
Fターム[3C047BB04]の内容
研削機械のドレッシング及び付属装置 (4,541) | 一般砥石車のドレッシング (456) | 砥石車の円筒面をドレッシング (58)
Fターム[3C047BB04]に分類される特許
1 - 20 / 58
研磨方法及び研磨装置
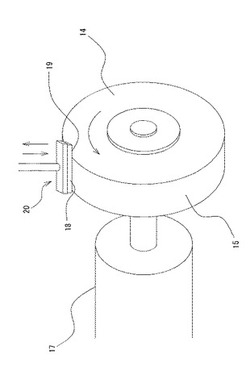
【課題】硬質材料の研磨を効率よく行うことができる研磨方法及び研磨装置を提供する。
【解決手段】多数の砥粒16を含有した砥石14と、砥石車14を回転駆動させる駆動部17と、を備える研磨装置10を用いて被研磨部材23を研磨するに際し、砥石14の研磨面15の目つぶしを行う目つぶし部材18と、目つぶし部材18を保持固定し、移動可能に備えられた目つぶし部材保持手段20と、駆動部17及び目つぶし部材保持手段20を制御する制御部を備えたものを用い、被研磨部材23の研磨の際に、制御部によって、目つぶし部材保持手段20を移動させて目つぶし部材18を研磨面15に常時押し当て、砥粒16の目つぶれの状態が一定になるように制御しながら被研磨部材23を研磨する。
(もっと読む)
ツルーイング方法および研削盤

【課題】ツルーイングロール8を砥石車7の外周面に接触させながら、移動させるツルーイング方法において、砥石車7に対するツルーイングロール8の法線方向の切込み量が変動しても、所望の砥石車7の表面粗さが得られるツルーイング方法及び研削盤を提供する。
【解決手段】
砥石車7の研削作用面の法線方向へのツルーイングロール8の切込み量に反比例させて接線方向の移動の速度を大きくする。さらに、砥石車7の周速度Vwとツルーイングロール8の周速度Vtの比Vt/Vwを、法線方向の切込み量が小さいほど大きくする。
(もっと読む)
首振り型の砥石成形装置
【課題】首振りロータリードレッサ装置と首振り単石ダイヤモンドドレッサ装置を一体化した砥石車成形用ドレッシング装置。
【解決手段】砥石車17の研削面に対して成形砥石27a,29aの角度調整をサーボモータ駆動により旋回軸14を旋回させることにより成形砥石台8を旋回させて行わせる角度調整機構12を有し、旋回軸14の軸心の長手方向先端に前記成形砥石台8を設け、この成形砥石台8にロータリー成形砥石27aと単石ダイヤモンド砥石29aをロータリー成形砥石27aの直径面が前記砥石車17の直径面と平行となるように、かつ、ロータリー成形砥石27aの直径を含む垂直面が単石ダイヤモンド砥石29aの成形軸心面を含むように支持ア−ム8b,8cを利用して並設した首振り型の砥石成形装置100。
(もっと読む)
電解ドレッシング装置
【課題】電解ドレッシングによる砥石表面の形状崩れを抑制して研削精度を向上させる。
【解決手段】回転砥石20に近接して電極部材32が設けられており、この電極部材32には回転砥石20の研削面20aに対向する円弧状の電極面32aが設けられる。この電極面32aの一端側にはブロック部材51が取り付けられ、電極面32aの他端側にはブロック部材52が取り付けられる。また、電極部材32にはクーラント流路53が形成され、このクーラント流路53はブロック部材51,52間の電極面32aに開口する。これにより、電極面32aと研削面20aとの間隔を一定に保つことが可能となり、電極面32aと研削面20aとの間に介在するクーラント量のバラツキを抑制することが可能となる。したがって、研削面20aを均一にドレッシングすることができ、研削面20aの形状崩れを防止してワークの研削精度を高めることが可能となる。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
ツルーイング方法および研削盤
【課題】高精度な検知センサーを用いることなく、短時間に砥石車の外周面を最適な状態に成形できるツルーイング方法及び研削盤を提供する。
【解決手段】粗ツルーイングロール9と仕上ツルーイングロール10を砥石車7の幅より広い間隔でツルーイング装置11の回転軸に取り付ける。第1ツルーイング工程では粗ツルーイングロール9を先行させて粗ツルーイングを行った後に、仕上ツルーイングロール10と砥石車7を接触させることにより、砥石車7と仕上ツルーイングロール10の相対位置を決める。第2ツルーイング工程では仕上ツルーイングロール10のみを使用して仕上ツルーイングを行う。
(もっと読む)
ドレッシング方法およびドレッシング装置
