
Fターム[3C058BA09]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | その他の事項について検知、設定するもの (308)
Fターム[3C058BA09]に分類される特許
161 - 180 / 308
基板研磨装置および基板研磨方法

【課題】過研磨による製造歩留まりの低下や、工程のやり直し(リワーク)による製造コストの増大を抑制し、目標とする残膜厚に正確に研磨することができる基板研磨装置及び基板研磨方法を提供する。
【解決手段】研磨対象基板を研磨する機構302と、基板上に成膜された薄膜の厚みを計測する為の膜厚測定装置307と、目標とする研磨後の薄膜厚みを入力する為のインタフェース310と、研磨時間および研磨速度を算出する為の演算装置308bを有する制御装置308とを備え、演算装置308bは、基板上に成膜された上層の薄膜及び下層の薄膜それぞれの膜種の研磨速度比、及び基板上に成膜された薄膜の研磨量と研磨時間との関係に基づき、複数に積層された薄膜のうちの少なくとも一層の研磨速度またはそれぞれの薄膜における研磨速度を算出し、この算出した研磨速度を基に追加研磨時間を設定する手段を備えている。
(もっと読む)
研磨終点検知方法

【課題】初期膜厚や研磨レートによらず、研磨終点を正確に検出することができる研磨終点検出方法を提供する。
【解決手段】本発明の方法は、基板の研磨中に、該基板の表面に光を照射し、表面からの反射光を受光し、異なる複数の波長での反射強度を用いて算出された第1の特性値Aおよび第2の特性値Bをモニターし、第1の特性値Aおよび第2の特性値Bの極値が所定の時間差内で現われた時点T2を検出し、検出された時点T2の後に現われる、第1の特性値Aまたは第2の特性値Bの所定の極値A6またはB8を検出し、そしてこの所定の極値が検出された時点に基づいて研磨終点を決定する。
(もっと読む)
スラリー供給装置
【課題】研磨装置において、従来は、研磨用流体中の微生物の存在の有無、微生物の繁殖傾向、および微生物汚染防止手段の駆動による実際の効果を、常に迅速に把握、確認することができないため、研磨装置でのウエハの安定した研磨に課題があり、常に安定した研磨を維持することができるスラリー供給装置を提供することを目的とする。
【解決手段】研磨原液の供給ライン7から前記複数の研磨原液の混合液であるスラリーの研磨装置34、37への供給ライン32、35に至るいずれかの部位に、微生物を検出する微生物検出手段200を備えたことを特徴とするものである。
(もっと読む)
ウェーハの研磨状態モニタ方法並びに研磨状態モニタ装置
【課題】CMPにおいて、外乱の影響を排除してウェーハの研磨状態を精度よく検知し、研磨終点の制御精度を向上する。
【解決手段】ウェーハWの表面に白色光を照射し、その反射光を分光する手段を具備し、研磨中、ウェーハW表面から反射される波長ないしは波数に対する反射率波形をフーリエ変換するステップと、フーリエ変換された波形に対して、変化する周期性部分を精製するステップと、フィルタリング後の波形を逆フーリエ変換して反射率波形を復元するステップを有し、研磨終了時点で得られる所定の反射率波形と研磨中の反射率波形とを所定域においてその山谷位置を照合し、その照合結果を基に研磨の終点を検出することにより、スラリー等による生じる外乱の影響を低減する。
(もっと読む)
CMPプロセス制御のためのインライン流出液分析方法及び装置
化学機械平坦化(CMP)プロセスによって生成される流出液の流動を収集及び分析するための装置及び方法は、少なくとも1の流出液特性の連続測定を行い、時間で結果を積分して、平坦化プロセスの容量分析を生成する。容量分析はフィードバック/フィードフォワード信号として用いられて、平坦化プロセスそのものを制御し(例えば、フィルム材料の既知の初期の厚さによる終点の検出)、範囲外の測定値のためのアラーム信号を生成し、及び/又は、放出前に流出液を処理するのに有用な廃棄物流動の指標を生成する(例えば、pH補正の決定)。 (もっと読む)
