
Fターム[3C046HH04]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | ダイヤモンド工具、CBN工具 (252) | 焼結体 (134)
Fターム[3C046HH04]の下位に属するFターム
Fターム[3C046HH04]に分類される特許
1 - 20 / 102
切削インサート
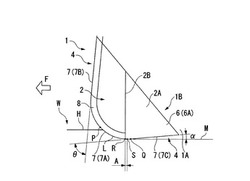
【課題】高硬度材を旋削加工する場合においても、すくい面のクレータ摩耗による被削材の仕上げ面粗度の劣化を十分に抑制することが可能な切削インサートを提供する。
【解決手段】インサート本体1の多角形状をなすすくい面2の辺稜部に、すくい面2の角部に円弧状のコーナ刃7Aを有する切刃7が形成されており、このすくい面2には、コーナ刃7Aの突端Pからすくい面2の内側に向かう途中ですくい面2が低くなる段差部2Bが、コーナ刃7Aに交差するように形成されている。
(もっと読む)
立方晶窒化ほう素基焼結材料製切削工具

【課題】 高硬度鋼の断続切削加工で、すぐれた耐チッピング性、耐欠損性を発揮する立方晶窒化ほう素基焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素基焼結材料製切削工具において、立方晶窒化ほう素粒子の平均粒径は0.5〜8μmである。該前記立方晶窒化ほう素粒子の表面は、部分的に切れ間が形成された平均膜厚10〜90nmの酸化アルミニウム膜によって被覆される。前記切れ間の平均形成割合h/Hは、0.02≦h/H≦0.08を満足する。ここで、hは酸化アルミニウム膜の切れ間長、Hは立方晶窒化ほう素粒子の周囲長を示す。
(もっと読む)
逃げ面内部給油孔付き超高圧焼結体工具
【課題】少なくとも刃先にcBN焼結体やダイヤモンド焼結体を有する超高圧焼結体工具の冷却構造を工夫することで、焼入鋼、耐熱合金、難削鋳鉄などの難削材の高速切削に利用する工具の長寿命化を図り、同時に、加工変質層の生成を抑制して加工面品位を向上させることを課題としている。
【解決手段】超硬基材のコーナ部にcBN焼結体又はダイヤモンド焼結体からなる超高圧焼結体4を有し、その超高圧焼結体4に切れ刃5が形成された超高圧焼結体工具に、噴出口6bが工具の刃先コーナ部直下の逃げ面8に開口する給油孔6を設け、その給油孔の噴出口6bから切れ刃5までの距離を0.3mm以上、3mm以下、逃げ面8に対する噴出口の傾き角を20°以上、70°以下に設定した。
(もっと読む)
多結晶ダイヤモンドおよびその製造方法、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、ならびに切削工具
【課題】ダイヤモンドにアクセプター元素が均一に添加されたナノ多結晶ダイヤモンドおよびその製造方法ならびに該多結晶ダイヤモンドを用いた各種工具を提供する。
【解決手段】ナノ多結晶ダイヤモンド1は、炭素と、該炭素中に原子レベルで分散するように添加されたIII族元素3と、不可避不純物とで構成される。該多結晶ダイヤモンド1の結晶粒径は500nm以下である。上記多結晶ダイヤモンド1は、III族元素が炭素中に原子レベルで分散するように添加された黒鉛に、高圧プレス装置内で熱処理を施すことで作製可能である。上記ナノ多結晶ダイヤモンド1は、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、切削工具等の工具に有用である。
(もっと読む)
切削インサート
【課題】高脆性の超高硬度焼結体をすくい面のコーナ部に配設した切削インサートを、たとえ転削加工に使用しても切刃にチッピングや欠損が生じるのを防ぐ。
【解決手段】インサート本体1のすくい面2に、超高硬度焼結体6Aと超硬合金6Bとを層状に焼結した層状焼結体6が、超高硬度焼結体6Aがすくい面2のコーナ部Cに位置してすくい面2側を向くように配設されていて、この層状焼結体6上のすくい面2の辺稜部にコーナ部Cから延びる切刃7が形成されており、この切刃7には、コーナ部C側から離間するに従いホーニング角が漸次大きくなるホーニング面8が形成されているとともに、層状焼結体6における超高硬度焼結体6Aと超硬合金6Bとの境界面Qは、切刃7のホーニング面8と交差させられている。