【課題】金属を研削することでドレッシングする方法において、砥粒突出し高さを研削能率に関わらずに設定できるドレッシング方法およびドレッシング装置
【解決手段】ドレッシング装置8のアーム82を旋廻軸心aの廻りで旋廻させることで、ドレッシング板84の厚さ方向と砥石車7の切込みの方向とがなす交差角度θを可変とする。交差角度θを砥石車7の砥粒先端からボンド表面までの距離である砥粒突出し高さにより決定する。ドレッシング初期は交差角度θが小さい角度でドレッシング板84を研削し、その後、交差角度θを大きくしてドレッシング板84を研削する。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
ドレッシング方法および研削盤
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法および研削盤
【解決手段】砥石車7で回転するドレッシングロール10を研削し、砥石車7とドレッシングロール10の接触弧の長さを所定の接触弧長さとすることで、ドレッシング後の砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の量とする。さらに、ドレス初期はドレッシングロール10の回転当りの砥石切込みを小さくし、ドレッシングの進行に伴い砥石切りこみを大きくする。
(もっと読む)
ドレッシング方法およびドレッシング工具
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法およびドレッシング工具。
【解決手段】所定の間隔を設けて鉄合金板を複数積層するドレッシング工具81、82、83を備え、各ドレッシング工具の鉄合金板の厚さに差を設け、薄い鉄合金板を備えたドレッシング工具81を最初に砥石車7で研削し、順次厚さの厚い鉄合金板を備えたドレッシング工具82、83を研削する。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
平面研削盤用ブロックドレッサ
【課題】寿命が長く、安価で、ドレッシングのための特別な段取を必要とせず、かつドレッシング時の抵抗の少ない平面研削盤用のブロックドレッサを提供する。
【解決手段】
平面研削盤2の研削テーブル4上に固定され、ドレッシング平面10aに設けられた砥粒層12を砥石車16の円周上の研削面16aに当接させるとともに、砥石車に対して該砥石車16の回転軸14に直角な方向に相対移動させて、砥石車16の研削面16aをドレッシングするブロックドレッサ10において、砥粒層12は、ドレッシング平面10a上に砥石車の回転軸14に対して傾斜して延在する帯状に少なくとも1条ベース部材10cに形成され、前記帯状の砥粒層12の前記回転軸線方向の幅12wは、砥石車16の幅16wより小さく形成されること。
(もっと読む)
研削装置
【課題】簡単かつ安価な構成で砥石車の付着物等の外部飛散をより確実に防止でき、またワークの寸法測定などの作業をより広い作業空間を確保しつつ行えるようにする。
【解決手段】研削装置は、ワーク20を保持するためのチャック18を備えた主軸と、加工ヘッド40と、この加工ヘッド40をX、Z軸方向に移動させるための駆動モータ34、38等のヘッド移動手段と、ワーク着脱時などに砥石車48を覆うための砥石カバー60とを備える。砥石カバー60は、その可動領域内であって主軸の軸線からX軸方向に外れた位置に配置されており、加工ヘッド40のZ軸方向の移動に伴い砥石車48が挿入されるようにZ軸方向に開口しかつこの開口から挿入される砥石車48をその全周に亘って径方向外側から覆うとともに先端側から覆うことが可能な形状を有する。
(もっと読む)
加工装置
【課題】砥石を用いる加工装置において、砥石の経時的な形状変化等に起因する製品不良の発生を予防する。
【解決手段】固定側ワークスピンドル120と可動側ワークスピンドル130の固定ホルダ102と可動側ホルダ103の間に保持されて回転する光学素子101を、砥石106で心取り加工する加工装置M1において、固定側ワークスピンドル120に修正用砥石104を設けるとともに、砥石106の外観形状を認識するカメラ105を備え、加工装置M1の制御部140は、カメラ105を介して認識された砥石106の外観形状を随時、修正用砥石104によって修正しつつ、光学素子101の外周部101aを研削加工することで、砥石106の形状の経時的な変化等に起因する光学素子101の製品不良を未然に防止する。
(もっと読む)
研磨装置
