
Fターム[3C047AA16]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 非回転ドレッサを用いるもの (35)
Fターム[3C047AA16]に分類される特許
1 - 20 / 35
研磨方法及び研磨装置
【課題】硬質材料の研磨を効率よく行うことができる研磨方法及び研磨装置を提供する。
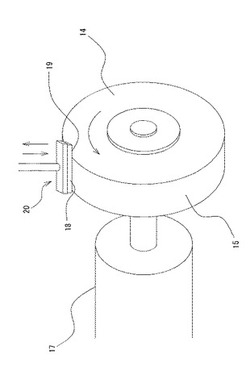
【解決手段】多数の砥粒16を含有した砥石14と、砥石車14を回転駆動させる駆動部17と、を備える研磨装置10を用いて被研磨部材23を研磨するに際し、砥石14の研磨面15の目つぶしを行う目つぶし部材18と、目つぶし部材18を保持固定し、移動可能に備えられた目つぶし部材保持手段20と、駆動部17及び目つぶし部材保持手段20を制御する制御部を備えたものを用い、被研磨部材23の研磨の際に、制御部によって、目つぶし部材保持手段20を移動させて目つぶし部材18を研磨面15に常時押し当て、砥粒16の目つぶれの状態が一定になるように制御しながら被研磨部材23を研磨する。
(もっと読む)
切削装置

【課題】 複数種類のドレスボードを同時に保持可能なドレステーブルを備えた切削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、高速回転する切削ブレードで該チャックテーブルに保持された被加工物を切削加工する切削手段と、該切削ブレードをドレッシングするドレスボードを着脱自在に保持するドレステーブルとを備えた切削装置であって、該ドレステーブルは、同一方向に階段状に配設された高さの異なる複数の吸着面を有し、隣接する吸着面と吸着面の間には隣接する該吸着面の段差からなる第1ドレスボード突き当て壁が形成され、最上段の吸着面の端部には該吸着面から立ち上がった第2ドレスボード突き当て壁が形成されていることを特徴とする。
(もっと読む)
首振り型の砥石成形装置
【課題】首振りロータリードレッサ装置と首振り単石ダイヤモンドドレッサ装置を一体化した砥石車成形用ドレッシング装置。
【解決手段】砥石車17の研削面に対して成形砥石27a,29aの角度調整をサーボモータ駆動により旋回軸14を旋回させることにより成形砥石台8を旋回させて行わせる角度調整機構12を有し、旋回軸14の軸心の長手方向先端に前記成形砥石台8を設け、この成形砥石台8にロータリー成形砥石27aと単石ダイヤモンド砥石29aをロータリー成形砥石27aの直径面が前記砥石車17の直径面と平行となるように、かつ、ロータリー成形砥石27aの直径を含む垂直面が単石ダイヤモンド砥石29aの成形軸心面を含むように支持ア−ム8b,8cを利用して並設した首振り型の砥石成形装置100。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスである難硝材からなるガラス成形体に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスである難硝材からなるガラス成形体の粗研削加工前の被研削面に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
切削装置
【課題】切れ刃が導電性を有する切削ブレードに限らず、非導電性の切れ刃を備えた切削ブレードであってもV溝切削用の切れ刃に適宜成形することができる機能を備えた切削装置を提供する。
【解決手段】被加工物を保持する保持テーブルと、保持テーブルに保持された被加工物を切削するための切れ刃を有する切削ブレードを備えた切削手段と、保持テーブルと切削手段とを相対的に切削送り方向に切削送りする切削送り手段と、保持テーブルと切削手段とを相対的に切削送り方向と直交する割り出し送り方向に割り出し送りする割り出し送り手段とを具備する切削装置であって、保持テーブルは被加工物を保持する主保持部と、主保持部に隣接して設けられ補助保持部とを具備しており、補助保持部には切削ブレードの切れ刃を成形するためのドレスボードを傾斜した状態で保持するドレスボード保持部材が配設されている。
(もっと読む)
砥石及びその砥粒への逃げ面成形方法
【課題】容易な方法で複数の砥粒に逃げ面を成形できる技術を提供することを課題とする。
【解決手段】法線14上から砥粒19をオフセットした状態で、回転工具13とツルーイング砥石21を相互に回転させると、砥粒19に斜めの平滑面20(逃げ面20)が成形される。これを法線14上に戻すと、被加工物に対し、所定の逃げ角を有する逃げ面20を備えた砥粒となる。
