
Fターム[3C034CA17]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 負荷 (203) | 砥石回転駆動力 (42)
Fターム[3C034CA17]に分類される特許
1 - 20 / 42
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
表面に金属膜が被覆された硬質基板の研削方法

【課題】表面に金属膜が被覆された硬質基板を研削して金属膜を除去可能な硬質基板の研削方法を提供する。
【解決手段】硬質基板の研削方法であって、硬質基板の裏面を保持して該金属膜を露出させる保持工程と、チャックテーブルを回転させると共に、研削ホイールを回転させながら研削送りして、該チャックテーブルに保持された硬質基板の表面に被覆された該金属膜を研削する金属膜研削工程と、該金属膜が研削されて露出した硬質基板を引き続き研削して硬質基板を所定の厚みに形成する硬質基板研削工程とを具備し、該金属膜研削工程は、該研削ホイールを駆動するモータの負荷電流値が所定の値を超えて上昇した際に該金属膜から該研削砥石を離反させる離反工程と、該金属膜に該研削砥石を再度接触させて該金属膜を研削する接触工程とを含み、該離反工程と該接触工程とを繰り返し実施して該金属膜を研削して除去する。
(もっと読む)
切削装置、切削装置を用いた切削方法、および部品の製造方法
【課題】板材を厚さ方向に複数段に分けて段階的にカットする技術において、各段カット時の加工負荷を従来よりも均一に近づける。
【解決手段】回転式の刃具を用い、板材を厚さ方向に複数段に分けて段階的にカットする切削装置が、刃具を回転させるモータに供給される電流値を検出する検出回路と、刃具による複数段の各段の厚さ方向の切り込みの深さである切り込み量を制御する制御装置とを備え、制御装置は、複数段の各段のカット時に検出回路が検出した電流値または電力値に基づいて、複数段の各段のカット時における刃具への加工負荷相当値を特定し、特定した各段の加工負荷相当値間の乖離量に基づいて、各段のカット時における刃具への加工負荷を均一に近づけるよう、各段の切り込み量を補正する。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
電力制御による研削方法および研削装置
【課題】研削動力の目標電力を設定し、目標電力に実削電力が極力追従するように送り速度を演算して制御することにより、品質を安定させ、生産性を上げる。
【解決手段】ワーク切込台1と、ワーク切込台に目標電力に基づく送り速度Vで切込送りを与える切込モータ2と、研削砥石6を回転させる駆動モータ7と、該駆動モータでの実削電力を検出する電力検出部8と、電力検出部で検出された実削電力の変化量に基づいて補正係数を求め、その補正係数を、目標電力に基づいて予め設定された設定送り速度に掛けて送り速度指令値を演算する送り速度指令値演算部5と、送り速度指令値に基づいて送り速度をフィードバック制御する切込台制御部3と、を備える。
(もっと読む)
サファイア基板の加工方法
【課題】研削加工されたサファイア基板の被加工面を所望の面精度に研磨加工することができるサファイア基板の加工方法を提供する。
【解決手段】研削加工されたサファイア基板の被加工面を上側に保持したチャックテーブルを回転するとともに、研磨工具を回転しつつチャックテーブルに保持されたサファイア基板の被加工面に向けて研磨送りするサファイア基板の加工方法であって、研磨工具を回転駆動する電動モータに供給する電力の電流値を検出し、該電流値が一定になるように研磨送りする。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置
【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、そのモニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、該算出した標準偏差の変化からウエハWの研磨の進行度を推定する。
(もっと読む)
研削装置及び研削方法
【課題】被加工物に対して、砥石を交換することなく、低コストで黒皮研削から仕上研削まで実行することができる研削装置及び研削方法を提供する。
