
Fターム[3C043DD05]の内容
Fターム[3C043DD05]に分類される特許
101 - 120 / 394
キャリア取り付け方法
【課題】 大径の砥石を用いる両頭研削を行った場合であっても、ナノトポグラフィーが従来に比べて良好なワークを再現性良く得られる両頭研削装置用リング状ホルダーへのキャリアの取り付け方法を提供する。
【解決手段】 少なくとも、外周に切り欠き部を有する薄板状のワークを、前記切り欠き部に係合する突起部を有し、径方向に沿って外周側から保持する自転可能なキャリアとホルダー部からなるリング状ホルダーと、該リング状ホルダーの前記キャリアにより保持されたワークの両面を同時に研削する一対の砥石を具備する両頭研削装置において、前記キャリアを、前記ホルダー部で前記リング状ホルダーに取り付ける方法であって、前記キャリアを前記ホルダー部に取り付ける際に、該キャリアを加熱膨張させ、取り付け後に冷却された該キャリアの中心方向に向けて引っ張り応力を印加するキャリアの取り付け方法。
(もっと読む)
ブレーキディスクロータの研削装置および研削方法

【課題】低コストで面触れを十分に低減できる小型かつ省電力のブレーキディスクロータの研削装置および研削方法を提供する。
【解決手段】研削装置10は、上砥石16、下砥石18、テーブル駆動モータ48、支持部材54、支持部材54に回転駆動力を与えるワーク駆動モータ56を備える。ブレーキディスクロータ58は、支持部材54に支持される。テーブル駆動モータ48は、ブレーキディスクロータ58の被研削部がその外周面から上砥石16および下砥石18に接触し、その後、上砥石16と下砥石18との間に進入するように支持部材54を移動させる。
(もっと読む)
被加工物の研削方法
【課題】 被加工物を破損させることのない研削方法を提供することである。
【解決手段】 被加工物の研削方法であって、基材上に粘着層が形成された粘着シート上に、表面側を該粘着層に当接させて被加工物を配設する配設ステップと、該粘着シートを冷却して該粘着層を硬化させつつ、該粘着シート上に配設された被加工物の裏面を研削して所定の厚みへと薄化する薄化ステップと、薄化された被加工物を該粘着シートから取り外す取り外しステップと、を具備しことを特徴とする。
(もっと読む)
ころの製造方法
【課題】円錐ころ又は凸面ころ用のワークに施すころ端面の研削加工の能率をよくし、かつ十分な精度に実施できるワークの対象範囲を広げる。
【解決手段】ワーク1を5軸制御マシニングセンタの主軸台11に備わる引き込み式のメカニカルチャック13の爪14で固定し、ヤトイ15でワーク1の見掛け上の外径を大きくし、爪14のクランプ面14a、ヤトイ15の受け面15aを機上成形し、主軸12に切削工具16を自動工具交換機で装着し、ワーク1をC軸回りに回転させてワーク1の加工側端部を研削加工の目標形状である球面Sに近付ける旋削を切削工具16で行い、主軸12に砥石17を自動工具交換機で装着し、ワーク1に対する砥石17の位置・姿勢を研削加工に応じた所定の傾き角α及びオフセット量e等の関係に5軸制御でセットし、Z軸送りにより砥石17を切込むことにより球面Sに研削するようにした。
(もっと読む)
工作物支持装置及び加工装置
【課題】両側主軸台でワークを支持する構成の加工装置において、短時間でワークを所定の位相で支持することができる工作物支持装置を提供する。
【解決手段】工作物回転軸上に対向配置され、ワークを両端から支持する第一支持装置30Rと、第二支持装置30Lと、両支持装置30R,30Lを制御する制御手段を備え、第一支持装置30Rは、第一把持手段33Rと第一主軸モータ32RMと、ワークの一端に形成された嵌合部材35Rと、嵌合部材35Rを第二支持装置30L側に付勢する付勢手段36Rを有し、第二支持装置30Lは、第二把持手段33Lと第二主軸モータ32LMを有し、制御手段は、ワークを嵌合部材35Rに対して相対回転させることにより嵌合させ、嵌合部材35Rの位相を制御することにより、ワークを所定の位相で支持する、工作物支持装置。
(もっと読む)
ウエーハの平坦化方法
【課題】ウエーハの表裏面からうねりを十分除去して平坦化することが可能なウエーハの平坦化方法を提供する。
【解決手段】ウエーハ2のうねりを計測してうねりデータを記録するうねり計測工程と、透過性を有する定盤10にウエーハより大きい面積を有する透明フィルム16を敷設し、紫外線の照射によって固化する液状樹脂層18を介してウエーハの一方の面を付着させる工程と、うねりデータに基づいてウエーハに選択的に超音波を付与して前記液状樹脂の粘性を部分的に低下させてウエーハのうねりを復元する工程と、定盤側から紫外線を照射して該液状樹脂を固化させた後、前記透明フィルム側をチャックテーブルで保持してウエーハの他方の面を研削する第1の平坦化工程と、前記透明フィルムを剥離して、ウエーハの他方の面をチャックテーブルで保持し、ウエーハの一方の面を研削し、平坦に仕上げる第2の平坦化工程からなる。