【課題】 本発明の課題は、円筒研削盤の主軸センタに挟み込むことで取り付け可能な軽量小型で且つツルーイング・ドレッシング効率の高いブレーキ制御式ツルーイング・ドレッシング装置を提供する。
【解決手段】 円筒研削盤の主軸センタに挟み込んで取り付けが可能である研磨装置であって、ブレーキシューにつれ回転半径方向に移動調整可能な球状錘を取り付けることにより、小型軽量でありながら研削効率が高く、砥石に制動力が働く回転数を調整できるようにした。
(もっと読む)
磁気記録媒体の表面処理方法及び磁気記録媒体の表面処理装置
【課題】研削砥石の交換時期を管理することで磁気記録媒体に磁性層側の表面平滑度を所要の平滑度に制御することができる磁気記録媒体の表面処理方法及び磁気記録媒体の表面処理装置を得る。
【解決手段】磁気テープの表面処理装置10では、長尺状の磁気テープ11が巻き掛けられたダイヤモンドホイール12の研削面12Aに磁気テープ11の磁性層側の表面を摺接させることで、該磁気テープ11の磁性面の表面処理を行いながら、ダイヤモンドホイール12でのテンションロスを連続的又は断続的に測定する。磁気テープ11の表面処理に伴う走行距離の増加に対しテンションロスが上昇トレンドから下降トレンドに転じた後には、ダイヤモンドホイール12を交換して磁気テープ11の磁性面の表面処理を行う。
(もっと読む)
研削装置およびウエーハ研削方法
【課題】ウエーハの裏面における外周余剰領域を残存させて環状の補強部を形成する際に、補強部の内周端の形状が凹凸状にならないように研削できるようにする。
【解決手段】研削砥石3b,4bを備えた研削ホイール3c,4cの外周側面をツルーイングするツルーイング手段14を備え、研削ホイール3c,4cの外周側面をツルーイング手段14によって適宜ツルーイングすることで、研削ホイール3c,4cの外周側面を真円状態に維持できるようにした。
(もっと読む)
バフロールのドレッシング装置
【課題】従来はバフロール式研磨装置内でバフロールを取り付けたままドレッシング作業を行っていたので、研磨作業を中断する必要があった。また、バフロールの回転速度は研磨作業用の遅いものにしか設定できず、精度高くドレッシングすることは難しかった。
【解決手段】専用のドレッシング装置1は、外周部に熱により脆化する繊維に砥粒が固定されてなる不織布層が形成されたバフロール(B)を保持するバフロール保持手段(支持軸)5と、バフロール保持手段によって保持されたバフロール(B)に対して圧力を加えながら摺動してドレッシングするドレッシングロール(回転研磨盤)67を備える。ドレッシングロール67の備えられたドレッシングユニット13はX1−X2方向及びY1−Y2方向に移動自在になっている。
(もっと読む)
ドレッサ
【課題】斜面と円柱面を有する内面研削砥石において、斜面をドレスしても円柱面の母線の長さを所定の長さに保つこと。
【解決手段】図3(a)に示したように、円柱面32の一端に段差部を設けることにより、円柱面32を、第1円柱面35と、第1円柱面35よりも外形が小さい第2円柱面36により構成する。斜面31をドレスする場合は、図3(b)に示したように、円柱面32を段差も含めてドレスして、段差のない円柱面32aを形成する。そして、図3(c)に示したように、第1円柱面35aの母線の長さがLとなる位置に段差部33を形成し、第2円柱面36aを設ける。このように、斜面31をドレスする度に、第1円柱面35の母線の長さがLとなるように円柱面32を成形することにより、第1内径面を研削する部分の長さ(即ち第1円柱面35の母線の長さ)を一定値Lに保つことができる。
(もっと読む)
砥石車をツルーイングする装置
砥石車を輪郭成形するためのツルーイング及びドレッシング装置。ツルーイング及びドレッシング装置は、砥石車スピンドルに取り付けられた砥石車に対してツルーイング砥石を位置決めするためのツルーイング砥石組立体を含む。ツルーイング砥石組立体は、ツルーイング砥石スピンドルハウジングと切込みスライドに装着された往復スライドとの間に位置づけされたツルーイング砥石スイベルを含む。切込みスライドスイベルは、切込みスライドとベースプレートに回転可能に接続される底部支持スイベルプレートとの間に位置づけされる。切込みスライドスイベル及びツルーイング砥石スイベルの両方を用いることによって、砥石車を取り外して、裏返して、装置に再挿入する必要なしに、砥石車の両側及び面のドレッシングを可能にする。 (もっと読む)
1 - 20 / 58
[ Back to top ]