
Fターム[3C039AB07]の内容
剪断機 (623) | 刃物の駆動手段 (34) | 直動型駆動手段を持つもの (20) | 液体式 (14)
Fターム[3C039AB07]の下位に属するFターム
刃物位置調整用液圧回路を持つもの (2)
Fターム[3C039AB07]に分類される特許
1 - 12 / 12
圧潰前処理用切断機
【課題】 ストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得る。
【解決手段】 長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、フレーム材の環を塑性変形するフレーム材変形手段を備えるもの。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置

【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
コイルカッティングツール及びその方法
【課題】補修及び保守管理のための取り外しを容易にするために巻線終端部のようなコイルを切断する工具及び方法を提供すること。
【解決手段】電動機械におけるコイルを切断するためのツール(10)及び方法が開示される。1つの実施形態において、ツール(10)は、遠位端上に刃先(15)を有するブレード(12)を含む。ブレード(12)は、近位端上で複動油圧シリンダ(14)に作動可能に接続される。ツール(10)は更に、複動油圧シリンダ(14)に結合されて且つこれから遠位方向で長手方向に延びる少なくとも1つのガイドアーム(16)を含み、該少なくとも1つのガイドアーム(16)は、ブレード(12)と並んで配置されてブレード(12)の経路に平行に延びる。
(もっと読む)
切断本体装置、送り本体装置、切断装置、および切断装置の設置方法
【課題】配管工事を容易にするとともに、基礎工事も簡略化でき、ひいては据え付け工事期間の短縮化、低コスト化を図る。
【解決手段】切断本体装置100は、フレーム101と、前記フレームに往復可能に設けられ移動刃102と、前記フレームに対して設けられた固定刃103と、前記移動刃を駆動する切断用アクチュエータ104と、前記切断用アクチュエータに接続されるとともに、前記フレームの内側に配置された切断本体装置配管105とを有する。また、送り本体装置は、被切断材を載置する供給ボックスと、前記供給ボックス上の被切断材を切断本体装置に供給する供給装置と、前記供給ボックスの下部に、切断本体装置の切断用アクチュエータに流体圧を伝達するための送り本体装置配管とを有する。
(もっと読む)
押切プレス
【課題】切断刃を駆動する油圧シリンダやその給油配管から油が漏れても、テーブルに載せられたスポンジチタンに油が滴下し難いようにすることである。
【解決手段】左右一対の油圧シリンダ8を、スポンジチタンSが載せられたテーブル2よりも左右外側に配置することにより、切断刃7を駆動する油圧シリンダ8やその給油配管から油が漏れても、テーブル2に載せられたスポンジチタンSに油が滴下しないようにした。
(もっと読む)
ビレット切断装置
【課題】切断性能を高く維持でき、大形化した切断機であっても隙間調整が容易に行えるビレット切断装置を提供する。
【解決手段】可動刃4を取付けた可動刃ブロック6をピストンロッドに取付けた油圧シリンダ3と、固定刃2および油圧シリンダ3を固定している左右のフレーム1と、可動刃ブロック6のガイド機構とを備えており、ガイド機構が、左右のフレーム1にそれぞれ形成されたガイド孔7と、可動刃ブロック6に、ガイド孔7に臨むように側方に突出した左右の摺動部8と、摺動部8とガイド孔7との間に設けられた、固定ライナー23と、クサビ形の可動ガイド15およびクサビ形の固定ガイド11からなるウエッジ型ガイド体10と、可動ガイド15を固定ガイド11に対し押し込む押しボルト21を用いた押し型隙間調整機構20と可動ガイド15を固定ガイド11から引き出す引きボルト31を用いた引き型隙間調整機構30からなる。
(もっと読む)
スクラップ剪断機
【課題】 貨車や客車を含む鉄道車両或いはバスや大型トラックを含む陸上車両などの廃棄車両を複数の短尺スクラップ片に剪断するのに好適なスクラップ剪断機を提供する。
【解決手段】 直刃剪断機、広幅の開放型供給チャンネル、供給チャンネル内で金属スクラップを側方から圧縮する側方油圧ラム、及び圧縮された金属スクラップを剪断機へ送り込むフィーダー機とを備えたスクラップ剪断機であって、長尺且つ堅牢な金属スクラップを一対の側方油圧ラムによって供給チャンネルの長手方向の全長よりも短い或る限定された長さ部分のみについて金属スクラップを幅方向に圧縮し、下向き油圧ラムによって側方油圧ラムの作動に先立って前記限定された長さ部分のみについて金属スクラップを下向きに圧縮し、直刃剪断機、フィーダー機、側方油圧ラム及び下向き油圧ラムの各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置と関連づけられている。
