
Fターム[3C063CC23]の内容
Fターム[3C063CC23]の下位に属するFターム
樹脂硬化用 (20)
Fターム[3C063CC23]に分類される特許
1 - 20 / 34
積層体の形成方法
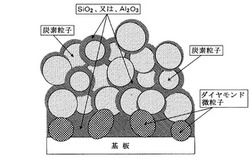
【課題】炭素膜のもつ基材への高い密着性、硬度、および表面平坦性を利用し、ダイヤモンド砥粒やアルカリスラリーなどを用いることなく、ダイヤモンド、サファイヤ、硬質炭素膜などの硬度の高い材料表面を高速かつ簡便に、高い平坦性および精度で研磨、研削が可能な積層体を形成する方法を提供する。
【解決手段】基材を用意する工程と、ダイヤモンド微粒子を粉砕して前記基材上に該ダイヤモンド微粒子を設ける工程と、内部にSiO2材又はAl2O3材の供給源及び前記工程で得られた基材を設置したマイクロ波プラズマCVD反応炉内に、反応ガスを導入し、該反応炉内に表面波プラズマを発生させて、該基材上にSiO2材又はAl2O3材と炭素粒子とからなる膜を、該SiO2材又はAl2O3の量が前記基材側の下部層から上部層に向かって減少するように堆積させる工程とを備える。
(もっと読む)
研磨品を製造する急速工作システム及び方法

【課題】研磨品を製造する工作システム及び方法を改良する。
【解決手段】工作システムを消費者に提供する段階と、カートリッジを消費者に提供する段階と備えた、研磨品製造を容易にする方法。カートリッジが、カートリッジ本体、第1結合剤及び第1研磨粒を有している。カートリッジは、工作システムの一部として働くように構成されており、かつ、第1結合剤と第1研磨粒をパターン化された連続層において堆積させ、研磨構造を形成させる働きをする。
(もっと読む)
研磨品を製造する急速工作システム及び方法
【課題】研磨品を製造する工作システム及び方法を改良する。
【解決手段】カートリッジ本体と、第1結合剤と、第1研磨粒とを備えた、構造化媒質カートリッジ。カートリッジが、第1結合剤と第1研磨粒を含むパターン化された連続層を堆積させ、1つの研磨構造を形成させる働きをすることができる。
(もっと読む)
耐久性コーテッドアブレーシブ物品
マトリックスポリマーと、前記マトリックスポリマーの中に分散された両親媒性ブロックコポリマーとを含むバインダーを用いて結合された研磨粒を含む、アブレーシブ物品。そのアブレーシブ物品は、バッキングを含む、コーテッドアブレーシブ物品、たとえば形状設計アブレーシブ物品であることが可能である。そのバインダーが、研磨粒をバッキングに結合させることを可能とする。
 (もっと読む)
(もっと読む)
被覆研磨物品及び被覆研磨物品をアブレーションする方法
被覆研磨物品は、裏材に固定された研磨層を含む。研磨層は、少なくとも1種の結合剤によって裏材の第1の主表面に固定された研磨粒子を含む。スーパーサイズは、研磨層の少なくとも一部に配置される。被覆研磨物品は、被覆研磨物品の縁部に隣接する溶融流れゾーンを有し、この溶融流れゾーンは、100マイクロメータ未満の最大幅を有し、また、この溶融流れゾーンは、40マイクロメータ未満の最大高さを有する。被覆研磨物品をアブレーションするために赤外線レーザーを使用する方法もまた開示され、レーザーの波長は、被覆研磨物品の構成要素と一致させられる。 (もっと読む)
固定砥粒ワイヤ及び固定砥粒ワイヤ製造方法
【課題】加工能率及び加工精度に優れ、断線の発生が少なく、被加工物の金属汚染を回避することが可能な固定砥粒ワイヤを提供する。
【解決手段】固定砥粒ワイヤ10は、少なくとも表面が導電性を有する柔軟なワイヤ11と、表面の一部に形成された導電性の被覆層12の一部がワイヤ11の外周面に密着した状態で電着層13によって仮固着された超砥粒の一つであるダイヤモンド砥粒14と、ダイヤモンド砥粒14をワイヤ11の外周面に固着するためワイヤ11の外周面の電着層13及びダイヤモンド砥粒14の被覆層12を被覆する合成樹脂層15と、を備えている。被覆層12はNiで構成され、電着層13はNiメッキによって形成され、合成樹脂層15はUV硬化樹脂によって形成されている。
(もっと読む)
メタルボンド砥石の製造方法及び製造装置
【課題】メタルボンド砥石の新たな製造方法を提供する。
【解決手段】金属結合剤粉末と砥粒とを混合したメタルボンド砥石材料を焼結する焼結工程によって、焼結したメタルボンド砥石を得るメタルボンド砥石の製造方法であって、前記焼結工程は、前記金属結合材粉末を含む前記メタルボンド砥石材料をマイクロ波によって加熱して、焼結したメタルボンド砥石を得る。
(もっと読む)
コーティングされた研磨製品の形成方法
【課題】コーティングされた研磨製品及びその形成方法を提供すること。
