
Fターム[3C043BA15]の内容
Fターム[3C043BA15]に分類される特許
41 - 60 / 96
ウエーハの加工方法及び該加工方法により加工されたウエーハ
【課題】 環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供することである。
【解決手段】 ウエーハの加工方法であって、保持面と該保持面に対して垂直な回転軸を備える保持手段で保護部材が配設されたウエーハの表面側を保持する保持ステップと、研削砥石を回転させつつ回転駆動される該保持手段で保持されたウエーハの裏面に当接させてウエーハのデバイス領域に相当するウエーハの裏面を研削して裏面に円形凹部を形成するとともに、該円形凹部を囲繞する環状凸部を形成する研削ステップとを具備し、該研削ステップでは、該研削砥石と該保持手段とを相対移動させて該研削砥石をウエーハに接近する方向に研削送りするのと同時に該ウエーハの中心方向へ移動させることにより、該環状凸部の上面内周側から該円形凹部のウエーハ中心方向に向かって傾斜するテーパ面を形成することを特徴とする。
(もっと読む)
研削装置

【課題】単一の研削装置によって、ワークを移し替えることなく、荒加工と仕上げ加工とを行う。
【解決手段】回転駆動装置のヘッド部20を構成する回転軸22には、先端側に第1の回転砥石24が、基端側に第2の回転砥石25が設けられ、第1の回転砥石24の砥石24aは比較的粗い砥粒から構成され、第2の回転砥石25の砥石25aは微細な砥粒から構成されており、第1の回転砥石24は小径のもので、第2の回転砥石25は大径となっている。ワーク1は回転テーブル10に載置されており、この回転テーブル10とヘッド部20とを相対移動させることによって、ワーク1の表面1aを第1の回転砥石24による荒加工と、第2の回転砥石25による仕上げ加工とが行われる。
(もっと読む)
複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと粗研削砥石26aの直径方向と仕上研削砥石26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の前記粗研削砥石の中心点25aと前記仕上研削砥石の中心点25bから等距離の位置に砥石26a,26bを配置してなり、砥石軸に超音波発信器49を備えさせた複合平面研削装置1。砥石の交換をすることが不要であり、砥石軸を超音波振動させることにより被研削材と砥石間の研削屑の離脱を容易とするので、研削加工時間を短縮できる。
(もっと読む)
砥石及びこれを用いた研削装置
【課題】簡単な構造で外周部のダレの発生を防止することができる砥石及びこれを用いた研削装置を提供する。
【解決手段】片側に被研削物を研削する研削面2を有する円環状の砥石1であって、前記研削面2の内周部4における前記被研削物と当接する研削面積が、前記研削面2の外周部5における研削面積よりも狭い。これにより、内周部4の単位面積当たりの仕事量を増加させるので、両頭平面研削装置に適用した場合に、外周部5と内周部4の摩耗を均一にすることができる。
(もっと読む)
連続鋳造製品を研削するための方法および装置
本発明は、連続鋳造製品(1)、特にスラブを研削するための方法であって、該方法は、連続鋳造製品(1)が、横断面で見て、互いに対向して位置する2つの長辺側の面(2,3)と、互いに対向して位置する2つの短辺側の面(4,5)とを備えた方形の輪郭を有しており、少なくとも前記長辺側の面(2,3)に、少なくとも1つの研削工具(6)によって表面加工が施される方法に関する。連続鋳造製品の加工時における一層高い品質を得ると同時に、研削チップを簡単に捕集することができるようにするために、本発明の方法では、連続鋳造製品(1)の一方の長辺側の面(2,3)の研削時に、連続鋳造製品(1)の当該長辺側の面(2,3)に対する表面法線(8)が鉛直線(V)に対してゼロ度よりも大きな鋭角の角度(α)を成すように連続鋳造製品(1)をマウント台(7)によって位置決めする。さらに、本発明は、連続鋳造製品(1)を研削するための装置に関する。  (もっと読む)
(もっと読む)
ワーク加工方法およびワーク加工装置
【課題】リング状の補強部が形成されるように板状ワークを粗研削と仕上げ研削とによる2段階で研削加工するに際して、砥粒の脱落によるスクラッチの発生を抑制できるとともに、被研削面の平坦度を維持できるようにする。
【解決手段】粗研削加工を行う第1の加工手段の第1の回転軸は回転軸に対して第1の傾斜角だけ僅かに傾斜させる一方、仕上げ研削加工を行う第2の加工手段の第2の回転軸φ2は回転軸φ0に対して第1の傾斜角よりも小さな第2の傾斜角βだけ僅かに傾斜させることで、粗研削加工に際しては第1の傾斜角が相対的に大きいため脱落砥粒によるスクラッチが起こりにくくし、仕上げ研削加工に際しては第2の傾斜角βが相対的に小さいが砥粒が小さく延性モードが支配的となる加工であり、脱落砥粒があってもスクラッチの影響は実質的になく、被研削面を平坦度のよい状態で仕上げることができるようにした。
(もっと読む)
