
Fターム[3C043DD05]の内容
Fターム[3C043DD05]に分類される特許
161 - 180 / 394
円盤状基板の製造方法および円盤状基板の載置治具
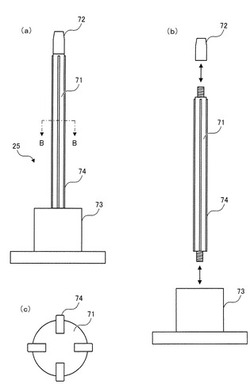
【課題】ワークの外周面を研磨する工程において、ワークを金属シャフトに挿入するときに、ワークに傷を付けにくく、また破損させにくい円盤状基板の製造方法等を提供する。
【解決手段】ワークの内周面を研磨する工程と、金属シャフト71の一方の端部に配され少なくとも表面が樹脂で形成された保護キャップ72が取り付けられた金属シャフト71に内周面が研磨されたワークを順次挿入して積層する工程と、積層されたワークの外周面を研磨する工程とを有することを特徴とする円盤状基板の製造方法。
(もっと読む)
フロートガラス研磨システム用下部ユニット及びそれを用いたフロートガラスの研磨方法

【課題】フロートガラス研磨システム用下部ユニットに関し、フロートガラスが支持されたキャリアを下部ユニットから分離した後、コンベアーなどを用いてキャリアを後工程に移送することで、研磨工程で発生し得るフロートガラスのスクラッチを最小化する。
【解決手段】回転自在のターンテーブル112に設けられたサポート116、及び研磨対象であるフロートガラスGを支持可能な支持部111と、前記支持部111との対向面に設けられ、前記サポート116に固定されて載置される載置部113とを含むキャリア118を備える。
(もっと読む)
連続鋳造製品を研磨する方法および装置
本発明は、連続鋳造製品(1)、特にスラブを研磨する方法であって、連続鋳造製品(1)は、横断面でみて互いに反対側に位置する2つの長い方の辺(2,3)と互いに反対側に位置する2つの短い方の辺(4,5)とを有する矩形の輪郭を有し、連続鋳造製品(1)が1つの長い方の辺(3)を下に研磨台(6)に載設される加工位置(A)で、連続鋳造製品(1)の1つの長い方の辺(2)を、少なくとも1つの研磨工具(7)を用いて表面加工するものに関する。連続鋳造製品を加工する際に簡単で迅速に比較的高い品質を得て、その際、切削屑を簡単に捕集できるようにするために、本発明によれば、加工位置(A)で、少なくとも1つの研磨工具(7)を用いて、連続鋳造製品(1)の長い方の辺(2)を研磨するまえまたは研磨したあとで、少なくとも1つの短い方の辺(4,5)を表面加工する。さらに本発明は、連続鋳造製品(1)を研磨する装置に関する。  (もっと読む)
(もっと読む)
連続鋳造製品を研削するための方法および装置
本発明は、連続鋳造製品(1)、特にスラブを研削するための方法であって、該方法は、連続鋳造製品(1)が、横断面で見て、互いに対向して位置する2つの長辺側の面(2,3)と、互いに対向して位置する2つの短辺側の面(4,5)とを備えた方形の輪郭を有しており、少なくとも前記長辺側の面(2,3)に、少なくとも1つの研削工具(6)によって表面加工が施される方法に関する。連続鋳造製品の加工時における一層高い品質を得ると同時に、研削チップを簡単に捕集することができるようにするために、本発明の方法では、連続鋳造製品(1)の一方の長辺側の面(2,3)の研削時に、連続鋳造製品(1)の当該長辺側の面(2,3)に対する表面法線(8)が鉛直線(V)に対してゼロ度よりも大きな鋭角の角度(α)を成すように連続鋳造製品(1)をマウント台(7)によって位置決めする。さらに、本発明は、連続鋳造製品(1)を研削するための装置に関する。  (もっと読む)
(もっと読む)
両頭研削盤
【課題】ドレッサが案内レールと干渉するのを防止することができて、回転砥石の研削面のドレス作業を容易かつ短時間に行うことができる両頭研削盤を提供する。
