
Fターム[3C034BB92]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 定寸装置、検出装置の構造 (733) | 電気量を検出するもの (306)
Fターム[3C034BB92]に分類される特許
1 - 20 / 306
ワークの溝加工方法
実切込み量測定方法および加工方法および工作機械
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
携帯用切断機

【課題】ディスクカッタに噴射される水の使用量を抑制する。
【解決手段】この携帯用切断機10は、エンジン等の駆動源によりディスクカッタ28を駆動して被削材の切断作業を行うために使用される。ディスクカッタ28にはノズル37から水が噴射され、ディスクカッタ28が冷却されるとともに粉塵の発生が抑制される。ディスクカッタ28が被削材に接触すると、歪みゲージ53a,53bからの信号により接触状態が判定されてノズル37から水が噴射され、接触しなくなるとノズル37に対する水の供給が停止される。
(もっと読む)
研磨終点検出方法および研磨装置
【課題】研磨対象膜の下層の金属材料の影響を排除し、渦電流センサを用いて、基板表面内の各領域での膜厚情報を取得することができ、得られた膜厚情報から基板の研磨終点を決定する方法を提供する。
【解決手段】本方法は、基板の研磨中に渦電流センサを基板の表面を横切るように移動させ、渦電流センサのインピーダンスの抵抗成分Xおよび誘導リアクタンス成分Yからなる座標X,YをX−Y座標系上にプロットし、X−Y座標系上に定義された複数のインピーダンスエリアにそれぞれ属する複数の座標X,Yを用いて、複数のインピーダンスエリアごとに複数の膜厚指標値を算出し、複数の膜厚指標値を用いて複数のインピーダンスエリアごとに基板の研磨終点を決定する。
(もっと読む)
加工装置
【課題】チャックテーブルやウェーハの表面の高さを高精度で認識することを可能とする加工装置を提供する。
【解決手段】チャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、被加工物の表面を撮像する撮像手段と、Z軸方向に加工手段又は撮像手段を移動させチャックテーブルに向かって接近・離反させるZ軸移動手段と、Z軸移動手段の駆動を制御する制御手段と、を備えた加工装置において、Z軸移動手段は、加工手段又は撮像手段が固定された基台部と、基台部をZ軸方向に移動させる駆動部を備え、基台部には、下端部に配設される当接部と、Z軸の下降によってチャックテーブルの保持面又は保持面に保持された被加工物の表面に当接部が当接したことを電気信号で制御手段に出力する出力部と、を備えるタッチセンサーが搭載されていることを特徴とする加工装置とする。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
研磨装置
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
加工装置
【課題】加工装置による加工精度を向上する。
【解決手段】被加工物としてのワークを凍結固定して加工を行う加工装置10において、所定の方向に移動可能なベッド1a,1bと、ベッド1bに固定され、ワークを載置するベース2と、ベース2を冷却する温度制御手段20と、ベッド1a,1bに対する位置を変動可能に制御され、ワーク2を加工する工具5と、を備え、温度制御手段20は、ベース2を冷却することにより、ワークを該ワークの材質、および/または該ワークの加工条件に応じた所定の温度に制御する。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
研磨監視方法および研磨装置
【課題】研磨装置の稼働率を低下させることなく渦電流センサの較正を行うことができ、精度の高い膜厚監視を可能とする研磨監視方法および研磨装置を提供する。
【解決手段】回転する研磨テーブル1上の研磨面2aに研磨対象の基板Wを押圧して基板W上の導電膜mfを研磨し、研磨中に研磨テーブル1に設置された渦電流センサ50により導電膜mfの厚さを監視する研磨監視方法であって、研磨中の渦電流センサ50の出力信号を取得し、渦電流センサ50の上方に基板Wが存在しない時の出力信号を用いて渦電流センサ50の出力調整量を算出し、出力調整量を用いて渦電流センサ50の上方に基板Wが存在する時の出力信号を補正して基板W上の導電膜mfの厚さを監視する。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ティーチングレス化、ワークのセット替えの自動化により、セット替え時間の短縮化を図ると共に、不良品の発生を完全に無くし、一発で良品を出す。
【解決手段】砥石4支持用の支持軸6のセンター位置CPを基準に、研削加工前の最初のワーク2の直径ID、砥石の直径WD、研削加工後の最初のワークの研削完了位置S4、研削加工前の2番目以降の各砥石の実際の研削開始位置S0から仮の研削開始位置S0′を演算する場合、砥石を、仮の研削開始位置から移動させて研削加工を実行し、研削完了位置S4近傍で、砥石を、S4分だけ最初のワークから離間させることで、実際の研削開始位置S0を確定させる。仮の研削開始位置は、実際の研削開始位置との間に余裕量Sαを考慮し、S0′=ID−WD−S4−Sαなる演算で設定される。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
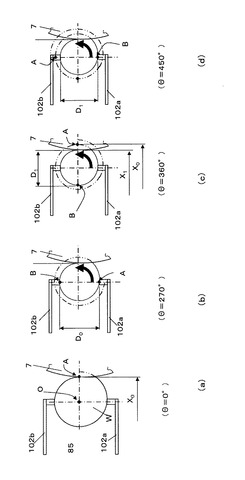
振れ精度測定方法および研削盤
【課題】振れ精度を研削中に測定できる振れ精度測定方法と、測定された振れ量に応じて触れ除去研削を実施できる研削盤を提供する。
【解決手段】工作物Wの研削中の1回転の間の、表面位置測定装置85で測定されるΘ=0の点Aの加工部の表面位置s0と、たわみt0を基準として、所定の回転角度Θiにおける変位変化Δsi=s0−siと、たわみの変化量であるたわみ変化Δti=t0−tiを用いて、回転角度Θiに対応する半径寸法変化を演算する。半径寸法変化に、工作物径測定装置83で測定される研削による工作物径の減少分(D0−D360)の、補正を加えて振れFiを演算し、Θ=0からΘ=360までの振れFiの値の最大差を加工部の振れ精度Fmとする。振れ精度Fmの大きさに基づき、振れ除去研削工程を実施する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
研削加工装置及び方法
【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
1 - 20 / 306
[ Back to top ]