
Fターム[3C049AA01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832)
Fターム[3C049AA01]の下位に属するFターム
砥石を用いるもの (1,164)
研削ベルトを用いるもの (149)
バフ又はブラシを用いるもの (130)
砥粒を用いるもの(ラップ加工) (311)
Fターム[3C049AA01]に分類される特許
61 - 78 / 78
精密加工技術として用いられる切削加工方法及び切削加工装置

【課題】超硬ドリルや超硬並びにcBN等のボールエンドミル等の工具を用いる切削加工に際し、短時間に精度の高い加工を可能とした精密加工技術として用いられる切削加工方法及び切削加工装置を提案する。
【解決手段】本発明の切削加工方法は、見かけ上の電極を高速で回転する工具とし、前記電極と被加工物との間に粘度が3000〜10000mm2/sの絶縁性流体を配置し、工具と被加工物との間に低周波交流高電圧を印加して前記絶縁性流体にクーロン力を作用させることにより、加工圧の加わる被加工物と工具との接触位置に前記絶縁性流体を配置制御させつつ工具を高速回転させて加工を行うことを特徴とする。
(もっと読む)
光学素子のパララックスフリーセンタリング方法及びその方法を実行する装置
本発明は、光学素子(1)、具体的にはメガネレンズの半完成品、のパララックスフリーセンタリングのための方法に関する。この方法によると、光学素子(1)は、エングレイビング(6)を備え、センタリング装置または受入装置の保持部材上にある。光学素子(1)は、そのエングレイビング(6)に基づいてセンタリングされる。  (もっと読む)
(もっと読む)
眼鏡レンズのブロック方法

【課題】眼鏡レンズのブロッキングを良好かつ的確に行う。
【解決手段】複数個の吸着手段35によって水平に保持されている眼鏡レンズ2をブロック位置の上方に搬送し、レンズ載置台8の上方に浮いた状態にする工程と、弾性シール7が取付けられたレンズホルダ6を眼鏡レンズ2の上方に搬送して中心を眼鏡レンズ2の加工中心に位置付ける工程と、レンズホルダ6を垂直に下降させて眼鏡レンズ2の凸面中央に押し付けて弾性シール7を貼着し、その下降押圧力で吸着手段35による眼鏡レンズ2の吸着保持を解除してレンズ載置台8に眼鏡レンズ2を押し付けることにより、眼鏡レンズ2をレンズホルダ6でブロックする工程とを備えている。
(もっと読む)
レンズホルダへの弾性シール貼着方法
【課題】 レンズの縁摺り加工に用いられるレンズホルダに弾性シールを自動的に貼着し、作業性を向上させる。
【解決手段】 シール供給装置によって弾性シール3をシール貼着位置A5 に供給する。弾性シール3は、台紙65と保護紙66によって覆されロール状に巻回されたシールテープ67の形態でテープ装填部に装填され、保護紙66を剥離した状態でシール貼着位置A5 に搬送される。シール貼着位置A5 において、センサ220が台紙66の位置決め用孔の前縁を検出し、その検出時から所定時間台紙65を送った後搬送を停止させる。この停止位置を弾性シール3の貼着基準位置として位置決めし、上方からレンズホルダ2を弾性シール3に押し付けて貼着する。
(もっと読む)
形状修正研磨方法
【課題】より高精度な加工が可能な形状修正研磨方法を提供すること。
【解決手段】実際の加工に使われる工具を用いて、加工対象と同一の材質で基準形状を有する工作物に対して、実際の加工時と同じ加工条件(研磨荷重、工具運動速度等)で加工を行い、単位除去量を求める。曲率が一致した工具と工作物における理想的な単位除去形状を、単位除去領域における工具の通過距離を積分した形として求める。工作物上の任意の位置において、工具構成材の形状と寸法と物性値と、加工部位の形状と、工作物の物性値と、工具に作用する荷重とその荷重作用点から、工作物に接している工具面内圧力分布をシミュレーションにより求め、この圧力分布に対して最大圧力値を1として0から1の間で正規化する。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
光コネクタ用研磨治具
【課題】複数の光伝送線を折損させずに一括して安定性良く整列させた上で精度良く研磨できる構造の光コネクタ用研磨治具を提供すること。
【解決手段】この研磨治具は、光ファイバテープ16毎の光ファイバの端面を研磨するための研磨装置(略図)に搭載される本体部1と、本体部1に装着されたガイド部3と、ガイド部3内で案内されて鉛直方向に移動可能であって、テープ16を搭載した光コネクタの後方ハウジング13を保持固定し、且つ光ファイバ用整列部材を持った保持部2と、保持部2に連結されてその鉛直方向の移動距離を規制するための移動規制部4とを備える他、本体部1に梃子状に取り付けられると共に、保持部2に連結されて揺動可能な支片部材の先端側に設けられた装着棒に研磨装置の研磨面に対するテープ16毎の光ファイバの端面の研磨荷重を調整するための錘(各部は略図)が装着される構成となっている。
