
Fターム[3C043DD06]の内容
Fターム[3C043DD06]に分類される特許
1 - 20 / 308
ブレーキドラムの研磨装置
実切込み量測定方法および加工方法および工作機械
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
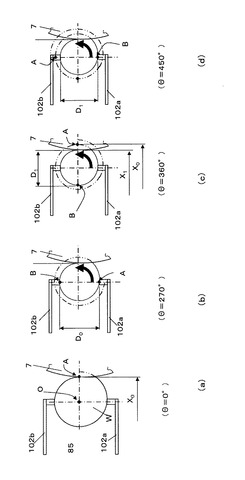
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
研削ホイール

【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】高速回転するスピンドル21先端に固定されたホイールマウント23に装着される研削ホイール24であって、ホイールマウント23に装着される装着面32bを有する環状基台32と、環状基台32の装着面32bとは反対側の自由端部にリング状(円環状)に配設された研削砥石26,26と、を具備し、環状基台32の外周側面32cには、回転方向(図4における矢印b方向)に交差する縞目33から構成される縞模様が表示される。
(もっと読む)
研削装置
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】スピンドルハウジング20から露出したスピンドル先端部21s(下端部)に固定されるホイールマウント23と、ホイールマウント23に装着された研削ホイール24とからなり、スピンドル先端部21sの外周側面21c、ホイールマウント23の外周側面23c、上面23dには、スピンドル21の回転方向に交差する縞目33A、33AC、33Eから構成される縞模様が表示される。
(もっと読む)
加工装置
【課題】ワーク洗浄配管の洗浄液供給口から洗浄液が急に吹き出すのを防止する。
【解決手段】洗浄手段3は、ロール状の洗浄部30と、板状ワークWの裏面WBに洗浄液を供給するワーク洗浄配管32とワーク洗浄配管32に連結し洗浄液供給源330に連通する洗浄液供給配管33とこれに分岐する圧力緩和配管34と洗浄液供給配管33に配設される洗浄液供給バルブ35とを少なくとも備え、ワーク洗浄配管32には複数の供給口300が開いており、圧力緩和配管34は、洗浄液供給配管33に洗浄液が満たされると空気室が形成され、空気室の空気は、洗浄液供給バルブ35を開くと収縮し、洗浄液供給バルブ35を閉じると膨張し洗浄液供給配管33及びワーク洗浄配管32の内部における圧力上昇を緩和させる。そして、ワーク洗浄配管32の供給口300から洗浄液が急に吹き出すことを防止できる。
(もっと読む)
貫通電極付きセラミック基板の研削方法
【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
研削装置
【課題】研削装置における隣り合う領域を仕切り板によって遮断するとともに、研削ホイールと仕切り板との接触を確実に回避する。
【解決手段】隣り合う領域の境界に配設される仕切り板11を、ウォーターケース10に固定される上部仕切り板と上部仕切り板に上下動可能に配設される下部仕切り板とで構成し、下部仕切り板がチャックテーブル2aの通過を許容する最上位に移動したときにターンテーブル8を回転可能とし、下部仕切り板13が最下位に移動することで搬入出領域10aと複数の研削領域10b、10cとに区分されそれぞれの領域を遮断するようにすることで、チャックテーブルを仕切り板11に衝突させることなくターンテーブル8を回転させて装置を稼働させることができる。また、下部仕切り板13を上昇させることで、研削ホイールをあまり上昇させなくても、研削ホイールと仕切り板11とを接触させることなくターンテーブル8を回転させることができる。
(もっと読む)
心無し研削盤
【課題】小型のカバーによってクーラントの飛散を確実に防ぐことができる心無し研削盤を提供することを課題とする。
【解決手段】ベッド10と、ベッド10に設けられた駆動装置20,30と、第一駆動装置20から延設された回転軸22に取り付けられた調整車40と、第二駆動装置30から延設された回転軸32に取り付けられ、調整車32の外周面に対向して外周面が配置された砥石車50と、調整車40と砥石車50との間に配置されたブレード60と、調整車40および砥石車50が収容されたカバー70と、を備え、調整車40とブレード60との間でワークWを回転支持しながら、砥石車50でワークWを研削する心無し研削盤1であって、調整車40および砥石車50と、ベッド10および駆動装置20,30とが、カバー1によって仕切られている。
(もっと読む)
ガラス板研磨装置の監視方法及び監視システム
【課題】本発明は、ガラス板の破損発生率を低減できるガラス板研磨装置の監視方法及び監視システムを提供する。
