
Fターム[3C037BB11]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620) | 逃げ面部の特徴 (55)
Fターム[3C037BB11]に分類される特許
1 - 20 / 55
切削インサートおよび刃先交換式切削工具
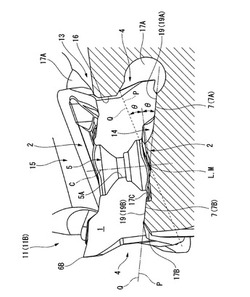
【課題】インサート取付座の壁面に複数の支持面を不要とする。
【解決手段】一対の多角形面2と周囲の複数の側面を有する表裏反転対称形状のインサート本体1の多角形面2の辺稜部に切刃が形成され、一対の多角形面2は互いに一方がすくい面とされたときに他方がインサート取付座13の底面14への着座面とされ、それぞれ一対のインサート側仮想平面Pに沿って一対の当接面7が形成されて底面14の一対の被当接面19に当接可能とされ、一対のインサート側仮想平面Pは1つの多角形面2に1つのインサート側仮想直線Lを含んでインサート側仮想直線Lに沿った方向視にX字状に互いに交差する方向に配置され、インサート側仮想直線Lが延びる二方向のうち一の方向を向く1つの多角形面2に対して1つの側面にはインサート取付座13の1つの壁面15に形成された被当接部に当接可能な当接部が形成される。
(もっと読む)
ドリルおよび該ドリルを用いる被削加工物の製造方法

【課題】 切削時の直進性および切屑排出性に優れた一枚刃ドリルを提供すること。
【解決手段】 本発明の一枚刃ドリルは、回転中心軸を有する円柱状の本体部と、本体部の先端面および外周面に開口し、かつ回転中心軸に沿って外周面にらせん状に設けられるとともに、先端視において、回転方向と逆方向を向く第1壁面および回転方向の順方向を向く第2壁面が形成されるように設けられている一つの切屑排出溝と、先端面に位置する逃げ面と、第1壁面と逃げ面との交差部に位置する切刃と、第2壁面と逃げ面との交差部に位置するとともに、側面視において回転中心軸側に湾曲している湾曲稜線部とを備えている。このドリルは、さらに側面視において、切刃の外周面側端部と湾曲稜線部の外周面側端部の高さ位置は異なっており、切刃によって被削材を切削する際に、少なくとも湾曲稜線部の外周面側端部が被削材と接触する。
(もっと読む)
ドリル
【課題】切刃の外周側における逃げ面摩耗の不均一やチッピングを防ぐとともに内周側では二番当りを防止する。
【解決手段】軸線O回りに回転されるドリル本体1の先端部外周に、ドリル本体1の先端逃げ面3に開口して後端側に延びる切屑排出溝4が形成され、この切屑排出溝4のドリル回転方向Tを向く壁面と先端逃げ面3との交差稜線部に切刃6が形成されてなるドリルにおいて、先端逃げ面3には、ドリル回転方向Tからドリル回転方向T後方側に向けて順に、第1先端逃げ面3Aと、この第1先端逃げ面3Aよりも逃げ角が大きい第2先端逃げ面3Bとが少なくとも形成されており、これら第1、第2先端逃げ面3A、3Bの交線Lが切刃6に交差させられている。
(もっと読む)
刃先交換式ドリル
【課題】切屑の排出性を向上させると共に、加工精度を向上させることができる掘削工具を提供する。
【解決手段】刃先交換式ドリルは、軸線を中心に回転するドリル本体を備えている。このドリル本体には、当該ドリル本体の一方の端部で切削した切屑を他方側へ排出する2つの切屑排出溝が形成されている。2つの切屑排出溝のうちの一方の切屑排出溝の端部には、軸線を含む位置第1のチップが着脱可能に装着される。また、他方の切屑排出溝の端部には、軸線から離れた位置に第2のチップが着脱可能に装着される。第1のチップは、軸線の方向と直交する直交方向において、相互に離れた少なくとも2箇所で切削対象物を切削して、発生する切屑を一方の切屑排出溝に排出する。第2のチップは、直交方向において、相互に離れた少なくとも2箇所で切削対象物を切削して、発生する切屑を他方の切屑排出溝に排出する。
