
Fターム[3C063CC04]の内容
Fターム[3C063CC04]に分類される特許
1 - 20 / 66
研磨シートの製造方法及び研磨シート
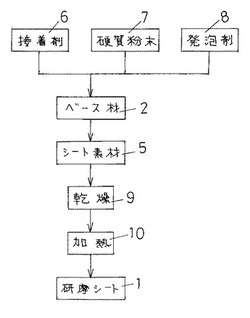
【課題】 この発明は、ベース材と研磨層とが一体質となって弾性かつ柔軟性のある研磨シートを得ることを目的とする。
【解決手段】
硬質粉末20%〜60%に水性エマルジョン20%〜50%及び発泡剤3〜15%を混合してエマルジョンとした混合物を、ベース材の表面又は表裏両面に塗布してシート素材とし、当該シート素材を乾燥した後加熱し、前記発泡剤を発泡させたことを特徴とする研磨シートの製造方法により上記目的を達成した。
(もっと読む)
多結晶研磨材及びその製造方法
【課題】ミクロン、サブミクロン又はナノサイズのマトリックス材料中に分散したミクロン、サブミクロン又はナノサイズの超硬質研磨剤から成る多結晶研磨要素の製造方法を提供する。
【解決手段】ガラス質を好む表面を有する複数の超硬質研磨粒子を、マトリックス前駆体材料を用いて被覆し、その後焼結に適するように処理する。マトリックス前駆体材料の酸化物、窒化物、炭化物、酸窒化物、酸炭化物、又は炭窒化物、又は元素形態に、マトリックス前駆体材料を変換することができる。被覆した超硬質研磨粒子が結晶学的又は熱力学的に安定な圧力及び温度で、被覆した超硬質研磨粒子を固め焼結する。
(もっと読む)
クリーニング材

【課題】 クリーニング後の面に、深い傷を残すことなく綺麗な表面が得られ、しかも作業中もストレスなく、簡単に洗浄・汚れ落とし作業が行えるクリーニング材を提供する。
【解決手段】 ゴム弾性JIS6253で、30〜70の範囲硬さであって、30〜500ミクロン範囲の粒子径である弾性粒子2と、0.2〜25ミクロン範囲の研磨粒子3aと、を接着剤5に均一分散させたスラリーを作成し、該スラリーを耐水性のある平滑基材4上に一度にコーティングして、弾性粒子の周囲表面上に研磨粒子が存在するクリーニング層1を形成させる。
(もっと読む)
ダイヤモンドソーワイヤの製造方法及びその製造装置
【課題】ダイヤモンドを確実にソーワイヤ素線に固着できるダイヤモンドソーワイヤの製造方法及び装置を提供する。
【解決手段】表面にめっき金属が覆われ、めっき金属にダイヤモンド粉が付着しているソーワイヤを製造する方法であって、磁石に吸着する材料を付着したダイヤモンド粉を用意する工程と、第1の金属めっきをした、磁化可能な材料からなるソーワイヤ素線を磁化する工程10と、前記ダイヤモンド粉を、磁化した前記ソーワイヤ素線に磁力で吸着させる工程20と、ダイヤモンド粉を吸着したソーワイヤ素線の第1の金属めっきを、めっき金属の融点より5℃低い温度から融点より5℃高い温度範囲内で加熱する工程30と、加熱後の第1の金属めっきにダイヤモンド粉をめり込ませる工程40と、ダイヤモンド粉がめり込んだソーワイヤ素線を冷却する工程50と、脱磁処理する工程60と、を具備したダイヤモンドソーワイヤを製造する方法。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工法
【課題】超砥粒をビトリファイドボンドで結合した超砥粒層を有するビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定し切れ味の良好なビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工法を提供する。
【解決手段】超砥粒層には分散して配置された球状の小径気孔と、分散して配置された球状の中径気孔と、分散して配置された球状の大径気孔を含む。小径気孔はビトリファイドボンドが微少破砕して切れ味を維持することに作用し、中径気孔は超砥粒層の気孔率を上げることに作用し、大径気孔は切り屑の排出をスムーズにすることに作用する。小径気孔の平均気孔径は0.1〜2μm、中径気孔の平均気孔径は10〜50μm、大径気孔の平均気孔径は80〜200μmであることが好ましい。
(もっと読む)
固定砥粒加工工具の製造方法
