
Fターム[3C049AA06]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | バフ又はブラシを用いるもの (130)
Fターム[3C049AA06]に分類される特許
1 - 20 / 130
ガラス板研磨装置
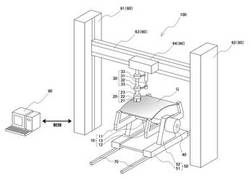
【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
バリ取り装置

【課題】 ワークを搬送する搬送ベルトの搬送面やワーク吸着用の透孔に粉塵や油等の異物が残ることを防ぎ、次のワークに悪影響を与えないバリ取り装置を提供する。
【解決手段】 搬送面4aからその裏面に貫通する無数の透孔4bが形成された無端の搬送ベルト4を有し、この搬送ベルト4の搬送面4aの上に、バリが上面に形成されたワークを載せて搬送するベルトコンベア1と、このベルトコンベア1の上方に配置されて搬送ベルト4上のワークのバリを取るバリ取りヘッドと、搬送ベルト4の裏面側から透孔4bを通じてエアを吸引し、ワークを搬送面4aに吸着させるエア吸引手段6と、エア吸引手段6のエア吸引用ブロア41の排気の一部を搬送ベルト4の搬送面4aに吹き付ける排気吹付け手段45とを備える。
(もっと読む)
デバーリング装置
【課題】本発明は、金属製品または非金属製品の成形または切断作業時に発生するバリを自動で除去するだけでなく、デバーリング作業時に発生する騒音及び異質物による作業空間汚染を最小化することができるデバーリング装置を提供するためのものである。
【解決手段】本発明に係るデバーリング装置は、ベースの上に設けられてデバーリング対象物を移送する移送経路を形成する移送モジュール、ベースの上のデバーリング対象物の移送経路の上に設けられてデバーリング対象物をデバーリングするデバーリングモジュール、及びベースの上に往復動可能に設けられて移送モジュール及びこの移送モジュールの上のデバーリング対象物が外部に露出することを選択的に遮断するだけでなく、デバーリングモジュールを用いたデバーリング対象物のデバーリング作業時に発生する粉塵及び騒音が外部に伝えられることを防止する遮断カバーを含むことを特徴とする。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法、並びにガラス基板
【課題】磁気ディスク用ガラス基板の端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の製造方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、基板の外周側端面に砥石を接触させて研削することにより基板の端面を形状加工する。上記砥石は、端面部分を有する円盤状に形成されその中心を回転軸にして回転可能に構成されている円盤状回転砥石である。砥石の移動方向とガラス基板の移動方向とが交差するようにして、砥石の端面部分を基板の端面に接触させ且つ前記基板と砥石とを相対的に移動させる。
(もっと読む)
磁気ディスク用ガラス基板の製造方法、磁気ディスクの製造方法及びガラス基板
【課題】中心部の円孔の内径寸法公差を十分に縮小でき、かつ、内周端面の形状バラツキを十分に低減させながら、内周端面を鏡面化することができる磁気ディスク用ガラス基板の製造方法を提供する。
【解決手段】外周端面及び円孔1の内周端面を研削する端面研削工程と、この端面研削工程の後、端面を研磨する端面研磨工程とを有し、端面研削工程においては、端面のうちの面取り面の面粗さを面取り面を除く内周端面の面粗さよりも低粗さとし、端面研磨工程においては、面取り面を含む端面の全体をブラシ研磨により研磨する。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
長尺部材のバリ除去装置
【課題】長尺部材の端面のバリを適切に除去することができるバリ除去装置と提供すること。
【解決手段】長尺部材Pのバリ除去装置1であって、平行に配置されて前記長尺部材Pを直交する姿勢で搬送する2本の搬送レール3と、前記搬送レール3に沿って前記長尺部材Pを押しながら搬送する搬送部材9と、前記搬送レール3の幅方向の両側に設置されるバリ除去手段11と、を備え、前記搬送レール3は、前記長尺部材Pを回転させるために搬送方向に沿って山部3aおよび谷部3bが交互に連続している。
(もっと読む)
ブラシ研削装置及びブラシ研削方法
【課題】加工効率が高いブラシ研削装置及び方法を提供する。
【解決手段】ブラシホルダ3に保持された研削ブラシ2の先端を金属リングWに当接させて研削加工を施すブラシ研削装置において、研削ブラシ2を、その拘束部10から先端までの長さがL3に設定される第1研削ブラシ2aと、拘束部10から先端までの長さがL3よりも長いL4に設定される第2研削ブラシ2bとで構成し、研削ブラシ2a及び研削ブラシ2bがブラシホルダ上で混在するように、研削ブラシ2a及び研削ブラシ2bを配置する。
(もっと読む)
円盤状基板の製造方法およびスペーサ