(もっと読む)
CVDコーティングされた多結晶c−BN切削工具
【課題】超硬合金基体上のα−アルミナコーティングは密着力の問題及び層間剥離および他の分解経路により、早期のコーティング障害を解決するCVDコーティングされた多結晶c−BN切削工具を提供する。
【解決手段】α−アルミナ単層層が80重量パーセントを超える多結晶立方晶窒化ホウ素(PcBN)を含む基体の1つ以上の表面上に、化学蒸着により直接堆積されるPcBN基体10を含む、コーティングされた切削工具を提供する。
(もっと読む)
分離型切削チップおよび切屑処理構造を備えた切削インサート
【課題】分離型切削チップおよび切屑処理構造を備えた切削インサートを提供する。
【解決手段】切削インサートは、インサートの湾曲した切削コーナーの周りを包む、予め形成された分離型切削チップを組み込んでいる。切削チップは、上層および上層よりも比較的より硬質な材料からなる下層を含む。一実施形態では、下層は多結晶ダイヤモンド(PCD)または多結晶立方晶窒化ホウ素(CBN)材料からなり、上層は超硬合金からなる。切削インサートは、切削作業中の切屑処理を提供するために、中心線の両側に形成された複数のファセットを含む切削チップに形成された切屑処理構造をさらに組み込んでもよい。切屑処理構造は、下層の一部を露出させるように、二段階工程で形成することができる。分離型切削チップは、切屑処理構造を形成する前に、切削インサートに蝋付けすることができる。
(もっと読む)
cBNインサート
【課題】接合部を介して接合されたcBN製切れ刃部とWC基超硬製インサート本体とを有するcBNインサートにおいては、より一層すぐれた接合強度を有するcBNインサートを提供する。
【解決手段】cBN製切れ刃部とWC基超硬製インサート本体との接合部にcBN製切れ刃部側にPd:1〜20at%、Si:0.5〜15at%および不可避成分としてのW、Co、B、Cのうち少なくとも1種、残部Niからなる厚み5μm以上の拡散層と、WC基超硬製インサート本体側にPdとSiとを主成分とするWCブリッジ形成相とを形成したことによって、前記の課題を解決するものである。
(もっと読む)
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材が、1000℃未満では液相を生成しない接合層により接合されており、被接合材が、超硬合金、サーメット、cBN、ダイヤモンド、鋼のいずれかである接合体。一方の被接合材1が、超硬合金、サーメット、鋼のいずれかであり、他方の被接合材3が、cBN、ダイヤモンドのいずれかである接合体。超硬合金、サーメット、鋼のいずれかからなる第1被接合材の一部にザグリが設けられ、ザグリに、cBN、ダイヤモンドのいずれかからなる第2被接合材が嵌め込まれており、第2被接合材近傍の第1被接合材が、集中的に加熱されて接合されている接合体。
(もっと読む)
ダイヤモンド焼結体
【課題】耐酸化性に優れ化学的摩耗が小さいとともに、機械的強度が高く、負荷の大きな応力を受けた場合でも劈開や機械的な摩耗が生じにくいダイヤモンド焼結体(多結晶ダイヤモンド)、及びその製造方法、用途を提供する。
【解決手段】平均粒径が0.08〜150μmであり、かつホウ素含有量よりも窒素含有量が大きいダイヤモンド粒子が焼結されてなるダイヤモンド領域、及び、非ダイヤモンド領域からなり、ダイヤモンド領域が80〜98体積%であり、ダイヤモンド粒子の表面は、15ppm以上、1000ppm以下のホウ素を含み、ホウ素含有率が3ppm以下の領域が、ダイヤモンド領域の60〜95体積%、及びダイヤモンド粒子間の結合部長さの10%以上を占め、所定比率の空隙を有することもあるダイヤモンド焼結体、その製造方法、このダイヤモンド焼結体を用いる工具、金型、ダイス、又は放電電極材料。
(もっと読む)
接合体
