる装置、及びそれを用いた上定盤の作動方法を提供する。
【解決手段】外周面に外周面歯車26が設けられた円筒部材20;円筒部材20の中心から偏心した位置で自転自在に円筒部材20に支持され、外周面には軸歯車51が設けられ、上定盤と連結されたシャフト50;及び内周面には内歯車が形成され、、内歯車は軸歯車51と噛み合うように設けられた輪歯車;を備える。所定の駆動力が円筒部材20に伝達されて円筒部材20が回転する。円筒部材20の回転に伴ってシャフト50が偏心によって公転し、該公転は軸歯車51が内歯車に噛み合った状態で行われる。
【効果】上定盤を自転させると同時に公転させることができるため、フロートガラスの研磨率が高められる。
(もっと読む)
研削方法
【課題】 被加工物を研削して薄く加工しても割れが生ずることのない被加工物の研削方法を提供することである。
【解決手段】 研削砥石を有する研削ホイールで被加工物を研削する研削方法であって、研削を実施中に、研削砥石の端面の下に被加工物が侵入する研削砥石に対する被加工物の少なくとも入口側で被加工物上に圧力を付与する。これにより、研削砥石に対する該入口側の被加工物を該端面の下の被加工物に対して平坦にしつつ研削を遂行する。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
研磨装置
【課題】研磨精度を維持するために定期的に交換が必要な消耗部品点数を削減できる研磨装置を提供する。
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
(もっと読む)
スカーフ加工用治具及びそれを用いたスカーフ加工方法
【課題】加工面積が狭い場合でも適用可能であり、且つ、精度良くスカーフ加工できる簡素化された加工装置を提供することを目的とする。
【解決手段】スカーフ加工用治具1は、複合材にスカーフ面を加工するためのスカーフ加工用治具1であって、切削工具を円周にそってガイドする環状の円周方向ガイド2と、円周方向ガイド2の内周側に円周方向ガイド2の内周に沿って旋回可能に配置され、且つ、円周方向ガイド2の径方向に切削工具を滑走可能にする貫通穴6が設けられた径方向ガイド4と、貫通穴6の径方向に沿った両側壁面に設けられ、切削工具を支持し、且つ、切削工具を径方向ガイド4の深さ方向にガイドする深さ方向ガイド5と、を備え、深さ方向ガイド5のガイド面が、所定形状のスカーフ面に対応する角度で傾斜されている。
(もっと読む)
回転砥石装置
【課題】乾式で加工を行っても、砥石に目詰まりが生じにくい回転砥石装置を提供する。
【解決手段】回転砥石装置1は、円板状の砥石15と、砥石の中心を通る第一軸P1を軸心とし、砥石と一体的に回転する第一軸部10と、第一軸部を砥石の両側で回転自在に挿通させている一対の支持部41と、第一軸部と一体的に回転する第一回転子11と、一対の支持部が一端に設けられていると共に、第一軸に平行な第二軸P2を軸心とする第二軸部20を回転自在に挿通させている円筒体40と、円筒体の中心軸と一致すると共に第一軸と直交する直交軸Z周りに円筒体を回転させる回転駆動機構と、円筒体と同心の円環状で、円筒体を回転自在に挿通させている第一傘歯車45と、第一傘歯車と噛合し、第二軸部と一体的に回転する第二傘歯車25と、円筒体内で第二軸部と一体的に回転すると共に第一回転子を従動回転させる第二回転子21とを具備する。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
鋼片研削方法および鋼片研削装置の制御装置
【課題】スイング式の鋼片研削装置において45度研削を行う場合、鋼片の被研削面全体を均一に研削する。