【解決手段】同一軸線上において対向状態で配置された一対の回転砥石11の対向する研削面11a間に、一対の平行な案内レール13を介してワークWを連続的に案内して移送し、回転砥石11の研削面11aによりワークWに研削加工を施すようにする。回転砥石11の外周近傍には、両回転砥石11の研削面11aをドレスするためのドレッシング機構15を設ける。案内レール13の両端部には、その案内レール13を、両回転砥石11の研削面11a間にワークWを案内する作用位置と、ドレッシング機構15のドレッサ16の作動領域と干渉しない退避位置とに切り換え配置するための切換機構19を設ける。
(もっと読む)
環状工作物の研削加工方法及び装置
【課題】薄肉環状工作物の真円度を安価に向上させることができる環状工作物の研削加工方法を得る。
【解決手段】電磁チャック機構21により把持した環状工作物3の外周面又は内周面を、該外周面又は内周面に当接した回転砥石2で研削すると共に、回転砥石2による研削部位には研削液23を噴射供給して、センタレス研削方式で環状工作物3の外周面又は内周面の研削を行う環状工作物3の研削加工方法において、研削サイクルの仕上げ工程では、環状工作物3に作用する外力を低減させることで、外力による環状工作物3の変形量を低減させることができ、薄肉環状工作物3の真円度を安価に向上させることができる。
(もっと読む)
シート製品をプロファイリングするためのシステムおよび方法
表面プロファイルが変化するシート製品を製造するための技術およびこれにより製造された製品が開示されている。いくつかの実施形態において、開示された発明は、第1の表面上に第1のプロファイルを有するシート製品(200)の表面をプロファイリングするための方法を提供する。ある実施形態において、方法は、プロファイリングテンプレート(220)または輪郭を描かれた支持面を作製する工程を含む。プロファイルされた表面は、プロファイリングテンプレートがシート製品および支持面との間に位置するように、プロファイリングテンプレート(220)およびシート製品(200)を配置し、シート製品およびプロファイリングテンプレートの配置を指示面に合致させ、これによりシート製品が第1の表面上に第2の表面プロファイルを有するようにし、シート製品を加工して第1の表面上に第3の表面プロファイルを形成することによって、形成することができる。 (もっと読む)
センタレス研削装置
【課題】小さなフェライト材の研削において割れ欠けを抑制することができるセンタレス研削装置を提供する。
【解決手段】センタレス研削装置1は、被研削物9を自転させる調整車3と、回転可能に支持され、被研削物を研削する研削砥石5と、調整手段及び前記研削砥石の間に配置され、被研削物のそれぞれを自転可能に支持し、複数の被研削物を公転弧状ルートで案内進行させるキャリア7とを備える。調整車及び研削砥石はそれぞれ、調整弧状部分3a及び研削弧状部分5aを有し、調整弧状部分及び研削弧状部分は、弧状凸側と弧状凹側とが対面するように配置されている。公転弧状ルートは、弧状凸側と弧状凹側との間を通るように配置されている。
(もっと読む)
加工装置及び加工方法
【課題】ワークと工具との相対位置を迅速、かつ高精度に検出することで、作業効率の向上を図るとともに、ワークを所望の精度に加工することができる加工装置及びそれを用いた加工方法を提供する。
【解決手段】ワークWの軸方向の基準面6にコンタクト部78を接触させて、基準面6と砥石との相対位置を測定する位置測定機を備え、両センター21,67は、ワークWがコンタクト部78に接触可能な相対位置測定ポジションと、ワークドライブ機構26にチャックされるチャックポジションとの間を、ワークWの軸方向に沿ってスライド可能に構成されていることを特徴とする。
(もっと読む)
薄板偏平形状からなるワークのクランプ装置およびクランプ方法
【課題】加工工具との干渉を回避しやすくすることができる薄板偏平形状からなるワークのクランプ装置を提供する。