終点窓を持った研磨パッドおよびこれを用いたシステムおよび使用方法
研磨操作における終点の現場監視用の信号を、それを経由して伝送する経路を含む研磨パッド。一つの実施態様において、研磨パッドは、ガイドプレートの第一面上の研磨組成物分配層およびガイドプレートの反対の第二面上の支持層を含む。該ガイドプレートは、研磨パッドを含む面に実質的に法線である第一方向に沿って、また研磨組成物分配層を経由して、伸びている複数の研磨エレメントを保持している。該研磨パッドは、第一方向に沿って、かつパッドの厚みを経由している光路を含んでいる。  (もっと読む)
(もっと読む)
消耗材の評価方法
【課題】交換後の消耗材の評価を既設の研磨レシピを利用して正確に行うことにより、生産性の向上を図ることができる、消耗材の評価方法を提供する。
【解決手段】研磨ヘッドに保持された研磨パッドの研磨面を研磨機構に保持されたウェハの被研磨面に当接させた状態で相対移動させることにより、ウェハの研磨加工を行う研磨装置における消耗材の評価方法であって、研磨加工の加工条件が入力されたときに、入力された加工条件に基づいて研磨加工後の被研磨面における研磨量の円周方向の理論ばらつきが所定の基準値以下となるように加工条件の補正を行い、研磨装置を構成する消耗材のうちの一つを評価用の消耗材に交換し、補正された加工条件に基づいてウェハの研磨加工を行い、ウェハの被研磨面における研磨量の円周方向の実ばらつきを算出し、算出された前記実ばらつきに基づいて、交換された消耗材の評価を行う。
(もっと読む)
複数のスペクトルを使用する化学機械研磨での終点検出
コンピュータで実施される方法は、その場光学監視システムを使用して少なくとも1つの現在のスペクトルを得るステップと、現在のスペクトルを複数の異なる基準スペクトルと比較するステップと、その比較するステップに基づいて、研磨を受けている最外層を有する基板について研磨終点に達したかどうかを決定するステップとを包含する。現在のスペクトルは、研磨を受けている最外層および少なくとも1つの下位層を有する基板から反射される光のスペクトルである。複数の基準スペクトルは、同じ厚さを有する最外層および異なる厚さを有する下位層を有する基板から反射される光のスペクトルを表す。  (もっと読む)
(もっと読む)
ウェハ研磨装置及びウェハ研磨方法
【課題】ウェハ研磨において、コストの増加、装置の生産能力の低下、及び歩留りの低下等を防止する。
【解決手段】ウェハ研磨装置は、ウェハを固定するために研磨キャリアヘッド104に設けられたリテーナリング108と、リテーナリング面出し手段110と、リテーナリング形状測定手段111とを備えている。
(もっと読む)
研磨中に基板縁部の厚さを測定する方法および装置
基板研磨の終点を決定するシステム、方法、および装置が提供される。本発明は、基板の縁部へ光を伝えるように構成された光源と、基板縁部から反射した光の構成を検出するように構成された1つまたは複数の検出器と、反射光の構成に基づいて基板縁部に対する研磨の終点を決定するように構成された制御装置とを含む。多数の他の態様も提供される。 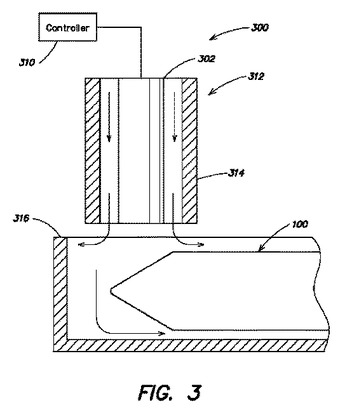 (もっと読む)
(もっと読む)
半導体装置の製造装置および製造方法
【課題】半導体装置の研磨装置および研磨方法において、研磨パッド表面の変化を検知し、研磨条件へフィードバックし、最良の研磨プロファイルを実現する。