【課題】円盤状基板の外周端面の研磨を行なう工程と内周端面の研磨を行なう工程とで共通のスペーサを使用することができ、円盤状基板の生産性を向上させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板10の間にスペーサ110を介在させて積層する積層工程と、ガラス基板10の内周端面を研磨する内周研磨工程と、内周研磨工程の後に積層状態を維持したままガラス基板10の外周端面を研磨する外周研磨工程と、を有し、スペーサ110は、ガラス基板10の外径半径をR1、内径半径をR2、外径チャンファ長をCout、内径チャンファ長をCin、スペーサ110の外径半径をr1、内径半径をr2、とすると、r2>R2+Cin…(1)r1<R1−Cout…(2)r1+r2<R1+R2−Cout…(3)であることを特徴とするガラス基板10の製造方法。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対の研磨ブラシ10g,10gでそのブロックの四隅R面および四側面を仕上げ研磨加工する面取りを行って表面平滑度の優れた角柱状インゴットブロックを短時間で製造することができる複合面取り加工装置1の提供。
(もっと読む)
円盤状基板の製造方法
【課題】一表面のみを情報の記録等に使用し、他表面を使用しない円盤状基板を製造する場合において、円盤状基板の生産能力をより向上させることができる円盤状基板の製造方法を提供する。
【解決手段】一表面に情報を記録するガラス基板10の製造方法であって、ガラス基板10の一表面、他表面、外周面、内周面を研削する研削工程と、ガラス基板10の内周面を研磨する内周研磨工程と、ガラス基板10の外周面を研磨する外周研磨工程と、一表面が研磨面となった2枚のガラス基板10を、ガラス基板10が合わせられた際の間隔を定める間隔規制部材を含む接着剤を用いて一表面とは反対側の他表面で接合する接合工程と、接合工程により接合された2枚のガラス基板10の各々の一表面を同時に研磨する研磨工程と、を有することを特徴とするガラス基板10の製造方法。
(もっと読む)
グリーンボールの加工装置およびグリーンボールの加工方法
【課題】量産性が高いグリーンボールの加工装置およびグリーンボールの加工方法を提供する。
【解決手段】グリーンボールの加工装置は、上加工定盤部と下加工定盤部とを備えている。上加工定盤部が第1の高さ位置にある状態で、上加工定盤部と下加工定盤部とは、下加工定盤部の第1の平面と上加工定盤部の第2の平面との間にグリーンボールを挟み込むための内部空間を有している。上加工定盤部は、第1の高さ位置で内部空間にグリーンボールを挿入するための挿入部を含んでいる。上加工定盤部と下加工定盤部とは、上加工定盤部が第1の高さ位置にある状態で内部空間にグリーンボールを保持でき、かつ上加工定盤部が第2の高さ位置にある状態で、グリーンボールを上加工定盤部と下加工定盤部との間の空間から排出できるように構成されている。下加工定盤部は、グリーンボールを下加工定盤部の第1の平面上から排出するための排出部を含み、排出部は内部空間の範囲外に構成されている。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
金属リング研削方法及び金属リング研削装置
【課題】金属リングの研削加工に際し、研削ブラシの偏磨耗が発生するのを防止する。
【解決手段】ワーク保持部100により金属リングWを保持して円周方向に沿って回転させ、加工ヘッド200により研削ブラシ211を、金属リングを横切るような周回軌道に沿って移動させることにより金属リングの端縁の研削加工を行うに際し、研削加工が行われていないときに、次の研削加工に先立って、ブラシ回転手段210a、210b、270、280により、研削ブラシを長さ方向の軸の周りに所定角度だけ回転させるようにする。
(もっと読む)
円盤状基板の製造方法および円盤状基板の保持具
【課題】円盤状基板の外周研磨を行なう工程を別途設ける必要がない、または別途設ける必要がある場合でもその研磨時間を短縮でき、円盤状基板の生産性を向上させることができると共に円盤状基板の製造費用を低減させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、ガラス基板の少なくとも外周端面を研削する端面研削工程と、研削工程および端面研削工程を経たガラス基板の主表面および外周端面を共に研磨する研磨工程と、を有し、研磨工程は、孔部34と孔部34の内周端面にガラス基板の外周端面を研磨するブラシ部36とを有する保持具30Bの孔部34にガラス基板を保持して研磨を行なうことを特徴とする円盤状基板の製造方法。
(もっと読む)
研磨液供給装置
【課題】簡便且つ確実に、所定量の研磨液を回転バフに供給することができる研磨液供給装置を提供する。
【解決手段】ロッドレンズアレイのロッドレンズが露出する端面を研磨する端面研磨装置6の回転バフ12に研磨液を供給する研磨液供給装置30であって、前記研磨液を収容する研磨液容器34と、前記研磨液を前記回転バフに向けて吐出する吐出部36と、前記研磨液容器と前記吐出部とを流体連通させるチューブ38と、前記研磨液容器から前記吐出部まで前記チューブを通して前記研磨液を搬送するポンプ44とを備え、前記ポンプが、所定インターバルで、前記研磨液を前記吐出部から吐出させるように作動され、前記ポンプの作動中は、前記回転バフの回転速度が低下する。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
1 - 20 / 130
[ Back to top ]