(もっと読む)
ドリル
【課題】位置により先端角が異なる切刃を有したドリルにおいて、切刃の耐摩耗性を向上する。
【解決手段】本発明のドリル21は、切刃6の先端角が中心位置から最大径位置(D−D)に向けて中心位置先端角A°(但し、0°<A°<180°)から最大径位置先端角0°まで連続した変化により減少し、切刃6の逃げ角が中心位置から最大径位置に向けて連続した変化により減少する形状に形成されている。本発明のドリル21の切刃6は、最大径位置において逃げ角(ε)を有することによりリーミング用の切刃をも構成している。切刃6の刃先及び逃げ面に角が無いため耐摩耗性が良好である。
(もっと読む)
ドリル
【課題】加工穴数が増加しても穴径精度を保ちながら、層間剥離(デラミネーション)を抑制できるドリルを提供する。
【解決手段】切れ刃4を形成する稜線を有する第1逃げ面10と、第1逃げ面10に連続して形成されてランド部7を形成する稜線を有する第2逃げ面11と、第1逃げ面10に連続して形成されてチゼルエッジ3を形成する稜線を有する第3逃げ面12と、を有するドリル1であって、第1逃げ面10および第3逃げ面12の各逃げ面を形成する稜線102、稜線103ならびに第2逃げ面11を形成する谷線104によって囲まれた第4逃げ面13を有するドリル1とする。
(もっと読む)
3枚刃ツイストドリル
【課題】3枚刃ドリルについて、剛性低下を抑えながら切削抵抗を小さくし、切り屑排出性も向上させることを課題としている。
【解決手段】先端に設けるシンニング部7を、ドリル先端を直視した図において、前逃げ面8と二番面9との間に彎曲した稜線12が形成される形状にし、そのシンニング部のシンニング開き角βを90°以上、100°以下に設定し、なおかつ、前逃げ面の設置領域角Aと二番面の設置領域角Bの比A/Bを1.5以上に設定した。
(もっと読む)
ドリル
【課題】ドリルによる穴あけ加工時に被削材に対する食付き性を十分に確保し、切削抵抗が安定化するまでの時間を短縮できるドリルを提供する。
【解決手段】チゼルエッジコーナから外周コーナまでの切れ刃の二番角がチゼルエッジコーナから外周コーナへ向けて連続的に減少しているドリルとする。また、チゼルエッジコーナにおける切れ刃の二番角を15°を超えて25°以下の範囲として、外周コーナにおける切れ刃の二番角を3°以上8°未満の範囲とする。
(もっと読む)
ドリル
【課題】 開口した穴に位置ズレや穴の内壁に凹凸を形成することがないドリルを提供する。
【解決手段】 ドリル10の切屑排出溝20のネジレ角度θ1を30〜50°にする。これにより、開口するスルーホールの位置ズレを小さくできる。また、ドリルの切屑が適切に排出されるので、開口の際、切り屑に阻害されないから、電機接続性や信頼性に優れるプリント配線板を得ることができる。
(もっと読む)
ドリル用の切削インサート
【課題】穿孔した穴の壁の改良された面仕上げを達成し、かつ、この面仕上げを損なうことなく同時に穿孔することを可能にする、ドリル用の切削インサートを提供する。
【解決手段】回転金属切削用のドリルインサートは、多角形の基本形であり且つポジ型の切削形態を有し、インサートの刃面の端部は湾曲したノーズ部(26、27、28、29)の形状である。本発明に従い、切削機械加工用の各刃面は、角度がついて折れ曲がった刃面を備え、そこにおいて各切削コーナのノーズ部がノーズ半径面を有し、ノーズ半径面はいくつかの半径区域からなり、上側平面(23)との交差部に種々の異なる大きさの半径(R1、R2、R3)を有する刃部として備わる。これは穿孔した穴の穴壁の面仕上げを同時に改良することなく、送りを増加することを可能にする。
(もっと読む)
掘削ツール用両面切削インサート