【課題】高い加工効率で、かつ表面平滑性の高い精密な加工処理ができる固定砥粒加工工具の製造方法の提供。
【解決手段】酸化マンガン化合物と結合剤が分散あるいは溶解した溶液に直流電圧を印加して、前記酸化マンガン化合物と結合剤を電極表面に堆積させて砥石前駆体を得る電気泳動工程と、前記砥石前駆体を焼結する焼結工程とを有する固定砥粒加工工具の製造方法。
(もっと読む)
ビトリファイド多層砥石車
【課題】回転破壊強度を向上させ、かつ軟結合度のポーラスタイプ砥石でありながら製造時にヒビ割れもなく安定生産することのできるビトリファイド多層砥石車を提供することにある。
【解決手段】外層、中間層及び内層からなる3層構造のビトリファイド多層砥石車であって、外層及び中間層の砥石粒度は、内層の砥石粒度より粗く、かつ外層及び中間層の砥石粒度が36メッシュ〜120メッシュであることを特徴とするビトリファイド多層砥石車。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工方法
【課題】超砥粒をビトリファイドボンドによって結合したビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定するビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工方法を提供する。
【解決手段】超砥粒層には分散して配置された小径気孔と、分散して配置された球状の大径気孔を含む。
球状の大径気孔を含むことにより、超砥粒層が摩耗する過程において、超砥粒層に露出する気孔の総面積がほぼ一定であるので、超砥粒層が工作物に作用する面積が変化しないため研削抵抗値が低い値で安定する。
球状の大径気孔は、断面が略円形または略楕円形であり、その短径aと長径bの比a/bの平均値(以下、「真球度」という。)が0.5以上1以下のものを指す。大径気孔の真球度は、0.6〜1.0であることが好ましく、0.8〜1.0であることがより好ましい。
(もっと読む)
メタルボンド砥石の製造方法
【課題】高寿命のメタルボンド砥石を製造することができる製造技術を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びセラミックスと、結合材とからなるメタルボンド砥石の製造方法であって、焼成品を冷却することで砥石を得る冷却処理工程における冷却は、焼成温度から600℃まで15〜20℃/分の降温速度で実施する。
【効果】15℃/分以上の冷却を行うことにより、凝集塊の大きさを十分に小さくすることができ、砥石の寿命を延ばすことができる。降温速度を20℃/分で留めることにより、電気代などの運転費の上昇を抑えることができる。
(もっと読む)
定盤修正用ポリイソシアヌレート系ポリウレタン形成性組成物
【課題】耐久性のある定盤修正用砥石を提供する。
【解決手段】定盤修正用砥石材に使用するJISK6253に規定されるD硬度が60〜90度のポリウレタン樹脂を得るためのイソシアヌレート含有ポリウレタン形成性組成物であって、MDI(ジフェニルメタンジイソシアネート)系有機イソシアネート(A)、ポリオール(B)、三量化触媒(C)からなり、ポリオール(B)が、ポリテトラメチレンエーテルグリコール(B1)とポリブタジエンポリオール(B2)とを97.0/3.0〜99.8/0.2の重量比で配合するものであり、MDI系有機イソシアネート(A)とポリオール(B)との配合比おいてイソシアネート基を2.3〜3.6mmol/g過剰で配合する、定盤修正用砥石材用イソシアヌレート含有ポリウレタン形成性組成物。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】この発明は、研磨表面の凹凸を皆無にして、平滑性を保つとともに、研磨層とベースシートとの定着力を向上させ、かつ研磨の切れを良好にすることを課題としている。
【解決手段】
