
Fターム[3C034BB39]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸以外の運動機構 (292) | 回転運動、揺動 (106) | 切込みのためのもの (18)
Fターム[3C034BB39]に分類される特許
1 - 18 / 18
加工機、運動案内装置
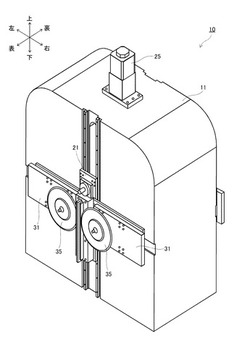
【課題】加工抵抗や熱膨張などによる機械変形が生じることが無く、精度の高い加工を安定して行うことができ、さらに、機械剛性が高く、且つ、省スペース化を実現した、従来技術にはない全く新しい加工機を提供する。
【解決手段】この加工機10は、外郭構造を形成する筺体11と、筺体11の一表面及び他表面に対してそれぞれ設けられ、載置されるワークWを筺体11の設置面と垂直方向に往復移動可能な一対のワークテーブル21と、ワークテーブル21に載置されるワークWの対向する二面を加工可能なように、一対のワークテーブル21を挟むように筺体11に設けられる複数台の加工ヘッド31と、を備えている。そして、この加工機10には、一対のワークテーブル21及び複数台の加工ヘッド31のそれぞれに対して加わる応力の一部を筺体11に受け持たせるモノコック構造が採用されている。
(もっと読む)
研削方法

【課題】端面部と円筒部の砥石消耗の差に起因する砥石車7の急峻な段差を緩和でき、かつ冷却液の研削作用部への供給が容易なため研削能率の低下が少ない端面研削方法を提供する。
【解決手段】砥石車7のコーナーR部を用いて、工作物Wと砥石車7を相対的に移動させて工作物の端面部を研削する端面部研削において、相対移動中の砥石車7の回転軸と工作物Wの回転軸の交差角度を変えながら研削する。端面部を研削する砥石車7の部位を変えながら研削することで、コーナーR部に発生する急峻な段差の発生を防止する。
(もっと読む)
ガラス基板の製造方法
【課題】本発明の課題は、ガラス基板の研磨位置に応じて最適に研磨するガラス基板の製造方法を提供することにある。
【解決手段】本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含むガラス基板の製造方法において、両端面を研磨する一対の研磨砥石は、回動自在に保持されると共にガラス基板方向へ第1の力が付与され、且つ、ガラス基板の幅方向の変動に対して追従可能に保持されている。また、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されていることを特徴とする。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
異形ワークの揺動研削方法、及び揺動型研削盤
【課題】
マスターワークを使用せずに、カム類を代表例とする断面非円形の異形ワークを研削可能にすることである。
【解決手段】
断面非円形の異形ワークW1 の回転軸心Cw1 が主軸Sの軸心C1 と同心となるように、ドッグ26で把持された当該異形ワークW1 を連続回転させながら、被研削面である外周面を研削する方法であって、前記異形ワークW1 の基準位置からの回転角度(θx)と、研削ユニットGUの揺動角度(θy)との関係を特定して異形ワークW1 の外周研削形状を定めた外周形状特定式〔θy=f1 (θx)〕を予め計算しておいて、前記外周形状特定式〔θy=f1 (θx)〕に基づいて、揺動軸心C0 を中心にして研削ユニットGUを揺動させながら、前記異形ワークW1 を連続回転させて、その外周面を当該外周形状特定式〔θy=f1 (θx)〕で特定された形状に研削する。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
円筒研削盤
【課題】円弧運動の切込みを行う円筒研削盤の数値制御演算を簡易なものにする。
【解決手段】第一線f1回りにワークを回転される主軸23と、第二線f2回りに回転する砥石軸42と、縦向き支持軸12a、12bと、主軸23を縦向き支持軸12a回りへ揺動自在に支持する軸支持手段102を備えている。ワーク切込駆動手段105は、縦向き支軸66中心に水平面内で揺動し、縦向き支軸66から軸支持手段102のある一点との間の距離を設定する。
(もっと読む)
研削装置及び研削方法
