
Fターム[3C043BA09]の内容
Fターム[3C043BA09]に分類される特許
1 - 20 / 180
ウエーハの加工方法
研削装置及び円形板状ワークの洗浄方法
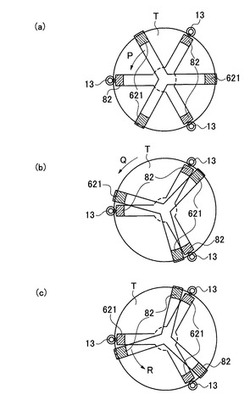
【課題】研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分も洗浄できるようにする。
【解決手段】洗浄部材621に、搬出手段が保持した円形板状ワークの被保持面Tを接触させ、洗浄手段を構成する回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tのうち回転防止部材82が接触している箇所以外の部分を洗浄し、その後、回転防止部材82を下降させて、被保持面Tのうち回転防止部材82が接触していた部分を露出させ、洗浄部材621を所定角度回転させることによって円形板状ワークが当該所定角度と同じ角度回転した後、再び回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tの未洗浄部分を洗浄する。
(もっと読む)
研削ホイール

【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】高速回転するスピンドル21先端に固定されたホイールマウント23に装着される研削ホイール24であって、ホイールマウント23に装着される装着面32bを有する環状基台32と、環状基台32の装着面32bとは反対側の自由端部にリング状(円環状)に配設された研削砥石26,26と、を具備し、環状基台32の外周側面32cには、回転方向(図4における矢印b方向)に交差する縞目33から構成される縞模様が表示される。
(もっと読む)
研削装置
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】スピンドルハウジング20から露出したスピンドル先端部21s(下端部)に固定されるホイールマウント23と、ホイールマウント23に装着された研削ホイール24とからなり、スピンドル先端部21sの外周側面21c、ホイールマウント23の外周側面23c、上面23dには、スピンドル21の回転方向に交差する縞目33A、33AC、33Eから構成される縞模様が表示される。
(もっと読む)
加工装置
【課題】吸着保持面を有するチャックテーブルにおいて板状ワークを保持する場合に、吸着保持面が完全に覆われるように板状ワークを載置できるようにする。
【解決手段】チャックテーブル2に位置決めブロック24が固定され、位置決めブロック24には板状ワークWのオリエンテーションフラットOFと吸着保持部20に形成されたフラット部200とを平行にする角度位置決め部243と、角度位置決め部243の両端に設けられチャックテーブル2の中心と板状ワークW中心とを一致させる2つの中心位置決め部244とを備え、板状ワークWを位置決めブロック24に押し当てるだけで、板状ワークWの角度と中心位置をあわせることができ、板状ワークWを容易かつ確実に吸着保持することができる。
(もっと読む)
サファイア基板の研削方法
【課題】外周に欠けを発生させることなく所定の厚みに研削することができるサファイア基板の研削方法を提供する。
【解決手段】被研削面と被研削面と反対側の支持面とを有し外周部に被研削面および支持面に対してそれぞれ45度の角度を持った面取り部が形成されたサファイア基板の被研削面を研削する研削方法であって、サファイア基板の支持面に保護テープを貼着する保護テープ貼着工程と、保護テープ側を研削装置のチャックテーブルの保持面上に保持し、サファイア基板の被研削面を研削する研削工程とを含み、研削工程は、サファイア基板の支持面側に形成された面取り部の外周面側端部から50μm以上被研削面側の位置で研削を終了する。
(もっと読む)
サファイア基板の研削方法
【課題】サファイア基板効率よく研削することができるサファイア基板の研削方法を提供する。
【解決手段】被加工物を保持する保持面を有し回転可能なチャックテーブルと、チャックテーブルに保持された被加工物を研削するダイヤモンド砥粒をボンド剤で固定した研削砥石が環状に配設された研削ホイールを備えた研削手段と、研削手段をチャックテーブルの保持面に対して垂直な研削送り方向に研削送りする研削送り手段とを具備する研削装置を用いてサファイア基板を研削するサファイア基板の研削方法であって、チャックテーブルの保持面にサファイア基板を保持する保持工程と、サファイア基板を保持した該チャックテーブルを回転するとともに研削ホイールを回転しチャックテーブルの中心を研削砥石が通過するように位置附けて該研削送り手段を作動して研削送りする研削工程とを含み、チャックテーブルの回転速度は500〜1000rpmに設定され、研削ホイールの回転速度は500〜800rpmに設定される。
(もっと読む)
硬質基板の研削方法
【課題】サファイア基板等の硬質基板を損傷させることなく所定の厚みに研削することができる硬質基板の研削方法を提供する。
【解決手段】環状のフレーム3に装着され紫外線を照射することによって硬化する粘着層32を有する粘着テープ30の粘着層に硬質基板2の被研削面と反対面を貼着する工程と、硬質基板より大きい押圧面を有する第1の押圧部材41と第2の押圧部材42とによって粘着テープと硬質基板とを挟んで所定の温度で加熱しつつ所定の圧力で所定時間押圧することにより、硬質基板の外周から粘着層を盛り上がらせて硬質基板の外周部を囲繞する環状の保持土手322を形成する工程と、保持土手形成工程が実施された粘着テープに紫外線を照射し、粘着テープの粘着層における少なくとも保持土手を含む内側の領域を硬化せしめる工程と、粘着層硬化工程が実施された粘着テープ側を研削装置のチャックテーブルに保持し、硬質基板の被研削面を研削する。
(もっと読む)