【効果】位置決め精度や、再現精度が向上し、容易に複数の砥石(砥粒)に高精度な逃げ角を有する逃げ面を短時間で成形することができる。
(もっと読む)
研磨パッドの修正方法
【課題】 簡単な方法で研磨パッドの外周縁の振れ分を除去可能な研磨パッドの修正方法を提供することである。
【解決手段】 回転する研磨ヘッドの下面に装着された研磨パッドをチャックテーブル上に保持されたウエーハの上面に押し付けてウエーハを研磨する研磨装置における研磨パッドの修正方法であって、該研磨パッドの下端から所定の深さ分研削するため、該チャックテーブル上の該研削バイト上端の高さより該研磨パッドを該所定の深さに対応する距離下降させる下降動作と、該研磨パッドを回転させながら該研磨パッドの外周を研削するため、該研磨パッドと該研削バイトを該研磨パッドの面方向と平行方向に相対移動させる平行相対移動動作とを実施して、該研磨ヘッドに装着された該研磨パッドの回転中の外周縁を除去し、該研磨ヘッドの回転中心と円形に形成された該研磨パッドの中心とを合致させる研磨パッド外周研削工程を備えている。
(もっと読む)
平面研削盤用ブロックドレッサ
【課題】寿命が長く、安価で、ドレッシングのための特別な段取を必要とせず、かつドレッシング時の抵抗の少ない平面研削盤用のブロックドレッサを提供する。
【解決手段】
平面研削盤2の研削テーブル4上に固定され、ドレッシング平面10aに設けられた砥粒層12を砥石車16の円周上の研削面16aに当接させるとともに、砥石車に対して該砥石車16の回転軸14に直角な方向に相対移動させて、砥石車16の研削面16aをドレッシングするブロックドレッサ10において、砥粒層12は、ドレッシング平面10a上に砥石車の回転軸14に対して傾斜して延在する帯状に少なくとも1条ベース部材10cに形成され、前記帯状の砥粒層12の前記回転軸線方向の幅12wは、砥石車16の幅16wより小さく形成されること。
(もっと読む)
被加工物の保持ユニット
【課題】 被加工物のハンドリングを容易にするとともに繰り返し使用可能な被加工物の保持ユニットを提供することである。
【解決手段】 被加工物を吸引保持する保持テーブルと、該保持テーブルに吸引保持された該被加工物に切削溝を形成する切削ブレードを有する切削手段とを備えた切削装置において使用される被加工物の保持ユニットであって、該被加工物が載置される載置領域と、該被加工物の位置ずれを防止する位置ずれ防止手段とを有するサブストレートと、該サブストレートに貼着された粘着シートと、該粘着シートの外周縁に貼着された環状フレームとを具備し、該サブストレートの前記載置領域及び該粘着シートには該サブストレートと該粘着シートとを貫通する複数の貫通孔が形成されており、該被加工物が該サブストレート上に載置され、該保持テーブル上で吸引保持されることで、該被加工物と該被加工物の保持ユニットとが一体化して該保持テーブルにより保持されることを特徴とする。
(もっと読む)
切削部材の外周形状の修正方法、ドレッサーボード及び切削装置
【課題】外周部に傾斜面を有する切削部材の偏芯量及び傾斜面の崩れを修正することができる切削部材の外周形状の修正方法、ドレッサーボード及び切削装置を提供する。
【解決手段】切削部材の外周形状の修正方法は、外周部に傾斜面11を有する円形のブレード10Aをダイシング装置の回転軸に取り付け、被切削物が配置される台上にドレッサーボード20を配置する工程と、ブレード10Aでドレッサーボード20の同一箇所を切り込み深さを大きくしながら繰り返し切削する工程とを含む。
(もっと読む)
研削品質評価方法、評価マップ作成方法、評価マップ、研削条件設定方法、研削条件設定プログラム、及び研削方法
【課題】 良好な品質で研削を行う。
【解決手段】 (a)回転する砥石の作用面にドレッサーを接触させた状態で、砥石の作用面内でドレッサーを移動させて、砥石をドレスするときのドレス深さ、または、ドレスされた砥石で被研削物を研削するときの研削切り込み量s、及び、ドレスにより砥石に形成される溝の最大深さの値tを決定する。(b)s及びtを用いて、被研削物の研削品質を評価する評価値を求める。
(もっと読む)
インゴット切断装置及び切断方法
【課題】ブレードのドレッシングを自動で精度良く行い、生産性を向上することができるインゴット切断装置、及び切断方法を提供することを目的とする。