【解決手段】基板及びその上に載っている研磨層を含むコーティングされた研磨製品が開示される。研磨層には砥粒と結合剤が含まれ、結合剤は、砥粒と共に均等に混合された第1及び第2の結合剤構成要素を有する結合剤処方から形成され、第1の結合剤構成要素は放射線硬化性であり、第2の結合剤構成要素は粉末を含みかつ熱硬化性である。
(もっと読む)
剛性または可撓性マクロ多孔性研磨物品
マクロ多孔性研磨物品には、マクロ多孔性構造を有するスパンレース基材とコーティングが含まれる。コーティングは樹脂結合剤と研磨剤凝集体から成る。研磨剤凝集体は、研磨剤グリット粒子とナノ粒子結合剤との組成物から形成される。コーティングは基材内に少なくとも部分的に埋込まれている。マクロ多孔性研磨物品を製造する方法には、研磨剤グリット粒子とナノ粒子結合剤との研磨剤凝集体を樹脂結合剤と組合せてスラリーを形成するステップが含まれる。スラリーは、少なくとも部分的に基材に浸透するような形でマクロ多孔性支持体構造に塗布される。樹脂はその後硬化させられて凝集体砥粒を基材にボンドする。 (もっと読む)
回転砥石の研磨方法および研磨装置、並びに研削砥石およびこれを用いた研削装置
【課題】硬脆材料を小径で且つ高接線角度を持つ形状に鏡面研削加工する際に、数μmの切り込み加工を可能とし、その研削加工時の工具の摩耗が抑制される安定した研削加工を可能にする。
【解決手段】多数の砥粒を有する回転砥石11に対して、回転砥石11表面の砥粒に切れ刃を形成する際に、石英研磨工具13の石英研磨面13aと回転砥石11とを相互に押し当てて摺動させるとともに、石英研磨面13aと回転砥石11との接触部位に、紫外線Lを照射することで、回転砥石表面から突出したダイヤモンド砥粒の先端部を平滑化して切れ刃を形成するようにした。
(もっと読む)
レジノイド砥石の研削性調整方法および装置
【課題】一般に市販されているレジノイド砥石の研削面近傍の研削性を研削機上に取り付けたまま調整することができ、それによって1つのレジノイド砥石で複数種のワークを研削することを可能にするレジノイド砥石の研削性調整方法および装置を提供する。
【解決手段】照射時間が10分以内でかつ照射エネルギーが1kW・h/m2〜100kW・h/m2となる光Pをレジノイド砥石Gの研削面GPに対して照射し、研削面GP近傍における結合剤による砥粒の被覆率を減少させることで研削性を調整する。
(もっと読む)
被覆研磨材物品とその製造及び使用方法
この被覆研磨材物品は、プレサイズ層をその上に有する、布地裏材と、プレサイズ層に固定され、これに接触する研磨材層と、を有する布地裏材を含む。研磨材層は、メーク層及び研磨材粒子を含む。このプレサイズ層は、成分a)からf)の全重量を基準とし、a)エピクロロヒドリンとビスフェノールAとの反応により調製可能な60〜90重量パーセントのエポキシ樹脂、b)5〜25重量パーセントの多官能性(メタ)アクリレート、c)300までの酸価を有する、10重量パーセントの芳香族酸官能性フリーラジカル重合可能な材料、d)5〜15重量パーセントのジシアンジアミド、e)有効な量の光開始剤、及びf)所望により、有効な量のエポキシ硬化触媒、を含む、成分の反応生成物を含む。その製造及び使用方法も開示されている。 (もっと読む)
被覆研磨材物品とその製造及び使用方法
被覆研磨材物品は、裏材であって、所望によりプレサイズ層、飽和剤、及びバックサイズ材の少なくとも1つをその上に有する、裏材と、布地裏材に隣接し、これに固定された研磨材層と、を含む。研磨材層はメーク層、サイズ層、及び研磨材粒子を含んでもよく、あるいは、研磨材粒子は結合剤中に分散されていてもよい。メーク層又はプレサイズ層の少なくとも1つは、45〜75重量パーセントのレゾールフェノール樹脂、5〜40重量パーセントのポリエポキシド、1〜20重量パーセントの多官能性(メタ)アクリレート、及び結合剤前駆体をフリーラジカル的にBステージ化するのに有効な量の光開始剤を含む、結合剤前駆体の反応生成物を含む。被覆研磨材物品を作製及び使用する方法も開示されている。  (もっと読む)
(もっと読む)
プラズマ処理された研磨物品及び同物品の作製方法
構造化研磨物品のような研磨物品は、外側表面を腐食することができ、架橋結合剤内に分散している研磨材粒子の少なくとも一部分を露出させ、研磨材複合物を形成するようにプラズマにかけることによって処理することができる。プラズマ処理の工程条件によって、架橋結合剤の僅かな一部分のみ又は実質的に全ての部分を外側表面から腐食することができる。したがって、露出した研磨材粒子の度合い、高さ、又は領域を精密に制御することができるので、研磨物品の初期切削率を制御できる。  (もっと読む)