この発明は、ベースシート上へ、接着剤の水性エマルジョン液を塗布して表面処理し、該ベースシートを予備乾燥した後、本乾燥し、ついで前記ベースシート上へ研磨材と水及びエタノールとを混合してなるエマルジョン液を所定の塗布密度で塗布した後、乾燥することを特徴とした研磨シートの製造方法により上記課題を解決した。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
研磨工具及びその製造方法
【課題】ガラス質で結合された研磨工具を提供すること。
【解決手段】MCA(微晶質α−アルミナ)砥粒およびビトリアス結合剤を含有する研磨工具であり、焼成後のビトリアス結合剤は、SiO2 最大約45モル%、Al2 O3 最大約15モル%、B2 O3 約24〜35モル%、およびアルカリ金属酸化物約15〜30モル%を含有し、アルカリ金属酸化物は結合剤基準で少くとも5モル%の酸化リチウムを含み、そしてアルカリ金属酸化物に対するB2 O3 モル比が0.8:1〜1.7:1であるように構成する。
(もっと読む)
ボンド研磨物品およびその形成方法
研磨物品には、ボンド材料内部に砥粒を有する研磨体が含まれ、この研磨体はさらに砥粒とボンドマトリックスの間の界面に配置されたスピネル材料を含む。  (もっと読む)
(もっと読む)
ボンド研磨物品およびその形成方法
ボンド材料の内部に含まれる微結晶アルミナで製造された砥粒を有する研磨体を含む研磨物品であって、ボンド材料が少なくとも約15モル%のアルミナ合計含有量を含んでいる研磨物品。 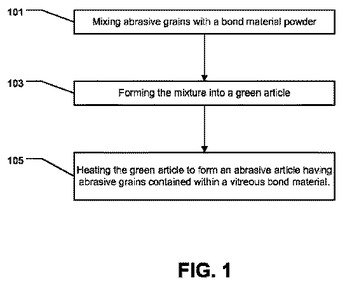 (もっと読む)
(もっと読む)
ビトリファイド超砥粒加工工具および製造方法
【課題】耐磨耗性があり、曲げ強度が強い、ガラス質結合剤を含有した砥粒加工工具およびその製造方法を提供すること。
【解決手段】砥粒加工工具は超砥粒成分、中空体を含むフィラー成分およびガラス質結合剤を含有する。ガラス質結合剤成分は酸化亜鉛および少なくとも2種類のアルカリ金属酸化物を含有する。砥粒加工工具を製造する方法は、超砥粒成分、中空体を含むフィラー成分および酸化亜鉛ならびに少なくとも2種類のアルカリ金属酸化物を含有するガラス質結合剤成分を混合し、約600℃〜約850℃の範囲の温度で、好ましくは空気雰囲気中で焼成する。
(もっと読む)
メタルボンド砥石製造用焼結炉
【課題】高寿命のメタルボンド砥石を製造することができる焼結炉を提供することを課題とする。
【解決手段】焼成品を高圧不活性ガス中で冷却するようにした。不活性ガスは圧縮されると密度が大きくなりガス分子同士の衝突頻度が増すので、伝熱性が高まる。すなわち、高圧不活性ガスは、焼成品の保有熱を、冷却ジャケットへ効率よく伝達する、熱キャリアの役割を果たす。高い降温速度で冷却すると、脆弱な凝集塊の発生を抑制することができる。結果、砥石の寿命を延ばすことができる。
(もっと読む)
メタルボンド砥石及びその製造方法
【課題】長寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(a)、(b)に示すように、研削比と研削能率は共に二硫化タングステンの含有率が、全体の0.25〜0.5体積%のときにピークとなる。すなわち、二硫化タングステンの含有率が0.25体積%未満になると、研削比及び研削能率が共に低下する。二硫化タングステンの含有率が0.5体積%超になると、やはり研削比及び研削能率が共に低下する。
【効果】二硫化タングステンの含有率を、0.25〜0.5体積%の範囲に制限することにより、長寿命の砥石が得られる。
(もっと読む)
メタルボンド砥石及びその製造方法
【課題】長寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(a)、(b)に示すように、研削比と研削能率は共に溶融物質が30体積%のときにピークとなる。図(a)において、従来の砥石の研削比は210と言われている。この値の3倍に横線を描くと、研削比が630となる溶融物質の範囲は20〜40体積%となる。
【効果】銅錫合金の含有率を、全体の20〜40体積%の範囲に制限することにより、長寿命の砥石が得られる。
(もっと読む)
1 - 20 / 66
[ Back to top ]