(もっと読む)
超音波加工装置
【課題】回転精度が高く、かつ回転速度が大きい回転工具を持つ超音波加工機を提供すること。
【解決手段】軸心に穴を持つステンレス製の回転軸2を回転させるためのモータ1が備えられ、このモータ1の軸に第1のプーリー11が接続されている。回転軸2には第2のプーリー12があり、モータ1の回転を伝達するためのベルト13がある。回転軸2を回転自在に支持するための軸受7があり、さらにこの軸受7を固定するためのステンレスのケース14がある。回転軸2には突起15があり、第1のフランジ16、圧電セラミック18を接合したブレード6そして第2のフランジ17が嵌め込まれ、そしてナット19で締め付けられ、さらに緩み止めナット20によりさらに締め付けられる。圧電セラミック18の駆動配線は、超音波発振機8からリード線22が回転軸2の穴21を通り接続される。
(もっと読む)
物体を保持または固定するための方法およびその装置
ここでは、容積制御可能な構成要素10と、構成要素10を操作可能な容積制御器を備えた保持手段について示す。容積制御器は、構成要素10に対し、質量変化を伴わない物理的な容積変化を生じさせる条件を与えるように構成されている。この容積変化は、保持力を生じさせる。更に、ここでは、容積制御可能な質量不変の構成要素10と、これとは別個の物体30との間において、負圧を生じさせる方法について示す。この方法は、構成要素10に対し、質量変化を伴わずに容積を増加させる増加条件を導入することを含んでいる。その後、別個の物体30は、質量変化を伴わずに容積を減少させる減少条件が後に導入される構成要素10と接触せしめられる。 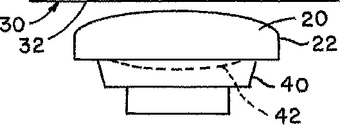 (もっと読む)
(もっと読む)
眼鏡レンズ加工装置
【課題】 穴開け工具の折れにより、不良レンズが連続して発生することを防止する。
【解決手段】 眼鏡レンズにリムレスフレームを取り付けるための穴を穴開け工具によって加工する穴開け機構をもつ眼鏡レンズ加工装置は、穴開け工具の折れの有無を検知する検知手段を備える。検知手段は、穴開け工具の先端に接触させる接触子を穴開け工具の先端に相対的に接触させる移動手段と、接触子の動きを電気的に検知する検知器とを備え、検知器を穴開け工具が配置された加工室外に配置したことを特徴とする。
(もっと読む)
物品の保護材および物品の保護方法
【課題】物品の所要面が傷つけられたり汚損されたりしないよう、簡単、確実に保護することができ、しかも保護工程、保護解除工程をきわめて簡単に行える物品保護材と保護方法を提供する。
【解決手段】物品の表面を保護するための手段として、凝固点が水のそれを超える液状の高分子化合物、またはこれと微粉末とを混合したゲル状物、もしくは凝固点が水のそれを超える液状の高分子化合物かゲル状物を含浸または塗布させたシート状物を用い、これらで物品の保護対象面を覆い、冷却により高分子化合物を凍結させて保護膜や保護層を形成し、保護が不要になったときには、昇温して解凍する。
(もっと読む)
光学ガラスの製造方法および装置
【課題】従来必要とされてきた製造の複雑さを軽減する。
【解決手段】本発明は光学ガラス50を製造する方法および装置に関する。前記ガラス50は成形工程の後、研磨およびマーキングされる。研磨およびマーキング工程は、共通の製造セル40内で行われる。そのために、共通の製造セル40内に研磨ステーション54、洗浄ステーション56およびマーキングステーション58が配設されている。 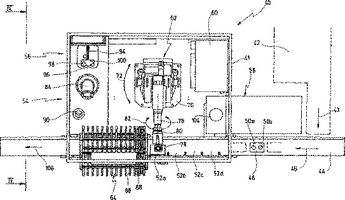 (もっと読む)
(もっと読む)
薄帯状材料のバリ取り方法及びバリ取り装置
【課題】薄帯状材料のバリ取りにおいて、バリ取りローラーの幅を調整する必要のない、バリ取り後の薄帯状材料の精度が高い、バリ取り方法及び装置を提供する。
【解決手段】薄帯状材料11を搬送しながら、薄帯状材料11と平行の回転軸を有し、バリ取り具18、締付具19、装着軸20からなるバリ取りローラー14により薄帯状材料11の両端部のバリを取る。バリ取りローラー14のバリ取り具18の幅は薄帯状材料材料の幅よりも広く、バリ取りローラー14のバリ取り具18は回転軸の断面が鈍角のV字形であり、V字を形成する各面に薄帯状材料11の片面の両端部の各部が押し当てられ、バリ取りローラー14は薄帯状材料の搬送方向とは逆の回転をする。
(もっと読む)
吸着治具の装着装置
【課題】偏光方向が既知である偏光光学部材を眼鏡レンズの光学特性の検出光学系に配置し、隠しマーク等を検出せずに眼鏡レンズの画像の明暗により眼鏡レンズの偏光軸を認識し、眼鏡レンズの加工後や眼鏡フレームの枠替えの際に隠しマーク等と偏光軸が合っているか否かを確認することができる吸着治具の装着装置を提供すること。