【解決手段】研磨パッド12に研磨剤15aを供給し、半導体ウェハ13をヘッド14に保持させ、研磨パッド12の硬さを測定する。ヘッド14と研磨パッド12を回転させながら、ヘッド14に保持された半導体ウェハ13を研磨パッド12に押し付けて研磨を行う。この際、研磨パッド12の硬さをセンサ17にて測定し、測定結果に基づいて、ヘッド14における半導体ウェハ13の周辺部もしくは中央部に対する押し付け圧力を制御する。
(もっと読む)
マスクブランク用基板の製造方法、多層反射膜付き基板の製造方法、及び反射型マスクブランクの製造方法、並びに反射型マスクの製造方法
【課題】研磨、洗浄後の基板表面の研磨砥粒の残留を確実に防止し、高平滑な基板表面が安定的に得られるマスクブランク用基板、この基板を用いた反射型マスクブランク及び反射型マスクを提供する。
【解決手段】ガラス基板の表面に研磨パッドを接触させ、ガラス基板の表面に研磨砥粒を含む研磨液を供給し、ガラス基板と研磨パッドとを相対的に移動させてガラス基板の表面を研磨する研磨工程と、ガラス基板の表面を洗浄する洗浄工程とを有し、研磨砥粒はコロイダルシリカであって、研磨液のゼータ電位の極性と洗浄液のゼータ電位の極性とを一致させる。得られるマスクブランク用基板1上に多層反射膜2及び吸収体膜4を形成して反射型マスクブランク10とし、この反射型マスクブランク10における吸収体膜4をパターニングして吸収体パターンを形成して反射型マスク20とする。
(もっと読む)
ワイヤソー
【課題】ワイヤソーによってワークを切断する際のワークの割れや加工精度の低下を防止する。
【解決手段】切断開始時には、スラリ貯留槽41は静止したままでワーク28が下降し、ワーク28がワイヤWに接触すると切断が開始される(図3(a))。やがてワーク28の下端がスラリに浸漬し、浸漬量L2が所定量になると、スラリ貯留槽41はワーク28に連動して下降する(図3(b))。そこで、浸漬量L2は一定に保たれる一方、スラリの液面とワイヤWとの間の距離L1は切断の進行に伴って徐々に増加する(図3(c))。
(もっと読む)
研磨終了時点の予測・検出方法とその装置
【課題】渦電流によるジュール熱損を極小に抑えるとともに、デバイスウェーハを貫通しない程度の微細な磁場であっても、その変化を確実に検出し、仕上げ研磨条件を変更することで研磨終了時のウェーハ表面を高精度で均一化し、かつ研磨終了時点を精度よく予測・検出しうる研磨終点の予測・検出方法とその装置を提供する。
【解決手段】所定の導電性膜28に高周波インダクタ型センサにおけるインダクタ36を近接させ、該インダクタ36で形成される磁束により所定の導電性膜28に誘起される磁束変化をモニタし、研磨中の膜厚が所定の導電性膜28の材質を一因子として決まる表皮深さと同等もしくはその付近になった場合の独特な磁束変化を基に特徴のある変化を検出し、該特徴のある変化からその場で研磨終了時のウェーハW面内表面が均一面になるように仕上げ研磨条件を変更する。
(もっと読む)
超仕上げ加工工程における仕上げ状態の判定装置及び判定方法
【課題】ワーク表面の超仕上げを行う超仕上げ加工工程において超仕上げ加工の間にその仕上げ状態を判定する。
【解決手段】仕上げ状態判定装置16は、ワークWの表面に超仕上げ加工を施す加工装置1に設けられるAEセンサ15と、対象となるワークWの超仕上げ加工の前に行われる他のワークに対する超仕上げ加工の際にAEセンサ15から出力されるAE信号をマスタ信号100として記憶するマスタ信号記憶部34と、対象となるワークWの超仕上げ加工の際にAEセンサから出力されるAE信号である検査信号200をマスタ信号記憶部34に記憶されたマスタ信号100と比較する信号比較部36と、信号比較部36による比較結果に基づき仕上げ状態の良否を判定する判定部37と、を備える。
(もっと読む)
研磨方法及び研磨装置