【解決手段】搬出部36におけるガラス板Gの破損を低減させるために、実施の形態では、画像処理部34で算出された実面積が基準面積となるように、液体塗布部14でのグリセリンの塗布量を、グリセリン制御部42によって制御する。すなわち、液体塗布部14において塗布されたグリセリンによる吸着部分が、剥離部22によって剥離された際に基準面積と略等しくなるように、グリセリンの塗布量をグリセリン制御部42によって制御する。例えば、ガラス板Gの非研磨面の全てを吸着シート12に吸着させるのではなく、吸着部分と非吸着部分を備えるとともに、前記吸着部分を所定のエリアに分割するように、グリセリン制御部42によってグリセリンの塗布量を制御する。
(もっと読む)
ガラス板研磨装置の監視方法及び監視システム
【課題】本発明は、ガラス板の破損発生率を低減できるガラス板研磨装置の監視方法及び監視システムを提供する。
【解決手段】実施の形態の監視システムは、吸着シート22に対するガラス板Gの異常吸着形態を常時監視し、異常と判定した場合には、そのガラス板Gの研磨を実施せず、研磨部18を停止したり、アラーム58から警告音を発生させたりして、オペレータに異常を知らしめる。実施の形態の監視システムは、グリセリン塗布部12、板吸着部14、研磨部18を有する通常設備のガラス板研磨装置10において、板吸着部14と研磨部18との間に、撮像部16を有する判定部20を備える。撮像部16は、板吸着部14から研磨部18に移動する吸着シート22をライト38によって照明し、その反射光をカメラ40によって撮像する。そして、判定部20は、カメラ40で撮像された画像に基づき、吸着シート22にガラス板Gが正常に吸着されたか否かを判定する。
(もっと読む)
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
研磨装置、並びに磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体の製造方法
【課題】被研磨体を安定的に研磨できる、研磨装置を提供すること。
【解決手段】吊り機構80と、吊り機構80に吊るされた上定盤40と、上定盤40に対向する下定盤30と、上定盤40及び吊り機構80を軸継ぎ手55を介して昇降させるピストンロッド54及びシリンダ52を有する昇降機構50とを備え、上定盤40と下定盤30との間に配置された被研磨体を研磨する研磨装置であって、ピストンロッド54に連動するフランジ部120と、吊り機構80とフランジ部120との間に介在する制振機構100とを備えることを特徴とする、研磨装置。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
ガラス基板の研磨方法
【課題】ガラス基板の主表面を平坦度30nm以下に研磨することができる、EUVL光学基材用ガラス基板の研磨方法の提供。
【解決手段】両面研磨装置10のガラス基板22の両主表面を研磨するEUVL光学基材用ガラス基板の研磨方法であって、前記研磨パッド24が、微多孔が形成された表面層を有し、圧縮率が20%以上である第1の軟質プラスチックシートと、前記第1の軟質プラスチックシートの前記研磨面の背面側に接合された、圧縮率が20%未満である第2の軟質プラスチックシートと、を備えており、前記第2の軟質プラスチックシートの前記第1の軟質プラスチックシートが接合された反対面側をバフ処理した後、前記第2の軟質プラスチックシートのバフ処理された面を前記両面研磨装置の上下定盤の側にして、前記研磨パッドを該上下定盤に取り付けた状態で、前記研磨面側をドレス処理してから、前記ガラス基板の両主表面を研磨する。
(もっと読む)
取代の評価方法及びウェーハの製造方法
【課題】ウェーハの表裏両面を同時に加工して所定量除去する加工プロセスにおいて、製品となるウェーハを用いて表裏両面の取代をそれぞれ別々に短時間で簡便に評価でき、それによって表裏取代がそれぞれ調整されたウェーハの製造を可能にする取代の評価方法を提供することを目的とする。
【解決手段】外周が面取りされたウェーハの表裏両面を加工して所定量除去する加工プロセスにおいて、加工後の前記ウェーハの取代を評価する取代の評価方法であって、加工前後の前記ウェーハの表裏面それぞれの面取り幅の変化量に基づいて前記ウェーハの表裏面それぞれの取代を算出して評価することを特徴とする取代の評価方法。
(もっと読む)
レシプロ研削盤及びその制御方法
【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
サファイア基板の平坦化加工装置および平坦化加工方法
【課題】 サファイア基板を高スループットで平坦化加工して薄肉化した反りのない異物の付着が少ない加工基板を製造することができる平坦化加工装置の提供。
【解決手段】 3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置30と、2基のワーク吸着ヘッド22,22を備えるラップ盤20間のサファイア基板の移送を多関節型搬送ロボット4のアーム4aを利用して行う。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
1 - 20 / 308
[ Back to top ]