【解決手段】薄板偏平形状からなるワークWの表裏面を両頭加工機で加工するためのクランプ装置1であって、ベース1aに立設されたホルダプレート2と、ホルダプレート2に形成され前記ワークをはめ込んで支持するための貫通穴2aと、貫通穴2aに臨むようにホルダプレート2に設けられワークWの端部W1,W2に突き当てて保持する係止部(31,32)と、係止部3(31,32)にワークWを押し付ける付勢手段4(41,42)と、を備え、付勢手段4(41,42)は、ワークWを表裏面に沿う方向に付勢してクランプする。
(もっと読む)
加工装置
【課題】支柱部を適切な位置に配置することにより、装置サイズを小型化することができる加工装置を提供すること。
【解決手段】略矩形状の配置面31aを有する基台31と、配置面31aに配置され、回転可能に配設されたターンテーブル37と、ターンテーブル37に回転可能に配置され、半導体ウェーハWを保持する保持面54aを有するチャックテーブル51と、保持面54aに保持された半導体ウェーハWを加工する加工ユニット33、34、35と、保持面54aに向けて加工ユニット33、34、35を進退可能に支持すると共に、配置面31aの角側においてターンテーブル37に近接配置された側方支柱部42、43、44とを備えた。
(もっと読む)
精紡コットを研磨するための装置
【課題】熟練していない人員によって、多くの用途のために十分な研磨結果が得られることができるように、可能なエラー源を回避しながら単純に且つ直感的に操作される。
【解決手段】ピボットアーム15が、送り装置30によって往復台2に対して可動であり、往復台2を所望の線形位置へ手動で調節するための、送り装置30から独立して作動可能な装置7,8が設けられている。
(もっと読む)
一対の給油孔を備えたドリル用ワーク、及び孔付ワークの芯出し方法、並びに芯出し装置
【課題】一対の給油孔を備えたドリル用ワークの当該一対の給油孔の孔中心を結ぶ線分の中点位置と、加工中心位置とが一致するように芯出しして、刃付面である先端テーパー面を研削して得られる製品の孔配置バランスを最適にする。
【解決手段】偏芯しているドリル用ワークW1の切刃面を研削するための芯出しする方法であって、研削盤のスピンドル軸が回転しないように固定した状態で、中点Kの位置が偏芯軸を中心とする加工中心を通る特定円弧上に配置されるように、偏芯クランプ装置で仮固定されたドリル用ワークW1をワーク回転装置により指令角度だけ回転させる第1芯出し工程と、前記偏芯軸を中心にして、ドリル用ワークW1の前記中点Kの位置が前記スピンドル軸の軸芯である加工中心上に配置されるように、当該偏芯軸を指令角度だけ指令方向に回転させる第2芯出し工程とを含む。
(もっと読む)
偏芯ワークの偏芯部の高速自動芯出し方法、及びその装置
【課題】
1つの偏芯部を有する偏芯ワークにおいて、研削盤の加工中心と前記偏芯部の中心とを一致させる芯出しを高速で行うことである。
【解決手段】
偏芯ワークW1 の軸部Aを把持するクランプ具18がエンコーダ付のサーボモータMで回転される構成のワーク回転装置Fを使用して、測定装置Dにより偏芯部Bの中心C2 の位置を測定して、当該偏芯部Bの中心C2 を加工中心C0 に一致させるのに必要な軸部Aの回転角度θを演算し、前記ワーク回転装置Fを構成する前記サーボモータMが、エンコーダにより割り出された前記回転角度θだけ、偏芯ワークW1 の軸部Aを一挙に回転させて芯出しを行う。
(もっと読む)
フェルール研削装置およびそれを用いたフェルールの研削方法
【課題】フェルールの外周とファイバ挿入孔との同軸度を確保し、作業性を向上できるフェルールの研削装置およびそれを用いた研削方法を提供する。