【解決手段】被加工物を載置する支持板と、該支持板と略平行な面にて回転することが可能な砥石が配置された回転体とを備える。回転体の主軸回転数を下げた状態で黒皮研削を実行し、黒皮研削が完了したか否かを負荷電流値の変動に基づいて検出し、黒皮研削が完了した時点で回転体の主軸回転数を上げる。
(もっと読む)
摩擦攪拌加工装置及び摩擦攪拌加工方法
【課題】加工操作の繰り返しによるツールの摩耗に対応することができ、欠陥の発生を抑制して良好な加工を可能とする摩擦攪拌加工装置及び摩擦攪拌加工方法を提供する。
【解決手段】摩擦攪拌加工装置1は、ツール20を上下に移動させて被加工材に対して上から押し付けるツール高さを設定するための昇降駆動手段32を備える。そして摩擦攪拌加工装置1は、同じツール20により同じ材質の被加工材を順次に複数回摩擦攪拌加工するときの上記ツール高さは、最初に加工する被加工材に対して設定したツール高さを基準ツール高さとし、2回目以降に加工する被加工材に対しては、加工操作によるツール20の摩耗に対応して、ツール20のショルダ面と被加工材との間で必要な接触面積を確保するために予め定められた下げ幅だけ上記基準ツール高さより低く設定されるように上記昇降駆動手段32を制御するツール高さ調節手段88を備える。
(もっと読む)
ガラス板の研磨状況をモニタリングする装置及び方法
【課題】ガラス板の研磨工程において研磨状況を正確且つ迅速にモニタリングすることができる装置及び方法を提供する。
【解決手段】ガラス板研磨状況のモニタリング装置は、ガラス板で研磨装置10により研磨される部分の位置を測定する位置測定部110;研磨装置10に流入する電流を測定する電流測定部120;研磨装置10に流入する電流に対する参照値をガラス板の研磨位置ごとに貯蔵するメモリ部130;及び位置測定部110及び電流測定部120による研磨位置ごとの電流測定値とメモリ部130に貯蔵された研磨位置ごとの電流参照値とを比較して研磨状況の不良可否を判断する制御部140;を含む。
(もっと読む)
加工装置
【課題】 ウエーハをダイシングする前にウエーハの割れを予測可能な加工装置を提供することである。
【解決手段】 チャックテーブルに保持されたウエーハを研削又は研磨する加工工具と、該加工工具が装着されるスピンドルと、該スピンドルを駆動するモータと、該モータに電力を供給する電力供給手段とを含んだ加工手段を備えた加工装置であって、該モータと該電力供給手段に直列に接続され、該モータの負荷電流値を検出する負荷電流値検出手段と、ウエーハの加工において通常生じる正常な負荷電流値を記憶する記憶手段と、該負荷電流値検出手段で検出した負荷電流値と該記憶手段に記憶されている正常な負荷電流値とを比較して負荷電流値の異常を検出する異常検出手段と、該負荷電流値検出手段で検出した負荷電流値及び該異常検出手段で検出した負荷電流値の異常を記録する記録手段と、を具備したことを特徴とする。
(もっと読む)
ウエーハの研削方法
【課題】 すべての埋め込み電極をウエーハの裏面に表出させることが可能な研削方法を提供することである。
【解決手段】 ウエーハの研削方法であって、ウエーハの裏面を研削した際に、全ての埋め込み電極がウエーハの裏面に表出したときのモータの負荷電流値を所定負荷電流値として予め記憶しておく所定負荷電流値記憶ステップと、ウエーハの表面に保護部材を配設する表面保護ステップと、チャックテーブルでウエーハの保護部材が配設された側を吸引保持する保持ステップと、研削手段を研削送りしてチャックテーブルで保持されたウエーハの裏面を研削するとともに、研削中のモータの負荷電流値を計測する裏面研削・負荷電流値計測ステップと、研削中のモータの負荷電流値が該所定負荷電流値に達したか否かを判定する負荷電流値判定ステップと、モータの負荷電流値が該所定負荷電流値に達した際に研削送りを停止する研削送り停止ステップと、を具備したことを特徴とする。
(もっと読む)
化学機械研磨装置及びその運転方法
【課題】化学機械研磨における処理条件の安定化に寄与する化学機械研磨装置の運転方法を提供する。