(もっと読む)
スクラップ剪断方法
【課題】大型で長尺な金属スクラップを短尺スクラップ片に剪断するスクラップ剪断機を提供する。
【解決手段】直刃剪断機20、広幅の開放型供給チャンネル30、供給チャンネル内で金属スクラップを側方から圧縮する側方油圧ラム、及び圧縮された金属スクラップを剪断機へ送り込むフィーダー機40とを備え、長尺且つ堅牢な金属スクラップを比較的低い駆動力で圧縮するために、側方油圧ラムは供給チャンネルの長手方向の全長よりも短い限定された長さ部分のみについて金属スクラップを幅方向に圧縮するように適合され、側方油圧ラムは下向き油圧ラム53と関連づけられ、下向き油圧ラムは側方油圧ラムの作動に先立って、限定された長さ部分のみについて金属スクラップを下向きに圧縮する。直刃剪断機、フィーダー機、側方油圧ラム及び下向き油圧ラムの各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置と関連づけられている。
(もっと読む)
高速せん断加工ができるせん断プレス機械
【課題】高速せん断加工を行なえる小型のプレス機械を提供する。
【解決手段】スライド側に受圧面積の大きな駆動シリンダ装置と受圧面積の小さな従動シリンダ装置とを同期昇降可能に取付けかつボルスタ側にせん断加工部(固定刃,移動刃)を設け、駆動シリンダ装置の上室から従動シリンダ装置の上室に作動流体が往流動している状態で従動シリンダ装置の下室内の作動流体を外部に排出可能かつ従動シリンダ装置の上室から駆動シリンダ装置の上室に作動流体が復流動している状態で外部から従動シリンダ装置の下室内に作動流体を供給可能に形成し、スライド下降中に駆動シリンダ装置の駆動ピンがボルスタ側に当接して位置拘束された以降に、従動ピンで移動刃を急速下降する。
(もっと読む)
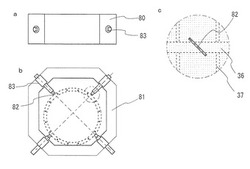
油圧切断装置
【課題】装置を大型化することなく、長尺部材の長手方向に対して直交する平滑な精密度の高い切断面を得ることができる油圧切断装置を提供する。
【解決手段】長尺部材Tが挿通される筒状の固定ダイス42と、固定ダイス42に対面配置されると共に、固定ダイス42に対して相対変位することによって内部に挿通した長尺部材Tを剪断する筒状の可動ダイス54と、油圧によって可動ダイス54を押圧して長尺部材切断方向に移動させる作動手段とを備えた油圧切断装置10であって、可動ダイス54と作動手段46との間に作動手段が単独で移動するための隙間Sが設けられていることを特徴とする。かかる構成により、作動手段が可動ダイス54に当接した状態から作動を開始する場合に比べて、可動ダイス54を非常に速い速度で始動させることができ、長尺部材Tに対して極めて高い剪断力を与えることができる。
(もっと読む)
棒鋼切断装置
【課題】高速で切断動作を行い切断サイクルを大幅に短縮することができ、切断断面の変形や切断端面の荒れが少なく寸法精度の高い切断ができる棒鋼切断装置を目的とする。
【解決手段】高速動作シリンダ2の打撃ロッド21と向かい合う緩衝シリンダ4の衝撃吸収ロッド間に棒鋼の剪断を行う切断金型3を配置し、前記高速動作シリンダ2の打撃ロッド21と切断金型23間に打撃ロッド21の突出速度を最大まで加速させる加速空間6を形成し、前記緩衝シリンダ4の衝撃吸収ロッド40と切断金型23間に該切断金型3を空走させる空走空間7を形成したものであり、高速動作シリンダ2の打撃ロッド21は加速空間6を前進して加速され最大速度で切断金型に衝突するため切断金型23の棒鋼には瞬間的に極めて大きな衝突エネルギーが加えられて棒鋼は瞬時に剪断され、空走空間7により切断金型23に加えられた衝突エネルギーは棒鋼にのみに的確に加えられることとなる。
(もっと読む)
油圧式加工機械、油圧式プレスブレーキおよびその制御方法
【課題】 油圧式のプレスブレーキやシャーなどの加工機械において無駄なパワーの消費を減らしエネルギー効率を向上させる。
【解決手段】 油圧ポンプ14を駆動するポンプモータ(三相誘導モータ)15の回転数が、インバータ24により可変制御され、油圧ポンプ14の吐出流量を加工作業に必要最小限にする。ラム1が上限位置で静止している時、ポンプモータ15は停止する。ラム1が上限位置から自重で下降するとき、ポンプモータ15は最低回転数で回転する。ラム1がワークピース5を加圧する時、ポンプモータ15は中間回転数で回転する。ラム1が上昇する時、ポンプモータ15は最高回転数で回転する。
(もっと読む)
1 - 12 / 12
[ Back to top ]