【解決手段】切断テーブルにインゴットが水平に載置され、前記切断テーブルはインゴットを切断するためのブレードが前記切断テーブルに接触しないようにするための隙間を有し、前記ブレードを前記切断テーブルの隙間の位置で相対的に上方から下方に送り出すことによって前記インゴットを切断するインゴット切断装置であって、少なくとも、前記インゴットを前記ブレードで切断する位置にて前記インゴットの切り終わり部分を下方から支持するためのドレッシング材から成るインゴット支え部材を具備し、前記インゴットの切断時に前記インゴット支え部材の上部を切断して溝を形成し前記ブレードのドレッシングを行うものであることを特徴とするインゴット切断装置。
(もっと読む)
加工方法及び加工機
【課題】特殊構造に因らず象限切換えに伴う加工精度低下の問題を解決する。
【解決手段】砥石面の断面形状が円弧状になるようにドレス用工具24により砥石車48を加工する方法。(1)砥石車48の一端側から他端側に向かってドレス用工具24を軸方向送りすると共に、砥石車48の径方向中心側から外側に向かって径方向送りすることにより最大径の位置まで砥石車48を加工する工程と、(2)ドレス用工具24を砥石車48から離間させ、その後、径方向送りの送り方向を反転させて砥石車48に対してドレス用工具24を再度接触させる工程と、(3)反転後の送り方向にドレス用工具24を径方向送りすると共に、ドレス用工具24を軸方向送りすることにより、最大径の位置から所定の加工終端位置まで砥石車48を加工する工程と、を連続して実施する。
(もっと読む)
導波路成形用型の研磨治具
【課題】導波路を成形する型の凸部の面の高精度な研磨を容易に行うことができる研磨治具を提供する。
【解決手段】凹部32の各面が別々の部材に具備されるように研磨治具30を分割可能にすることにより、凹部の各面を高精度に仕上げることができる。研磨治具30が第1、第2及び第3の治具部材34、36及び38に分割可能であり、第1治具部材34が凹部32の側面32a、第2治具部材36が凹部32の底面32b、第3治具部材38が凹部32の側面32cをそれぞれ備える。
(もっと読む)
フレームクランプ
【課題】ダイシング装置に専用スペースや特別な構造変更を要することなく、かつ、ワークによる制約を受けることなく、ワークを保持したままドレッシング作業等を実行できるようにする。
【解決手段】フレームクランプ20が、フレーム押部24の上面にドレス部材25を備えるので、ダイシングテープ3でワーク2を保持した環状フレーム5を通常通りチャックテーブル16に装着してクランプさせればよく、フレーム押部24の上面の空きスペースを利用しているため、ダイシング装置に専用スペースや特別な構造変更を要することなく、必要時にドレス部材25を用いたドレッシング作業を実行でき、また、ドレス部材25は、チャックテーブル16の外周に配設されたフレームクランプ20のフレーム押部24の上面に配設されており、ワーク2の大きさによる制約を受けないとともに、ドレス部材25を装着したままワーク2の交換作業を行うこともできるようにした。
(もっと読む)
ダイシング用フレームユニット
【課題】ダイシング装置側に専用スペースや構造変更を要することなく、かつ、ワークによる制約を受けることなく、ワークを保持したままドレッシング作業等を実行できるようにする。
【解決手段】ダイシング用フレームユニット3が、環状フレーム5上にドレス部材7を備えるので、ワーク2を保持したダイシング用フレームユニット3を通常通りチャックテーブル16に装着すればよく、ダイシング装置側に専用スペースや構造変更を要することなく、必要時にドレス部材7を用いたドレッシング作業を実行させることができ、また、ドレス部材7は、環状フレーム5自体なる開口部6周りの環状領域に配設されており、ワーク2による制約を受けないとともに、ドレス部材7を装着したままワーク2の交換作業を行うこともできるようにした。
(もっと読む)
薄刃砥石のドレッシング装置、ドレッシング方法、半導体の製造方法、および精密部品の製造方法
【課題】薄刃砥石の側面をもドレッシングすることができる薄刃砥石のドレッシング装置、ドレッシング方法、半導体の製造方法、および精密部品の製造方法を提供する。
【解決手段】薄刃砥石101を回転させる砥石回転手段2と、所定の間隔に離間し、互いに異なる磁極が対向するように設けられた一対の磁力発生手段4、5と、前記対向する磁極の間の空間に磁力により保持された磁性砥粒7と、前記薄刃砥石の側面を前記空間に挿入可能とした移動手段と、を備えたこと、を特徴とする薄刃砥石のドレッシング装置が提供される。
(もっと読む)
1 - 20 / 35
[ Back to top ]