(もっと読む)
半導体ウェーハの製造方法
【課題】半導体ウェーハの製造方法において、ウェーハに反りが生じた場合であっても、ウェーハを所定の厚さに研削する。
【解決手段】半導体ウェーハの製造方法であって、基板11と基板11上に成膜された半導体層20とを有するウェーハ10を、ウェーハ10の被研削面10aを上向きにし、固定用ワックス33a,33bを介して研削機のキャリアプレート(固定板)31に載置し、ウェーハ10を載置した31を加熱し固定用ワックス33a,33bを軟化させ、ウェーハ10を被研削面10a側からエアバッグにより圧接し、軟化した固定用ワックス33a,33bの一部がウェーハ10の周縁部にはみ出すように拡げ、ウェーハ10を加圧しつつキャリアプレート31を冷却し、固定用ワックス33a,33bを硬化させることによりウェーハ10をキャリアプレート31に固定し、固定されたウェーハ10の被研削面10aを研削機の研削定盤に圧接しつつ回転させ被研削面10aを研削する。
(もっと読む)
平面研削加工試験方法及び装置
【課題】 高速平面研削加工装置を開発する際の仕様を定めることができるようにする。
【解決手段】 横向きのテーブル駆動モータ1にシャフト2を介して取り付けた回転テーブル3の外周部に、試験片取付ジグ4を介して試験片5を取り付ける。回転テーブル3の回転軸心の上方に下向きに配置して回転テーブル3の回転軸心方向に移動できるようにした砥石駆動モータ7に、回転テーブル3の回転に伴う試験片5の周回軌道の上端側位置に対応させて水平に配した砥石8を、砥石回転軸9を介し接続する。回転テーブル3の回転により試験片5を周回軌道で従来のテーブル往復動型の平面研削盤における被削材速度よりも速い移動速度で周回させた状態で、回転させた砥石8により、試験片5の被研削面5aに、高速平面研削加工を模擬した研削加工を行う。これを各種研削条件を振りながら行うことで、良好な研削品質となる研削条件を策定させる。
(もっと読む)
両面研削装置を用いたガラス基板の研削方法、及び該研削方法を用いたガラス基板の製造方法
【課題】本発明は、ガラス基板の研削加工に適した研削面を維持しながらガラス基板を研削加工する、生産性に優れたガラス基板の研削方法及び該研削方法を用いたガラス基板の製造方法の提供を目的とする。
【解決手段】板形状を有するガラス基板の形状付与工程と、前記ガラス基板を回転しながら主平面を研削する研削工程と、前記主平面の研磨工程と、前記ガラス基板の洗浄工程と、を有するガラス基板の製造方法において、前記研削工程はガラス基板の両主平面を同時に研削するものであり、両面研削装置の上定盤とキャリアとの相対回転方向と、下定盤とキャリアとの相対回転方向を所定の基準に従って決定することにより、生産性に優れたガラス基板の研削方法及びガラス基板の製造方法と板厚特性に優れたガラス基板を提供できる。
(もっと読む)
加工装置
【課題】加工熱が発生してもチャックテーブルを常に水平に保持することが可能な加工装置を提供する。
【解決手段】被加工物を保持するチャックテーブル44と、加工手段26とを備えた加工装置であって、該チャックテーブル44を固定的に支持する固定支持部80と、該チャックテーブル44を上下方向に移動可能に支持する可動支持部90と、該固定支持部80の温度上昇値を計測する計測手段96と、該可動支持部90の温度上昇値を計測する計測手段98と、温度上昇値に対する該保持面の高さ位置変化量データを記憶した記憶手段102と、該計測手段96,98で計測された温度上昇値と、該記憶手段102に記憶されている該高さ位置変化量データに基づいて該第1及び第2可動支持部90を駆動して、該保持テーブル44の傾きを該加工手段26と平行に補正する制御手段100と、を具備したことを特徴とする。
(もっと読む)
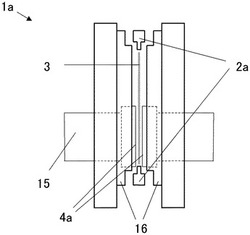
研削装置
【課題】省スペースな装置で、大型の板状物を研削・研磨可能な研削装置を提供する。
【解決手段】ワークを保持する保持機構2a、2bは、一面にワークを保持する垂直方向に沿った第一の保持面21と他面にワークを保持する垂直方向に沿った第二の保持面22とを有し、研削機構3は、第一の保持面21に対向する第一の研削部3aと第二の保持面22に対向する第二の研削部3bとから構成され、第一の保持面22に保持されたワーク及び第二の保持面22に保持されたワークが第一の研削部3a及び第二の研削部3bに押圧されることによってワークが挟持された状態で回転して研削を行う。保持面21、22を垂直にしたため、ワークが大型化してもそれに応じて装置が大型化することがなく、装置の大型化を抑制できる。
(もっと読む)
スタート板整備用保持装置