【解決手段】スラブSの平面Ssの研削加工に際して、斜角制御手段124により研削砥石16が砥石斜角45度に位置させられる場合に、当接位置制御手段126により平面Ssに対して研削砥石16が当接させられると、研削砥石16が平面Ssに接する位置によっては平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じたり接する位置によってその傾きが異なる可能性があることに対して、揺動角度補正手段128によりスラブ厚みTと砥石径Dとに基づいて平面Ssに対して研削砥石16の回転軸心Cgが平行になるように第3軸心C3まわりの研削砥石16の揺動角度が補正されるので、平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じ難くなり、研削砥石16とスラブSとの当たり方が一定に保たれ易くなる。
(もっと読む)
レンズ加工装置
【課題】ワークの大きさや形状等に制限を受けることなく、しかも機械サイズをコンパクトにすることが出来るレンズ加工装置を提供する。
【解決手段】ホイールヘッド7に円弧状の研削面を備えた砥石等の研削工具8を着脱可能に装着した少なくとも一軸以上のスピンドル9と、該スピンドル9と同一軸線上にレンズ素材Wを着脱可能に装着するワークホルダ10を備えた回転アダプター11a及び、ワーク軸11を保持するワーク軸ベース部材12とが設けられ、このレンズ加工室3a,3bの背面側には、前記ワーク軸ベース部材を旋回させると同時に左右に揺動運動させる旋回・揺動駆動装置及びワーク軸ベース部材を上下運動させる上下駆動装置とが設置される。レンズ加工装置1は、前記ワークホルダ10に装着したレンズ素材Wを研削面に対して揺動運動,旋回運動,上下運動をさせながら一定の押圧力で押圧させて所定の曲率の曲面加工を行うものである。
(もっと読む)
超仕上げ装置
【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
研磨装置
【課題】本発明は、従来にない作用効果を発揮する画期的な研磨装置を提供することを目的とする。
【解決手段】被研磨物保持体1に保持された湾曲状の被研磨部2aを有する被研磨物2を揺動させながら研磨部3に当接させて該湾曲状の被研磨部2を研磨する研磨装置であって、前記被研磨物保持体1を揺動せしめる第一駆動源4の回転駆動軸5を該被研磨物保持体1に連設して該第一駆動源4の回転駆動を該被研磨物保持体1に伝達する第一動力伝達部7を有するものである。
(もっと読む)
研削装置及び研削方法
【課題】超半球凹面を簡易に形成するための研削装置及び研削方法を提供すること。
【解決手段】揺動機構57が研削砥石部10を開口OPよりも内側に配置された揺動中心PCのまわりに回転させるので、被研削物WPにおいて半球凹面以上に深い超半球凹面SSの加工が容易になる。つまり、研削砥石部10の揺動中心PCは、凹の球面の曲率中心に対応するので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研削加工できることを意味する。
(もっと読む)
研磨装置及び研磨方法
【課題】超半球凹面を簡易に研磨するための研磨装置及び研磨方法を提供すること。
【解決手段】揺動機構57が研磨皿部10を開口OPよりも内側すなわち−Z側に配置された揺動中心PCのまわりに揺動させるので、被研磨物WPにおいて半球凹面以上に深い超半球凹面SSの研磨が容易になる。つまり、研磨皿部10の揺動中心PCは、凹の球面の曲率中心に対応させるものであるので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研磨できることを意味する。
(もっと読む)
研磨装置、研磨方法、研磨具を押圧する押圧部材
【課題】基板のトップエッジ部および/またはボトムエッジ部を正確かつ均一に研磨することができる研磨装置を提供する。
【解決手段】研磨装置は、基板Wを水平に保持し、該基板Wを回転させる回転保持機構3と、基板Wの周縁部に近接して配置された少なくとも1つの研磨ヘッド30とを備える。研磨ヘッド30は、基板Wの周方向に沿って延びる少なくとも1つの突起部51a,51bを有し、研磨ヘッド30は、突起部51a,51bにより研磨テープ23の研磨面を基板Wの周縁部に対して上方または下方から押圧する。
(もっと読む)
1 - 20 / 57
[ Back to top ]