【課題】より大きな接合強度の接合体を得ることにより、高強度に接合された切削工具等を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体を第2の被接合材2とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置されたチタン(Ti)を含有する接合材3を介して、少なくとも、第2の被接合材の背面と底面からなる2面で接合されており、第2の被接合材と接合材との界面に、厚み10〜300nmの窒化チタン(TiN)化合物層が形成されていると共に、背面の接合層の厚みが、底面の接合層の厚みよりも薄い接合体
(もっと読む)
切削工具とその製造方法および製造装置
【課題】切削工具材料を所定形状に切断する際に、切断面の表面が一様に平滑となり、安定した性能を有する切削工具を提供することができる切削工具の製造技術を提供する。
【解決手段】レーザとして、2つの直線偏光レーザをその偏光方向が直交するように合波したレーザを用いて、切削工具材料を切断する切削工具の製造方法。レーザとして、円偏光レーザを用いる切削工具の製造方法。レーザとして、ランダム偏光レーザを用いる切削工具の製造方法。前記製造方法により製造された切削工具。偏光方向が直交する2つの直線偏光レーザの合波レーザの発生手段と、合波レーザを前記切削工具材料に導く光学系とを備えている切削工具の製造装置。円偏光レーザの発生手段を備えている切削工具の製造装置。ランダム偏光レーザの発生手段を備えている切削工具の製造装置。
(もっと読む)
高硬度鋼の高速切削加工で優れた仕上げ面精度を長期にわたって発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度鋼の高速切削加工でRaが0.5〜1.3μmの優れた仕上げ面精度を長期にわたって発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】窒化チタン13〜30%、アルミニウムおよび/または酸化アルミニウム6.5〜18%、残部窒化ほう素(以上、いずれも質量%)からなる圧粉体の超高圧焼結材料で構成され、分散相を形成する立方晶窒化ほう素相と連続相を形成する窒化チタン相との界面に超高圧焼結反応生成物が介在した組織を有する切削チップ本体の表面に硬質被覆層を蒸着形成した表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具において、(a)硬質被覆層は、1.5〜3μmの平均層厚を有する下部層と0.3〜3μmの平均層厚を有する上部層とからなり、(b)下部層は、組成式:[Ti1−XAlX]N(ただし、原子比で、Xは0.40〜0.60)を満足するTiとAlの複合窒化物層からなり、(c)上部層は、一層平均層厚がそれぞれ0.05〜0.3μmの薄層Aと薄層Bの交互積層構造を有し、薄層Aは、組成式:[Ti1−XAlX]N(ただし、原子比で、Xは0.40〜0.60)を満足するTiとAlの複合窒化物層、薄層Bは、Ti窒化物(TiN)層からなる。
(もっと読む)
高硬度導電性ダイヤモンド多結晶体およびその製造方法
【課題】切削バイトや、ドレッサー、ダイスなどの工具や、掘削ビットとして適用できる、十分な強度、硬度、耐熱性、耐酸化性を有し、高純度で、かつ、低コストの放電加工が可能な、高硬度で導電性のあるダイヤモンド多結晶体及びその製造方法の提供。
【解決手段】高純度グラファイトもしくは非ダイヤモンド状炭素にホウ素アルコキシドを含浸させた後、これを温度1500℃以上で、ダイヤモンドが熱力学的に安定である圧力条件下で、焼結助剤や触媒の添加無しに直接的にダイヤモンドに変換させると同時に焼結させることを特徴とする、ダイヤモンドの最大粒径が5000nm以下、平均粒径が2500nm以下で、ダイヤモンド粒子内にホウ素を10ppm以上1000ppm以下含む高硬度導電性ダイヤモンド多結晶体の製造方法及びこれによって得られた高硬度導電性ダイヤモンド多結晶体。
(もっと読む)
高硬度導電性ダイヤモンド多結晶体およびその製造方法