【課題】オーバーハングを行うことなく、半導体ウェハ等の研磨対象物を研磨面から安全に引き離して、研磨対象物の研磨面からのリフトオフを行うことができるようにする。
【解決手段】保持具101Aによって保持した被研磨物の被研磨面を研磨面に押圧し、被研磨物と研磨面とを相対運動させながら、研磨面に液体を供給して被研磨面に対する処理を行い、前記処理を終了した後、研磨面に供給する液体の流量を減少させた状態で、保持具101Aで被研磨物を吸引して研磨面から引き離し、被研磨物が研磨面から離れて保持具に吸着されたと判断した時に保持部を被研磨物と共に上昇させる。
(もっと読む)
研磨装置
【課題】基板に対する研磨パッド(およびポリッシングプレート)の浮き上がりを防止した研磨装置を提供する。
【解決手段】本発明に係る研磨装置は、ポリッシングプレート22に貼り付けられた研磨パッド23をチャック11に保持された基板Wに当接させながら相対移動させて基板Wを研磨するように構成された研磨装置において、研磨パッド23の中央部に形成された開口部23aより研磨用の液体を供給する研磨液供給機構40を有しており、ポリッシングプレート22の内部に、研磨パッド23の開口部23aと接するポリッシングプレート22の下面中央部と連通して、研磨液供給機構40から供給される液体を開口部23aに向けて流下させる液体供給通路22aと、外部露出するポリッシングプレート22の側面と液体供給通路22aとに連通した大気導入孔22bとが形成されている。
(もっと読む)
研磨装置および研磨方法
【課題】研磨時間全体を短縮することができ、研磨テープを容易に交換できる研磨装置を提供する。
【解決手段】本発明の研磨装置は、基板Wを水平に保持し、回転させる回転保持機構3と、複数の研磨ヘッド組立体1A,1B,1C,1Dと、複数のテープ供給回収機構2A,2B,2C,2Dと、研磨ヘッド組立体1A,1B,1C,1Dを基板の径方向に沿って移動させる複数の移動機構とを備える。研磨ヘッド組立体1A,1B,1C,1Dは、基板の周縁部に研磨テープを当接させる研磨ヘッド30と、研磨ヘッドを基板の接線に平行な軸を中心として回転させるチルト機構とをそれぞれ有する。研磨ヘッドは、研磨テープを把持して所定の速度で送るテープ送り機構を有し、テープ供給回収機構2A,2B,2C,2Dは、複数の研磨ヘッド組立体の径方向外側に配置されており、その位置は固定されている。
(もっと読む)
マルチワイヤソー
【課題】スラリの粘度変化やワイヤがシリコンインゴットに挿入される入口部分におけるスラリの乾燥、固化を抑制して、高い加工品質を維持し且つワイヤの破断を防止することのできるマルチワイヤソーを提供すること。
【解決手段】複数のローラ間で走行するワイヤにスラリを供給しながら被加工物を切断するマルチワイヤソーにおいて、前記スラリを吐出するためのスラリ吐出部と、少なくとも前記スラリ吐出部と前記被加工物とを覆う加工室と、前記加工室内の湿度を飽和蒸気圧に近い状態に保持するための湿度調節機構とを備えているマルチワイヤソーである。
(もっと読む)
研磨終点検出方法、研磨終点検出装置、および研磨装置
【課題】積層された複数の層を有する被研磨物の研磨終点を正確に検出することができる研磨終点検出方法、研磨終点検出装置、および該研磨終点検出装置を備えた研磨装置を提供する。
【解決手段】研磨中に、第1の光および第2の光をそれぞれ第1の入射角および第2の入射角で被研磨物の被研磨面に照射し、被研磨面で反射した第1の光および第2の光を偏光フィルター47を通じて受光し、受光した第1の光から被研磨面の明度および彩度を分析し、同時に、受光した第2の光から被研磨面の明度および彩度を分析し、被研磨面の明度および彩度の変化に基づいて、上層が除去されたことを検出する。
(もっと読む)
161 - 180 / 308
[ Back to top ]