加工装置
【課題】支柱部を適切な位置に配置することにより、装置サイズを小型化することができる加工装置を提供すること。
【解決手段】略矩形状の配置面31aを有する基台31と、配置面31aに配置され、回転可能に配設されたターンテーブル37と、ターンテーブル37に回転可能に配置され、半導体ウェーハWを保持する保持面54aを有するチャックテーブル51と、保持面54aに保持された半導体ウェーハWを加工する加工ユニット33、34、35と、保持面54aに向けて加工ユニット33、34、35を進退可能に支持すると共に、配置面31aの角側においてターンテーブル37に近接配置された側方支柱部42、43、44とを備えた。
(もっと読む)
ワークの平面研削盤
【課題】ワークの研削面の平面度の精度を向上することができる平面研削盤を提供する。
【解決手段】ワークWの平面研削を行う際に、該ワークWを支持するテーブル13の移動速度を左方向の移動時と、右方向への移動時とで、順次ランダムに変化させることにより、ワークWの研削中におけるテーブル13の固有振動(共振)の位相を変化させる。そして、テーブル13の共振によるテーブル13の変形を防止し、テーブル13に支持されたワークWの変形を防止し、ワークWの研削面の平面度の精度を向上する。
(もっと読む)
ウエーハの研削方法および研削装置
【課題】粒径が細かい砥粒からなる研削砥石であってもウエーハを研削する際に、ウエーハに対する所謂食いつきを良好にして面焼けの発生を防止することができるウエーハの研削方法および研削装置を提供する。
【解決手段】ウエーハを保持面上に保持したチャックテーブルを回転するとともに、研削ホイールを回転しつつチャックテーブルの保持面に対して垂直な方向にウエーハに向けて研削送りするウエーハの研削方法であって、研削ホイールの研削面がチャックテーブルの保持面に保持されたウエーハに接触した際に、研削ホイールとチャックテーブルを保持面と平行に相対的に所定量移動し、ウエーハの中心を該研削ホイールの研削面が通過するように位置付け、その後研削ホイールを研削送り終了位置まで研削送りする。
(もっと読む)
ベルト状物研削加工方法
【課題】ベルト状被加工物の幅方向端部の研削加工が容易にできる方法を提供する。
【解決手段】
一定方向に連続的に搬送されるベルト状被加工物の表面を、底面外周に砥石を配して形成される研削加工部を有する研削ヘッドをベルト状被加工物の表面に圧着して自転させ、かつ該研削ヘッドを前記ベルト状被加工物の幅方向に渡って往復運動させることにより研削加工する方法であって、研削ヘッドの研削加工部のはみ出す長さを特定の範囲に規定し、はみ出す部分を下支えする当て板、並びにベルト状被加工物、及び当て板を下支えする敷き板を用いる研削加工方法。
(もっと読む)
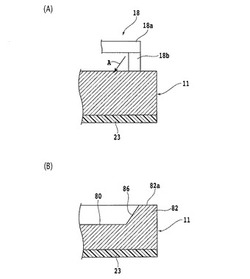
ウエーハの研削方法及び研削ホイール
【課題】研削速度を速めることができ、生産性の向上を図ることのできるウエーハの研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、ウエーハ11を研削する回転可能な研削ホイールを有する研削手段と、保持面に対して垂直方向に研削送りする研削送り手段とを備えた研削装置であって、前記研削ホイールは、ホイール基台と、基台の自由端面に環状に配列された第1の研削砥石80と、該第1の研削砥石80の半径方向内側で該第1の研削砥石80と半径方向の間隔が研削すべきウエーハ11の半径よりも短い間隔を有し、該第1の研削砥石80と同心円状に配列された第2の研削砥石82とを含み、ウエーハの11回転中心P1に該第1の研削砥石80が通過するように該研削ホイールを位置付け、該チャックテーブル54を回転するとともに該研削ホイールを回転させて、該第1の研削砥石80と該第2の研削砥石82とによってウエーハを研削する。
(もっと読む)
精密研削装置
【課題】 ナノ精度の高精密研削装置の提供。
【解決手段】 磁気軸受と静圧水軸受により軸受けされる回転/直動可能な砥石軸13、前記砥石軸を回転/直動させる回転/直動複合アクチュエータ16,18、前記砥石軸の移動距離を測定する位置測定手段85、および、前記砥石軸13を固定するコラム7を砥石軸方向に直線移動させる駆動手段9を備える研削ステージTSと、前記砥石軸に軸承される砥石14の研削加工面に対して被研削物表面を直角方向に保持する回転保持具20、および、静圧水軸受で軸受けされた前記回転保持具の主軸を回転駆動させる回転駆動手段を備えるワークステージWS、とを供える研削装置1。
(もっと読む)
押出機のダイプレートを機械加工するための装置
【課題】ペレット化のための押出機のダイプレートを機械加工するための装置を提供する。
【解決手段】研削面3を有する研削ホイール2を備え、前記研削ホイール2は、前記押出機に面するカッターヘッドの駆動装置の駆動シャフト5上に回転装置4を介して配置されており、前記研削ホイール2が前記駆動シャフト5に取り付けられるときに前記ダイプレート1に位置合わせされる少なくとも前記研削面3が、ハードコーティング6を有する。