【課題】切削バイトや、ドレッサー、ダイスなどの工具や、掘削ビットとして適用できる、十分な強度、硬度、耐熱性、耐酸化性を有し、高純度で、かつ、低コストの放電加工が可能な、高硬度で導電性のあるダイヤモンド多結晶体及びその製造方法の提供。
【解決手段】実質的にダイヤモンドのみからなる多結晶体であって、ダイヤモンドの最大粒径が5000nm以下、平均粒径が2500nm以下で、ダイヤモンド粒子内にリンを10ppm以上10000ppm以下含むことを特徴とする、高硬度導電性ダイヤモンド多結晶体。
(もっと読む)
仕上げ面粗さに優れたCBNインサート
【課題】長期の使用に亘って、すぐれた仕上げ面精度を維持しつつ、同時にすぐれた耐摩耗性を発揮し得るCBNインサートを提供する。
【解決手段】逃げ面に溝と被膜が形成されたCBNインサートにおいて、
(a)その被膜後の溝形状が溝の凹凸を含む断面を見た時、溝幅W1とテラス幅W2はW1が1〜25μm、W2が3〜25μm、表面から溝の最も低い位置までの高さHが1.5〜15μmであり、1つのテラスと溝の組み合わせを1周期とした時、2周期以上で構成される形状であり、
(b)溝が形成される逃げ面内の領域が、チャンファーホーニング面と逃げ面の交線から逃げ面側に5〜300μmの範囲であり、
(c)溝を形成する方向が、刃先稜線と平行な線と溝形成方向の成す角θ(刃先先端と反対方向)が
−10°≦θ≦10°の範囲であることを特徴とするCBNインサート。
(もっと読む)
立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】耐チッピング性、耐摩耗性にすぐれた立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】cBN粒子の表面が、100〜700nmの平均膜厚のTiとAlの複合窒化物で均一に切れ間なく被覆された硬質相形成用原料粉末を、結合相形成用原料粉末と混合し焼結することにより形成されるcBN粒子を硬質相としTiNを主たる結合相とする立方晶窒化ほう素基超高圧焼結材料からなる切削工具であって、cBN粒子からなる硬質相と上記結合相との界面には、TiB2とAlNの混合組織からなる中間密着層が均一に切れ間なく形成され、好ましくは、cBN粒子表面に被覆されたTiとAlの複合窒化物は傾斜組成構造を備えている。
(もっと読む)
ダイヤモンド多結晶体
【課題】熱伝導率が低く、切削点を高温に保持して被削材の材料強度が低下した状態で切削することが可能な切削バイト等に用いるための高強度で耐熱性に優れたダイヤモンド多結晶体を提供すること
【解決手段】非ダイヤモンド型炭素原料を超高圧・超高温下で焼結助剤や触媒の添加なしに直接変換して得られる95質量%以上がダイヤモンドからなる多結晶体であり、熱伝導率が300W/m・K以下であることを特徴とするダイヤモンド多結晶体。
(もっと読む)
均質性、緻密性が高くかつ高硬度の立方晶窒化ホウ素焼結体の製造法
【課題】立方晶窒化ホウ素焼結体の製造において、焼結助剤を使用せず、5GPa,1400℃以上で焼結することにより、均質性、緻密性の高い高硬度立方晶窒化ホウ素焼結体を得る製造方法を提供すること。
【解決手段】メタリン酸ナトリウム水溶液中に立方晶窒化ホウ素原料粉末を分散させ、立方晶窒化ホウ素原料粉末中の二次粒子を解膠した後、この分散液を乾燥して水分を除去した後成形体を作製し、次いで、該成形体を真空中で加熱して残留するメタリン酸ナトリウム除去し、その後、該成形体を超臨界流体源、例えば、ポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上、とともに、5GPa以上かつ1400℃以上の高圧高温条件下で焼結することによって、均質性、緻密性の高い高硬度立方晶窒化ホウ素焼結体を得る。
(もっと読む)
コーティングされたPCBN切削インサート、かかるコーティングされたPCBN切削インサートを使用したコーティングされたPCBN切削工具、およびその作製方法
1 - 20 / 102
[ Back to top ]