掘削ツール用両面切削インサート(10)は、上面(11)と、底面(12)と、上面(11)と底面(12)を相互連結すると共に、少なくとも一つの切削縁部(13a、13b、13c、13d)を形成する少なくとも一つの側面とを含む。上面と底面は、異なる外部プロファイル及びチップ溝(17、19)形状と、同じ内接面(33)とを備え、上面(11)及び底面(12)の各々は、4つの割り出し可能な切削縁部(13a、13b、13c、13d、14a、14b、14c、14d)を備える。 (もっと読む)
ドリルおよび該ドリルの研削加工方法
【課題】高精度の穴明け加工を達成する。
【解決手段】中心軸線CLまわりに回転させられるドリル本体10の先端側部分である刃部の外周面13には、刃部の先端面12に一対に形成された先端逃げ面12a、12bから基端側に向けて二条の主溝20、30が延設され、前記二条の主溝のうちの一の主溝のドリル回転方向K前方側を向く壁面22と前記先端逃げ面12aとの交差稜線に形成された、前記ドリル本体10の外周端まで延びる切刃21と、前記一の主溝よりも溝長が短い他の主溝のドリル回転方向K前方側を向く壁面32と前記先端逃げ面12bとの交差稜線であって、前記切刃21より基端側に後退していて、被削材に接触しない交差稜線に形成された非切削部31と、前記一の主溝および他の主溝の外周縁に連結する前記刃部の外周面13に、加工穴の内周壁面に摺接可能に形成されたランド23、33と、を含んでなるドリルを提供する。
(もっと読む)
ドリルおよび該ドリルの研削加工方法
【課題】高精度の穴明け加工を可能にする。
【解決手段】中心軸線CLまわりに回転させられるドリル本体10の先端側部分である刃部の外周面13には、刃部の先端面12に一対に形成された先端逃げ面12a、12bから基端側に向けて二条の主溝20、30が延設され、前記二条の主溝のうち一の主溝のドリル回転方向K前方側を向く壁面22と前記先端逃げ面12aとの交差稜線に形成された、前記ドリル本体の外周端まで延びる第1の切刃21と、前記一の主溝20よりも溝長が短い他の主溝のドリル回転方向K前方側を向く壁面32と前記刃部の前記先端逃げ面12bとの交差稜線の、前記交差稜線の外周部および該外周部に連結する前記壁面32をドリル回転方向K後方側に切り欠く副溝40によって形成された非切削部41を除く内周側領域に形成された第2の切刃31と、を含んでなるドリルを提供する。
(もっと読む)
ドリル
【課題】位置により先端角が異なる切刃を有したドリルにおいて、切刃全体のうちより後端側の切刃部によるリーマ仕上げ性を追求すること、さらにはより先端側の切刃部による切削性能を追求する。
【解決手段】ドリルの切刃の先端を繋ぐ稜線は楕円f1の一部と直線f2とで構成される。楕円部と直線部との分離点H(x0、y0)とする。直線f2は、分離点Hにおける楕円f1の接線である。X軸上においてドリルの先端からx0までの範囲をa1、x0から原点までの範囲をa2、負の範囲をa3とする。切刃の先端を繋ぐ稜線は、範囲a1において接線f2に沿った直線状に形成され、範囲a2において基準楕円f1に沿って形成される。範囲a3には切刃の逃げ面に続いてマージンが形成される。
(もっと読む)
鋳鉄加工用ドリル
【課題】鋳鉄の穴明け加工において、ドリルに発生する熱的応力を大きく低減することで、ドリルの長寿命化ができ、または高い切削速度での高能率な加工ができ、さらには環境への負荷が少ないドライ加工やセミドライ加工を行うことのできる鋳鉄加工用ドリルを提供する。
【解決手段】外周コーナーに面取り刃を有するドリルであって、すくい面側から見た前記面取りの形状は、前記面取り刃の幅がドリル直径の0.06倍以上0.15倍以下であり、前記面取り刃の前記ドリルの回転軸心に対する角度が35°以上55°以下であることを特徴とする鋳鉄加工用ドリル。
(もっと読む)
穴明け工具