【課題】スタート板用原板をグラインダで研削してスタート板を整備する際に上記原板を良好に保持することができる。
【解決手段】二次溶解のスタート板を整備するための保持具であって、互いに対向しその対向間隔が一方から他方へ漸次拡大する一対のガイド壁54,55を備え、これらガイド壁54,55の間に略円形のスタート板用原板Mを受容する受け台5と、原板Mの外周の二箇所を両ガイド壁54,55にそれぞれ当接させるように原板Mの他の外周を押圧する押圧片6とを備える。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置
【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
研削装置
【課題】ウエーハの割れを発生させることなく大径のウエーハを研削可能な研削装置を提供する。
【解決手段】第1及び該第2チャックテーブル10の各々は、ウエーハWを吸引保持する吸引保持部74と、該吸引保持部74の外周に配置された環状フレーム保持部76とを含み、該環状フレーム保持部76に保持された該環状フレームFの上面は該吸引保持部74の上面より低くなるように設定されている。
(もっと読む)
基板研磨装置
【課題】上定盤の一部が下定盤の外側にはみ出して上定盤がその自重により傾いてしまう構成でも、上定盤の研磨パッドを基板の全面に均一に当接させることが可能な基板研磨装置を提供すること。
【解決手段】載置される基板600を吸着保持可能な基板保持面3cを有して回転可能な下定盤3と、下定盤3の基板保持面3cと並行な平面内で揺動可能であると共に下面に研磨パッド4を有して回転可能な上定盤2を備え、下定盤3上の基板600に上定盤2の研磨パッド4を押し付けて該基板600の上面を研磨する基板研磨装置1において、下定盤3の基板保持面3cの外縁部には基板600の外縁部600bを該基板600の中央部600aよりも高くなるように支持する凸部6が設けられている。
(もっと読む)
研磨装置
【課題】
高い加工精度を実現する固定砥粒を用いた研磨装置を提供する。
【解決手段】
被加工物の被加工面を研磨する研磨装置は、第1の回転軸を中心に回転する定盤と、定盤の上面に取り付けられ、被加工物の被加工面と接触する加工面が設けられ、砥粒、結合材及び気孔を有する多孔質砥石と、第1の回転軸とずれた第2の回転軸を中心に回転し、定盤上の多孔質砥石の加工面と被加工物の被加工面を接触させた状態で多孔質砥石と被加工物とを相対的に摺動させながら複数の被加工物を保持する保持部と、定盤に形成され且つ定盤の上面に開口し、多孔質砥石の気孔を介して多孔質砥石の加工面と連通する通水用流体通路と、通水用流体通路と接続し、通水用流体通路に加圧された水を供給するポンプと、定盤と保持部の回転を停止させる停止信号を検出すると、ポンプを作動させ、ポンプから供給された水を通水用流体通路、さらには気孔を介して加工面に吐出させる制御部とを備える。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
加工方法および軸受
【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
外周研削加工治具
【課題】軸受外輪の内径側に形成した軌道輪が加工済で外周面を加工する研削加工治具を提供する。
【解決手段】外周研削加工治具10は、シャフト11に大径部12が設けられている。軸受外輪13の内径側の軌道輪14は既に加工済であり、軌道輪14には該軌道輪14の軌道曲率よりも小さい曲率のボール15が隙間なく蜜に装着され、ボール15の内径側に大径部12が嵌挿されてボール15を軌道輪14に蜜に接触させると共に、該シャフト11により軸受外輪13が回転自在に支持されている。シャフト11にはボール押え17、第1及び第2のボルト取付板18、19が設けられ、該ボール押え17、該第1及び第2のボルト取付板18、19に第1〜第3のストッパボルト22〜24が設けられている。
(もっと読む)
両頭研削装置
【課題】 簡単な調整でワークの高精度加工を行うことのできる両頭研削装置を提供する。
【解決手段】 対向して配置された一対の円盤砥石13,23を有し、一方の円盤砥石23に対して他方の円盤砥石13を傾斜させ、一対の円盤砥石13,23を同じ方向又は異なる方向に回転させつつ一対の円盤砥石13,23の間にワークWを通過させてワークWを所定寸法に加工する両頭研削装置において、一対の円盤砥石13,23のそれぞれの中央に設けられ、ワークWの幅よりも大きい径の孔部13a,23aと、一方の円盤砥石23の孔部23aに設けられ、ワークWの移動を案内する非回転のガイド26と、円盤砥石13,23の中央を通過するようにワークWを送るワーク送り手段とを有する構成とした。
(もっと読む)
101 - 120 / 394
[ Back to top ]