【課題】超半球凹面を簡易に形成するための研削装置及び研削方法を提供すること。
【解決手段】揺動機構57が研削砥石部10を開口OPよりも内側に配置された揺動中心PCのまわりに回転させるので、被研削物WPにおいて半球凹面以上に深い超半球凹面SSの加工が容易になる。つまり、研削砥石部10の揺動中心PCは、凹の球面の曲率中心に対応するので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研削加工できることを意味する。
(もっと読む)
光デバイスウエーハの製造方法
【課題】光デバイス層の表面が凹凸状に形成された光デバイスウエーハを能率的に製造することができる光デバイスウエーハの製造方法を提供する。
【解決手段】サファイア基板の表面に光デバイス層が積層された光デバイスウエーハの製造方法であって、サファイア基板の表面を研削してサファイア基板の表面に微細な凹凸のうねりを形成する凹凸形成工程と、凹凸形成工程が実施されたサファイア基板の表面に光デバイス層を積層して形成する光デバイス層形成工程とを含む。
(もっと読む)
研削方法および研削装置
【課題】光学素材の外径の大きさに影響されることなく、高精度に加工する。
【解決手段】光学素材1を保持するワーク軸2に対してツール軸13を傾斜させて配置し、ツール軸13の回転中心軸Aの回りに複数の砥石軸12を介して複数の円筒形砥石11を同一円周上に等間隔に配列し、個々の砥石軸12の回転による円筒形砥石11の自転と、ツール軸13の回転による複数の円筒形砥石11の公転とを組合せ、個々の円筒形砥石11の外陵線部11aの包絡線である砥石外側軌跡23によって光学素材1に凹形状1aを形成する。光学素材1の外径が大きくても、小径の複数の円筒形砥石11を、振動等を生じることなく高速回転させて高精度に研削加工できる。
(もっと読む)
研削加工方法
【課題】ワークの側面に開口して形成された凹部を円滑に加工できるプロファイル研削盤を用いた研削加工方法を提供する。
【解決手段】隣り合う2つの面が交わる隅領域M(N)を備えた凹部61を有するワーク12を研削加工する方法であって、ワーク12の取付け基準面をワーク固定台23の基準面に合わせてワーク12を取付け、設計図面に基づいて作成されたワーク12の加工プログラムを数値制御装置に入力する工程と、砥石15の先端部中心位置を回転テーブル53の回転中心軸Pと一致させる工程と、ワーク固定台23に取付けたワーク12の位置を微調整し、ワーク12の加工開始点を加工プログラム上で設定した加工原点に一致させる工程と、ワーク12の垂直方向の移動に同期させて、ワーク12を水平面内のX方向及びY方向に移動させながら研削すると共に、回転テーブル53を回転させて、砥石15がワーク12の一側から他側まで一回の研削作業で加工する工程とを有する。
(もっと読む)
面取り装置
【課題】ビレットの面取りを好適に行なうことができる面取り装置を提供すること。
【解決手段】
筐体と、筐体に支持されるアーム用軸を介して筐体に対し回転可能に支持されるアームと、アームに支持される切削部材用軸を介してアームに対し回転可能に支持される切削部材と、筐体に支持され、かつ、アームのアーム用軸と切削部材用軸との間の領域においてアームを押圧する弾性部材と、を有するビレット用面取り装置とする。なおこの場合において、アームの、前記アーム用軸を基準として前記切削部材用軸が存在する側とは反対の側の領域に、重りを有することが好ましい。
(もっと読む)
溝車のロープ溝加工装置およびロープ溝加工方法
【課題】付加加工を行わず、除去加工のみでロープ溝の成形を行い、ロープを外すことなくロープ溝の加工及び修正加工を短時間で実施することができる溝車のロープ溝加工装置及びロープ溝加工方法を提供する。
【解決手段】溝車1のロープ溝内で研削砥石11を回転させてロープ溝を加工する加工装置と、前記加工装置を前記溝車の半径方向に移動し得るように支持する半径方向可動器34と、前記研削砥石の温度を測定する温度測定装置20と、前記温度測定装置の測定値から温度勾配を算出する温度勾配演算器23と、前記加工装置の研削負荷を測定する負荷測定装置22と、前記研削砥石の温度及び前記温度勾配並びに前記研削負荷にもとづいて前記加工装置の切り込み量を設定する演算装置25とを備えた構成。
(もっと読む)
押圧力検出装置付ローラバニシング装置