【課題】極小径の穴明け工具であっても折損しにくく、頻繁に交換を行う必要がないのは勿論、形状が簡易で製造及び検査が容易となるこれまでにない実用性に秀れた穴明け工具の提供。
【解決手段】一若しくは複数の螺旋状の切り屑排出溝1,2を具備する穴明け工具の工具先端面を、工具中心軸と交差する方向に広がる稜線のない一つの先端接触面5aと、この先端接触面5aが接触する被削物に接触しないように工具中心軸に対し所定角度で傾斜し該先端接触面5aと連設される先端逃げ面5bとで構成する。
(もっと読む)
ドリル
【課題】焼き入れ鋼等の高硬度材料に高精度で穴あけ加工を施すことができるとともにドリル本体の摩耗や欠損を防止することが可能なドリルを提供する。
【解決手段】ドリル1において、先端逃げ面20A、20Bを二番逃げ面21A、21B、三番逃げ面22A、22B及びこれらを滑らかに接続する凸曲面23A、23Bとから構成し、チゼルエッジ40を二番逃げ面21A、21B同士が交差して形成される中心チゼル41と、二番逃げ面21A、21Bと凸曲面23A、23Bとが交差して形成されて、中心チゼル40の両端にそれぞれ接続される一対の湾曲チゼル42A、42Bとから構成して、ドリル本体10の正面視にてS字状を呈するようにする。
(もっと読む)
センタ穴ドリル
【課題】センタ穴ドリルを用いて切削穴加工をするに際し、従来のセンタ穴ドリルと同一の切削穴加工条件で行うことができ、一方、ドリル部および座ぐり部に設ける逃げ面の逃げ量を少なくすることにより、センタ穴ドリルを製造するに際し、ドリル部および座ぐり部の逃げ面研削代を少なくして研削加工時間を削減し、低コストで製造することができるセンタ穴ドリルを提供する。
【解決手段】センタ穴ドリルのドリル部および座ぐり部に設ける逃げ面の逃げ量を、センタ穴ドリルを用いた切削穴加工時に、逃げ面が被削材に干渉しない程度とし、ドリル部および座ぐり部に設ける逃げ面の逃げ量を、切れ刃からヒールまで増加させ続けず、切れ刃からヒールの間で、ドリル部および座ぐり部に設ける逃げ面の逃げ量の増加を途中で停止し、一定値とする。
(もっと読む)
繊維強化プラスチック用ドリル
【課題】簡易構造かつ低コストであり、高精度の穴加工が実現できる繊維強化プラスチック用ドリルを提供する。
【解決手段】切削排出用の溝1および2が設けられている繊維強化プラスチック用ドリル20において、繊維強化プラスチック用ドリル20の先端角である第1の先端角を有する第1の切れ刃4と、第1の切れ刃4に連続して形成されており、かつ第1の先端角よりも小さい第2の先端角を有する第2の切れ刃8と、第2の切れ刃8に連続して形成されており、かつ繊維強化プラスチック用ドリル20のマージンに逃げ角を設けた第3の切れ刃11とから構成する繊維強化プラスチック用ドリルとする。また、第1の先端角は60°〜150°の範囲として、第2の先端角は10°〜90°の範囲とする。さらに、逃げ角は5°〜20°の範囲とする。
(もっと読む)
回転工具
【課題】 複雑な工具形状においても安定した高い耐欠損性を有するとともに摩耗しにくい回転工具を提供する。
【解決手段】 中心が回転軸となる工具本体2にスローアウェイインサート3を装着し、工具本体2の先端に突出するように装着され、逃げ角が正で、かつ内刃すくい面22と内刃逃げ面23との交差稜線部18に続く内刃逃げ面23側に着座面14に対して垂直のストレート19が形成された内刃5と、工具本体2の先端の内刃5よりも径方向外側であって工具本体2の外周方向から先端にわたって突出するように装着され、逃げ角が正で、かつ外刃すくい面28と外刃逃げ面29との交差稜線部に続く外刃逃げ面29側に着座面14に対して垂直のストレートが形成されないか、または内刃5よりも短いストレート19が形成された外刃6と、を配設した回転工具1である。
(もっと読む)
1 - 20 / 55
[ Back to top ]