(もっと読む)
研削方法
【課題】中空矩形領域の境界でのウエーハの割れを生ずることなく、良好に薄化を行うことができる研削方法を提供する。
【解決手段】内部に複数の中空矩形領域6を有するウエーハ1を円環形状の研削砥石38を用いて薄化する研削方法であって、チャックテーブルに保持されたウエーハ1に対して高速回転する研削砥石35を、中空矩形領域6を形成する全ての矩形辺と非平行となる方向に相対的に水平移動させるクリープフィードによってウエーハ1の表層を研削するようにした。
(もっと読む)
複合平面研削装置
【課題】被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと粗研削砥石26aの直径方向と仕上研削砥石26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の前記粗研削砥石の中心点25aと前記仕上研削砥石の中心点25bから等距離の位置に砥石26a,26bを配置してなる複合平面研削装置1。被研削材の粗研削加工と仕上研削加工を同時に行うので、加工時間を短縮できる。
(もっと読む)
ウエーハの研削方法
【課題】 効率良くウエーハを研削可能なウエーハの研削方法を提供することである。
【解決手段】 ウエーハを保持する保持面を備え回転可能なチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削ホイールを回転可能に装着した研削手段と、該研削手段を該チャックテーブルの保持面に対して垂直方向に接近及び離反させる研削送り手段とを具備した研削装置を用いたウエーハの研削方法であって、該研削送り手段を作動して該チャックテーブルに保持されたウエーハに対して該研削手段を接近させ、一定の研削送り速度で該研削ホイールをウエーハに接触させて研削する粗研削工程と、ウエーハの仕上がり厚さに達する前に該研削ホイールの回転数を増大させ前記一定の研削送り速度で研削を遂行する仕上げ研削工程と、ウエーハの厚さが仕上がり厚さに達した際、該研削送り手段を逆転して該研削ホイールを該チャックテーブルに保持されたウエーハから離反させる研削終了工程と、を具備したことを特徴とする。
(もっと読む)
半導体基板の平坦化装置および平坦化方法
【課題】半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化装置の提供。
【解決手段】半導体基板の裏面研削加工ステージ前にエッジ部をテープ研磨する位置あわせ機能付きエッジ研磨機器150を設け、エッジ研磨することにより半導体基板の割れやエッジ部チッピング防止を図り、基板裏面研磨ステージ後に薬剤洗浄機器9を設け、平坦化加工された極薄厚の半導体基板に付着する粒径1μm以下の異物の個数を100個以下にできる。
(もっと読む)
保持装置および研磨装置
【課題】平面加工による加工精度を向上させることができる保持装置を提供する。
【解決手段】ウェハ保持装置50は、ウェハ30に隣接して設けられ被研磨面31に研磨部材42を当接させてウェハ30の研磨を行うときに研磨部材42の被研磨面31からのはみ出し部分の少なくとも一部を支持するガイド装置70を備えている。そして、ガイド装置70は、周面のうちの研磨部材42側に位置する上端部が上記はみ出し部分の少なくとも一部を支持するように被研磨面31と同一面上に位置する回転自在の複数のガイドローラ80を有して構成される。
(もっと読む)
半導体ウェーハの製造方法
【課題】 従来法に比べて半導体ウェーハの製造工程全体の短縮につながり、かつ半導体ウェーハの取り代を大幅に低減して、半導体材料のカーフロスを削減して安価に半導体ウェーハを得ることができる製造方法を提供する。
【解決手段】 結晶性インゴットから薄円板状の素材ウェーハを切り出すスライス工程と、前記素材ウェーハを、固定砥粒を有するパッドをそれぞれ具える1対の上下定盤間に挟み込み、前記素材ウェーハの両面を同時に研削する固定砥粒研削工程と、固定砥粒研削工程の後に、前記素材ウェーハに所定の熱処理を施す熱処理工程と、熱処理工程後の後に、前記素材ウェーハの両面をそれぞれ研磨する片面研磨工程とを具えることを特徴とする。
(もっと読む)
ウエーハの研削方法
【課題】粗研削手段によって研削されたウエーハを仕上げ研削手段によって研削する際に、ウエーハに対する所謂食いつきを良好にして面焼けの発生を防止することができるウエーハの研削方法を提供する。
【解決手段】粗研削工程は粗研削ホイールの研削面の外周をチャックテーブル6に保持されたウエーハ15の中心から偏芯した位置に位置付けて実施することによりウエーハ15の中心部に未研削部を残存させ、仕上げ研削工程は仕上げ研削ホイールの研削面がチャックテーブル6に保持されたウエーハ15の中心を通過するように位置付けて実施することにより未研削部を研削する第1の仕上げ研削工程と、第1の仕上げ研削工程と継続して実施し未研削部が研削されたウエーハ15の全面を研削する第2の仕上げ研削工程を含んでいる。
(もっと読む)
41 - 60 / 96
[ Back to top ]