【課題】付勢装置の付勢力に基づいてバニシングローラを常に適切な押圧力で被加工物に押し付け、加工を行うことができるバニシングローラ装置を提供する。
【解決手段】工具本体54に軸方向に相対移動可能に嵌合されたローラ保持部材78にバニシングローラ86を回転可能に保持させ、スプリング100の弾性力によりプーリ10のシーブ面12に押し付け、加工させる。工具本体54内に設けたロードセル120にスプリング100の弾性力を作用させ、その検出値に基づいてバニシングローラ86のシーブ面12に対する押圧力が検出される。押圧力が設定範囲を外れて小さい場合には、ローラ保持部材78に螺合したアジャストボルト110をねじ込み、スプリング100の初期荷重を増大させる。
(もっと読む)
加圧機構
【課題】加圧軸の軸線が移動することがなく、常に加圧軸の軸線を正確に研磨皿の球芯に向かわせることができ、また、非常に小さい押圧力を微妙に調整でき、これによりレンズを高精度に研磨することが可能なレンズ研磨装置の加圧機構を得ること。
【解決手段】加圧軸4aと、加圧軸を回転可能かつ軸方向に摺動可能に支持する支持部材4と、加圧軸を軸方向に付勢する付勢部材44を有し、加圧軸は、ベアリング41を介して支持部材に支持され、ベアリングの内径で摺動可能に嵌合され、付勢部材と加圧軸とを、加圧軸の摺動方向に直列的に配設し、加圧軸を付勢部材のみで付勢する加圧機構とする。
(もっと読む)
眼鏡レンズ加工システム
【課題】装置本体の内部機構を複雑化することなく、各種の加工機構を複合化させる際にシステム全体として効率化を図る。
【解決手段】コバ位置測定手段によるデータ等に基づいてヤゲン加工データを演算し、レンズ回転軸に挟持した眼鏡レンズを粗加工した後に大径のヤゲン加工具にてヤゲン加工する加工装置本体を備え、装置本体とは別に置かれた補助加工装置は、レンズ回転軸と小径のヤゲン加工具とを有し、加工装置本体は大径ヤゲン加工具と小径ヤゲン加工具の何れでヤゲン加工するかを設定する手段と、小径ヤゲン加工具に設定されたときはヤゲン加工データ算出のためのデータを補助加工装置側に転送し、レンズを粗加工して加工を終える加工制御手段とを有し、補助加工装置は、さらに転送されたデータに基づいて小径ヤゲン加工具によるヤゲン加工データを演算し、レンズ回転軸に挟持されたレンズをヤゲン加工するヤゲン加工制御手段を有する。
(もっと読む)
半導体ウェーハ用ドリラーおよび半導体ウェーハの表面層の厚さ測定方法
【課題】安定的かつ確実にきれいな円形の穴を掘ることができ、かつ、該穴を掘るボールが繰り返し使用できて非常に長持ちする半導体ウェーハ用ドリラーを提供する。
【解決手段】少なくとも、半導体ウェーハWを保持するステージ4と、ステージ4に保持された半導体ウェーハWに穴を掘るボール1と、ボール1を挟持して回転させる回転機構15とからなる半導体ウェーハ用ドリラーであって、前記回転機構15が、少なくとも、ボール1を回転させる駆動シャフト2と、駆動シャフト2の反対側からボール1を支持する回転可能な従動受け3とを有し、従動受け3と駆動シャフト2とによって炭化ケイ素からなるボール1を挟持し、駆動シャフト2を回転させることによりボール1を回転させるとともに研磨剤を供給し、ステージ4に保持した半導体ウェーハWにボール1を接触させることで半導体ウェーハWに穴を掘るものであることを特徴とする半導体ウェーハ用ドリラー。
(もっと読む)
研削盤
【課題】 砥石の切り込み量の調節を適切に行うことができる研削盤を提供する。
【解決手段】 研削盤10は、支持筒20と、主軸線28を中心に回転する主回転体21と、この回転とともに主軸線28を中心に回転移動され、主軸線28に平行なスピンドル軸線39を中心に回転される砥石38とを備える。さらに、研削盤10は、主回転体21内に配設され、主軸線28に平行に往復動する移動部材30と、この往復動によりスピンドル軸線39を主軸線28に対して近接または離間させる切り込み機構とを備えている。移動機構は、支持筒20に設けられた主軸線28と平行かつ所定距離離間した回転軸線を中心に駆動されて回動する回動軸56と、回動軸56の回動を主軸線28に平行な往復動に変換するボールねじ57と、変換された往復動を主回転体21内の移動部材30に伝達する伝達手段とを備える。
(もっと読む)
1 - 18 / 18
[ Back to top ]