【解決手段】光ファイバが挿入される挿入孔1aが軸方向に穿設されたフェルール1の外周を研削するフェルール1の研削装置において、挿入孔の両端に係合され、フェルール1を回転可能に支持する芯押しセンタ2a,2bと、フェルール1の外周に接触させて研削する砥石3と、砥石3との接触位置と反対側のフェルール1の外周面に摺動させて、フェルール1を回転させる駆動ベルト4とを備える。駆動ベルト4の摺動によってフェルール1の外周面から回転力を加えるので、同軸度が良好なフェルール1を提供できる。
(もっと読む)
研削加工装置
【課題】ワークの研削加工端面を基準とする外径研削加工を可能とした研削加工装置の提供を目的とする。
【解決手段】端面が研削加工仕上げされた軸状ワークを研削加工する際、ワークの端面を2つのセンタで支持するとともに、ワークの片方の端面を、その端面側に設けられた端面部材に圧接させ、且つ電磁チャックによって吸着させた。それによって、ワークは研削加工装置に強固に把持され、ワークの研削加工された端面を基準面として、外径同軸度及び形状精度を得た研削加工をすることが可能となる。
(もっと読む)
被加工物支持体および機械加工装置
【課題】加工中に砥石から脱落した砥粒や、切粉によって被加工物や被加工物支持体に与える損傷を防止することができる被加工物支持体および機械加工装置を提供する。
【解決手段】被加工物11の外周面11aに転接して回動自在に支持する被加工物支持体14は、少なくとも被加工物11に接触する回転支持体32の外周面37aが、焼入れ、焼戻しによる熱処理が施された後、チタンメッキ処理されている。
(もっと読む)
工作機械による偏芯穴加工方法
【課題】 この偏芯穴加工方法は,ワーク1に予め形成された外径に対して偏芯した位置に形成された多数の穴の内径を,順次に高精度に確実に容易に加工する。
【解決手段】 この工作機械による偏芯穴加工方法は,スクロールチャック7にはワーク1に適合する形状に加工されたワークホルダ4に,ワーク1を位置調節可能に取り付ける。ワークホルダ4にはワーク1の穴2のラフな位置決めを行う位置決めピン24が設けられ,ワーク1の穴2にダイヤルゲージを当接させて主軸3を回転させてスクロールチャック7の調整用ボルト6によってワークホルダ4を位置調整してワーク1の穴2の中心を主軸1の回転中心に合わせる。次いで,加工スピンドル10を回転させて工具11でワーク1の穴2の内径を研削又は切削加工する。
(もっと読む)
平坦なワークピースの両面用研削加工装置
本発明は、平坦なワークピースの両面研削加工のための装置に関し、これは上方および下方の加工ディスクを有し、これらはそれぞれ研削層を有する加工面を有し、加工面が相互の間に加工間隙を形成し、この中でワークピースが研削されることが可能であり、加工ディスクの少なくとも1つが駆動機構により回転可能に駆動されことができ、さらにワークピースを加工間隙内で案内するための装置を有している。本発明に係り、加工ディスクの少なくとも1つにバリ取り手段が配置され、これが装置内におけるワークピースの加工時にワークピースのバリ取りを行うよう設計されている。 (もっと読む)
ウェーハ用チャックテーブルおよびウェーハ処理装置
【課題】作業時間が遅延せずに、ウェーハを所望の厚さまで正確に研削する。
【解決手段】粘着フィルム(11)を介してフレーム(36)に保持されたウェーハ(20)を吸着する吸着パッド(51a)を具備し、吸着パッドはウェーハに対応する中央部分(52a)と、中央部分周りにおける外側部分(57a)とを含んでおり、外側部分は中央部分よりも下方に位置しており、さらに、吸着パッドを取囲んで支持する支持部材(53a)と、支持部材に設けられていて吸着パッドの中央部分と同一表面の上面を有する突起(61)とを具備するチャックテーブルが提供される。突起の高さがフレームの厚さ以上であるのが好ましい。また、吸着パッドが、中央部分と外側部分とを連結する傾斜部分(54a)をさらに含むのが好ましい。
(もっと読む)
161 - 180 / 394
[ Back to top ]