(もっと読む)
ビトリファイド超砥粒砥石ホイールの製造方法
【課題】超砥粒が無機結合剤により結合され且つ複数の穴が研削面に設けられたビトリファイド砥石片が台金の外周面に貼着されたビトリファイド超砥粒砥石ホイールにおいて、その穴の周囲に被削材の金属の溶着が発生せず、研削面精度等の研削品質を低下させることのないビトリファイド超砥粒砥石ホイールの製造方法を提供する。
【解決手段】ビトリファイド砥石片26の研削面20にレーザ光Lを照射することにより、研削面20に複数の穴32を分散して設けられることから、ビトリファイド砥石片26の結合組織が均一な状態で複数の穴32をその研削面20に形成することができ、穴32の開口縁部に超砥粒等が集中した硬い部分が局所的に発生することが解消されるので、その穴32の周囲に被削材104の金属の溶着が発生せず、研削面精度等の研削品質を低下させることがなく、被削材104の研削について安定した研削品質が得られる。
(もっと読む)
研磨パッド及びその製造方法並びに研磨パッド用クッション層
【課題】 半導体装置用のシリコンウエハ、磁気ディスク、光学レンズ等の高度の表面平坦性を要求される材料の平坦化加工処理を安定的、かつ高い研磨速度で行う研磨パッドである。シート化、溝等の表面加工等の生産が容易であり、厚み精度に優れ、研磨速度が高く、均一な研磨速度の得られる研磨パッドの提供、個人差による品質のばらつきがなく、加工パターン変更を容易に行え、微細加工を可能とし、凹凸形成の際のバリの発生がない研磨パッド、スラリーレス対応で、砥粒を高濃度に混合可能で、かつ砥粒を分散しても砥粒凝集によるスクラッチ発生の少ない研磨パッドを提供する。
【解決手段】 研磨層はエネルギー線により硬化する硬化性組成物にて形成されており、かつ前記研磨層は表面がフォトリソグラフィー法により形成された凹凸を有する研磨パッドとする。砥粒が分散された研磨層樹脂が、20〜1500eq/tonのイオン性基を有する樹脂である研磨パッドとする。
(もっと読む)
鏡面加工方法
【課題】微細な切れ刃を平面や曲面を持つ工具材料に直接形成し、砥粒やスラリー(砥粒とベースオイルを懸濁したもの)を用いることなく高精度の鏡面を仕上げることができる鏡面加工方法を提供する。
【解決手段】鏡面被加工部材3の被加工部4よりも硬質であって周期ピッチが10μm以下である複数の凹凸部からなるグレーティング構造部2を鏡面加工用部材1に設ける。鏡面加工用部材1のグレーティング構造部2と鏡面被加工部材3の被加工部4とを、液体存在下で相対的に摺動させて鏡面被加工部材3の被加工部4を鏡面に仕上げる。
(もっと読む)
オイルホール砥石の製造方法
【課題】小径のオイルホールを持つ砥石を、砥石性能にばらつきを生じさせることなく、歩止まり良く製造することができるオイルホール砥石の製造方法を提供する。
【解決手段】定法により成型・焼成された砥石本体1に、直径0.1mm〜0.5mmのオイルホール3をレーザ加工機2によって穴あけ加工する。レーザ加工機2としては、YAGレーザ加工機またはCO2レーザ加工機を用いることができ、円運動させるようにレーザビームを走査しながら穴あけ加工する方法、あるいはレーザ照射点を加工孔の中心に固定して穴あけ加工する方法を取ることができる。黒鉛線材を埋め込む方法に比べ、生産性が高く、砥石品質のバラツキも生じない。
(もっと読む)
切削・研削工具
【課題】切削・研削工具としてより優れた研削性能を有する切削・研削工具を提供すること。
【解決手段】表面に凸形状の切れ刃20を多数備える切削・研削工具10であって、前記切れ刃20は、頂点21を備える凸形状である切削・研削工具10である。切れ刃20をこのような形状にすると、研削時の研削性能が向上する。頂点21を備える凸形状の切れ刃20は、切れ刃20の先端に平面部分を有していない形状であるので、高密度で切削・研削工具表面に形成できる切れ刃形状であるという点で極めて優れている。
(もっと読む)
ドレスギア並びにその製造方法及び製造装置
【課題】ツルーイングしたドレスギアを、長寿命で作業性がよいものとすることを目的とする。
【解決手段】歯車とほぼ同形状で、ダイヤモンド砥粒3が電着され、ツルーイングされたドレスギアであって、ドレスギアの歯1に複数の溝2が形成されているものとする。また、歯車とほぼ同形状で、ダイヤモンド砥粒3が電着され、ツルーイングされたドレスギアの歯1面に対して、加工用レーザ光と加工用レーザ光より大きいビーム径で、可視光のパイロットレーザ光を加工用レーザ光と同軸に照射して溝加工を行う。
(もっと読む)
1 - 20 / 34
[ Back to top ]