サファイア基板の平坦化加工方法
【課題】サファイア基板をスループット20枚/時以上の市場要求を満足させる最適加工条件で平坦化加工して、薄肉化した反りのない加工基板を製造する方法および装置を提供する。
【解決手段】3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置で研削工程を行った後、2基のワーク吸着ヘッド22,22を備えるラップ盤とダイヤモンド砥粒を分散させたスラリーを用いてラップ加工を行い、表面粗さ(Ra)が20nm以下のサファイア基板を製造する。
(もっと読む)
加工装置
【課題】加工装置自体のさらなる小型化の要求に応えるための新規な構造の加工装置を提供する。
【解決手段】被加工物を保持する保持手段と、該保持手段に保持された該被加工物を加工する加工手段と、該保持手段を支持し内部に空洞部を備えたフレーム、又は、該加工手段を支持し内部に空洞部を備えたフレームと、を備えた加工装置において、該フレームの空洞部に、流体又は電流を該加工装置の必要箇所に供給する配管又は配線が配設されている。
(もっと読む)
半導体装置の製造方法
【課題】 基板の研削が容易な半導体装置の製造方法を提供する。
【解決手段】 半導体装置の製造方法は、基板の一面に半導体素子を形成する工程と、半導体素子が形成された基板の一面の反対面をドライエッチングする工程と、ドライエッチングされた基板の反対面を研削する工程とを含む。基板は、半導体素子が形成された基板の一面の反対面をドライエッチングされることにより、該反対面に凹凸が形成される。そして、ドライエッチングされた基板の反対面を研削するときに、該反対面に形成された凹凸と、砥石、または砥粒の凹凸が、互いに十分に噛み合うことができる。したがって、砥石、または砥粒は、基板の表面を、すべることなく、効果的に研削することができる。
(もっと読む)
ウエーハの研削方法および保護膜形成装置
【課題】研削精度を確保し、研削後のウエーハを損傷させることがないとともに、研削時に付着した研削屑を確実に除去することができるウエーハの研削方法を提供する。
【解決手段】ウエーハの被研削面を研削するウエーハの研削方法であって、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、ウエーハの被研削面と反対側の支持面に形成された保護膜の表面を旋削して保護膜の厚みを均一にする保護膜平坦化工程と、ウエーハの被研削面と反対側の支持面に形成され厚みが均一な保護膜側を研削装置のチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程とを含む。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
サファイア基板の平坦化加工装置および平坦化加工方法
【課題】 サファイア基板を高スループットで平坦化加工して薄肉化した反りのない異物の付着が少ない加工基板を製造することができる平坦化加工装置の提供。
【解決手段】 3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置30と、2基のワーク吸着ヘッド22,22を備えるラップ盤20間のサファイア基板の移送を多関節型搬送ロボット4のアーム4aを利用して行う。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】キャリアリングに加わる外力の影響を少なくできワークの研削精度を向上させることができると共に、摩擦等の問題が発生せず長期間にわたって良好な研削精度を維持できるようにする。
【解決手段】キャリア4に装着された薄板状のワークWを一対の静圧パッド1により非接触で静圧支持し、キャリア4を介してワークWを回転させながら、一対の研削砥石3によりワークWの両面を研削する両頭平面研削盤において、キャリア4の外周のキャリアリング5を非接触で静圧支持する静圧キャリアガイド6a,6bを周方向に複数個備える。キャリアリング5は円筒面状の外周面12を有し、その外周面12に近接して各静圧キャリアガイド6a,6bを略等配に配置する。静圧キャリアガイド6a,6bは固定しても良いし、フローティング可能にしても良い。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、一対の静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置R1,R2を測定する一対の測定ヘッド9,10と、ワークWの研削精度が基準精度内に収まったときの測定ヘッド9,10の測定値M1,M2からワークWの相対位置Xを算出する演算手段22と、その相対位置Xと静圧パッド1,2間にワークWが適正に保持されるべき研削基準位置X0とを比較して差分を求める位置比較手段24と、両者に差分があるときに当該ワークWの研削後に両者の差分に応じて研削砥石5,6の研削後退端を補正する後退端補正手段25とを備えている。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消でき、所定の研削精度を長期間にわたって安定的に維持できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置を測定する一対の測定ヘッド9,10と、ワークWの両側面の基準値M1,M1と各測定ヘッド9,10の測定値M1,M1との減算により算出したワークWの両側面の位置を比較して両研削砥石5,6の切れ味差を求める切れ味比較手段26と、両研削砥石5,6に切れ味差があるときに、両研削砥石5,6の切れ味が同じになるように、研削砥石5,6の切れ味に関係する研削条件を切れ味差に応じて補正する研削条件補正手段27とを備えている。
(もっと読む)
1 - 20 / 180
[ Back to top ]