【解決手段】化学機械研磨装置の運転方法は、回転するパッドに回転するウエハが接触してウエハが研磨され、研磨中にパッドの回転に伴いパッド周方向に関するウエハの位置が相対的に移動し、ウエハを保持して回転させるヘッドを有する化学機械研磨装置の運転方法であって、ヘッドの回転トルクに対応する物理量を、パッド上の周方向の複数の位置で測定する工程と、パッド上の複数の位置で測定されたヘッドの回転トルクに対応する物理量に基づき、パッド上の異常箇所を特定する工程とを有する。
(もっと読む)
半導体装置の製造方法、研磨方法、半導体製造装置及び研磨テープ
【課題】研磨テープの圧力を被研磨面に好適に分散できる半導体装置の製造方法を提供する。
【解決手段】研磨装置1は、スリット33が形成された研磨テープ3の、スリット33を含む所定の範囲AR(2つの案内ローラ13間の範囲)に、ウェハWの主面Waに交差する方向において張力を付与する。そして、研磨装置1は、範囲ARに張力を付与した状態で、研磨テープ3とウェハWの端面Wbとを摺動させて端面Wbを研磨する。
(もっと読む)
回転体の表面粗さの測定方法、砥石における砥粒の突き出し量の測定方法、及び研削盤
【課題】ワークを研削することなく、砥石の砥粒の突き出し量をより容易に測定することが可能な、砥石における砥粒の突き出し量の測定方法、及び、求めた砥粒の突き出し量に基づいて適切な時期にドレッシングを行うことができる研削盤、更に、砥石の砥粒の突き出し量に限定されず、より容易に回転体の表面粗さを測定する方法を提供する。
【解決手段】回転体を回転駆動する駆動力を検出可能な駆動力検出手段DSを用い、回転駆動される回転体の表面に液体を注ぎ、液体を注いでいる場合と注いでいない場合とにおける駆動力検出手段を用いて検出した駆動力の差、あるいは液体を注いでいる場合における駆動力検出手段を用いて検出した駆動力、に基づいて回転体の表面粗さを求める。
(もっと読む)
研削焼け判定方法およびその方法を用いた研削盤
【課題】より高精度に研削焼けを判定することができる研削焼け判定方法を提供する。
【解決手段】工作物Wが砥石40により研削されることによって発生する工作物Wの研削点における発熱量Qに関連するパラメータである発熱関連量Qpを検出する発熱関連量検出工程S2と、クーラント液の供給によって冷却される工作物Wの研削点における冷却量Cに関連するパラメータである冷却関連量Cpを検出する冷却関連量検出工程S3と、発熱関連量Qpおよび冷却関連量Cpに基づいて、工作物Wの周面における研削焼けの有無を判定する研削焼け判定工程S4〜S6とを備える。
(もっと読む)
工作機械
【課題】回転工具の駆動状態に基づき回転工具の移動を制御することで、良好な研削加工が可能な工作機械を提供することを目的とする。
【解決手段】工作物保持部11に対して工具保持部21を相対的に移動させるサーボモータ32と、指令値に基づきサーボモータ32に電力を供給するサーボ駆動部33と、回転工具22の駆動状態に基づきモータ補正量を算出する補正量算出部57と、モータ補正量に基づき指令値を補正する補正部60と、を備える。
(もっと読む)
基板端面の研磨装置及び研磨判定方法
【課題】研磨ホイールの磨耗溝深さを補正要素に取り込んだ信頼性の高い適応制御による基板の端面研磨装置及び基板の研磨良否の判定方法の提供を目的とする。
【解決手段】基板の端面を研磨加工する研磨ホイールと、当該研磨ホイールの回転駆動手段と、当該研磨ホイールの切り込み送り手段とを備え、研磨ホイールの回転駆動手段は、基板の端面接触による負荷電流検出手段と、研磨ホイールに生じる磨耗溝の溝側面が基板に接触することにより生じる負荷電流の補正手段とを有していることを特徴とする。
(もっと読む)
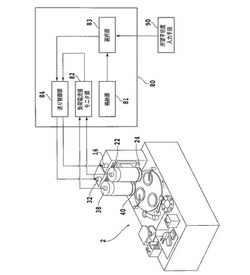
切削装置
【課題】被加工物に厚さのばらつきや反りなどの変形があっても、被加工物を所定の切り込み量による一定深さで切削できるようにする。
【解決手段】回転スピンドル42を回転駆動する回転駆動手段43から測定される負荷電流値が、切削ブレード41が被加工物に切り込んだ際の切り込み量に対応した負荷電流値を示す相関関係を有する点に着目し、負荷電流検出部91で検出される回転駆動手段43の負荷電流値が常に所定の切り込み量に対応する負荷電流値となるように切り込み送り手段70を制御するようにした。
(もっと読む)
1 - 20 / 42
[ Back to top ]