【解決手段】吸着治具の装着装置は、眼鏡レンズ5の画像を撮像する撮像光学系(FP1)および眼鏡レンズの光学特性を検出する検出光学系(FP2)を有し、該検出光学系(FP2)により検出された光学特性に基づき装着ポイントを決定し、該装着ポイントに眼鏡レンズ5の加工の際に用いられる吸着治具(装着治具4)の装着中心を位置させて該吸着治具(装着治具4)を前記眼鏡レンズの表面に装着するようになっている。しかも、前記検出光学系(FP2)に偏光方向が既知である偏光光学部材70を配置している。
(もっと読む)
研磨冶具及びそれを用いたスタブの研磨方法
【課題】 光ファイバを接着固定してなるスタブの先端面を研磨する研磨治具において、粗研磨、中仕上げ及び仕上げの各研磨工程後、スタブ先端面が一様な状態に研磨することができ、併せてスタブ付け替えの工数を低減することができる研磨治具を提供する。
【解決手段】 フェルール3の貫通孔3aに光ファイバ2を接着固定してなるスタブ1の先端面側を研磨する研磨冶具17において、該研磨冶具は前記スタブを摺動可能に保持する貫通孔13を有した保持具12を備え、前記貫通孔は前記研磨冶具の中心もしくは該中心の同心円上に位置する。
(もっと読む)
センタリング−ブロッキング装置において眼鏡レンズをセンタリングするための方法及び関連するセンタリング−ブロッキング装置
本発明は、眼鏡レンズを手動でセンタリングする方法に関する。この方法は、a)較正のために、照明手段によって透明記号支持体だけを照明しているときに、前記照明手段(S)と捕捉手段(C)との間に介挿された透明支持体(124)に形成される予め定められた幾何学的図形(124B)の影を捕捉して記憶するステップであって、前記幾何学的図形が2mmから10mmの範囲の最大外径寸法を呈する、ステップと、b)前記眼鏡レンズと前記透明支持体を重畳するステップと、c)前記照明手段によって前記眼鏡レンズと前記透明支持体を一緒に照明しているときに前記眼鏡レンズによって偏向される前記透明支持体の前記幾何学的図形の影を捕捉して記憶するステップと、d)前記捕捉手段(C)を用いて、前記照明手段によって照明しているときにセンタリング対象の前記眼鏡レンズ(103)の前記中心標識及び軸標識(PC)の一方又は両方の影を捕捉するステップと、e)まず、眼鏡レンズ(103)の中心標識及び軸標識(PC)の一方又は両方の影を表示画面に表示し、次に、フレームの縁(200)の基準点(CB)に対する前記眼鏡レンズ(103)の中心標識(PC)の所望の位置に対応する仮想センタリング目標(CC)を表示画面(105)に表示するステップと、f)ステップa)及びc)のステップにより捕捉されたものを比較することによって測定される前記幾何学的図形(124B)のプリズム偏向から、中心標識(PC)に対する眼鏡フレームの縁の基準点の補正済み相対位置(CBc)又はその逆の補正済み相対位置を推定するステップと、g)眼鏡レンズ(103)の中心標識(PC)の影と仮想センタリング目標(CC)を一致させるステップとを含む。  (もっと読む)
(もっと読む)
眼鏡レンズ製造方法及び眼鏡レンズ製造システム
セミフィニッシュレンズブランクス等のブランクスの種類の減少、材料の節減及び加工時間の短縮を図る。
製造側の工場200に配置されている眼鏡レンズ設計装置201及びこれに接続されるレンズ加工装置は、発注側の眼鏡店100に配置されている発注端末101から送られる発注情報に基づいて、NC制御のカーブジェネレータ用い、適合するセミフィニッシュレンズブランクス又はレンズブランクスをその基準面が所定角度傾くようにブロッキングし、円形レンズの円の中心に前記玉型形状の幾何中心が位置することになるように前記プラスチック材料の両面の曲面形状を発注にかかる眼鏡レンズの光学仕様を満たす形状に形成し、次いで、この円形状レンズを発注にかかる眼鏡レンズの玉型形状に加工して発注にかかる眼鏡レンズを得る。
(もっと読む)
光ファイバコネクタ用研摩固定治具およびその使用方法
【課題】 光ファイバコネクタのフェルールおよび光ファイバの突出量の変化を補償できる研摩固定治具を提供することにある。
【解決手段】 スプリングレス光ファイバコネクタに使用するのに適した研摩固定治具、その使用方法、並びに一体型スプリングを備えたコネクタを提供する。研摩固定治具は、少なくとも1つのベースプレートおよび複数のコネクタ組立体を有している。各コネクタ組立体はスプリングを有し、スプリングの力に抗してコネクタが移動することにより、研摩中にスプリング力がコネクタに加えられて、研摩固定治具のベースプレートの下に突出するコネクタおよび光ファイバの突出量の変化を補償する。本発明の研摩固定治具は、円形および非円形コネクタ、および単一およびマルチファイバコネクタに使用できる。
(もっと読む)
61 - 78 / 78
[ Back to top ]