
Fターム[3C100AA02]の内容
総合的工場管理 (15,598) | 業務・管理の内容 (5,235) | 生産スケジュールの作成 (1,007) | 作業者の配置 (57)
Fターム[3C100AA02]に分類される特許
1 - 20 / 57
生産スケジュール作成装置及び生産スケジュール作成方法
【課題】連続生産を行う工程を含む生産ラインにおいて、1人の監督者が同時に指導を行わなければならない操業者の数が、なるべく少なくなるような生産スケジュールを作成することを目的とする。
【解決手段】生産スケジュール作成装置は、並行して処理を行う複数の設備であって、各設備それぞれが複数の被処理物を連続して処理する各設備のスケジュールを作成する生産スケジュール作成装置であって、設備毎に、被処理物同士が連続する連続箇所における処理の難易度を、その連続箇所の前後の被処理物それぞれの属性に基づいて算出し、その設備を操業する操業者の熟練度が難易度を下回る連続箇所が、同時期に発生する数が少なくなるように、各設備における被処理物の処理順序としたスケジュールを作成する。
(もっと読む)
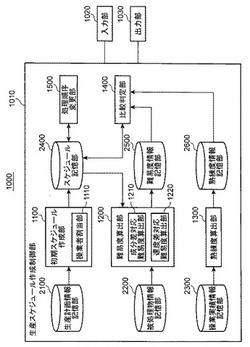
スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置

【課題】設備と作業者という2種類の資源を同時に考慮しながら、納期遅れや全オーダーに対するリードタイムを少なくする。
【解決手段】計算機において、オーダーの納期と通過する工程に関するオーダー情報と、割付可能な設備と作業員に関する割付可能資源と、工程毎の加工時間と、設備と作業員毎の作業可能な時間帯に関するカレンダー情報とが登録され、割付可能資源である作業者毎に割付可能な作業範囲の広さである割付自由度を計算する(S1〜5)。カレンダー情報に基づく作業表に対して、未だ割り付けていない各オーダーの未割付工程の中から割り付ける割付工程を所定の割付順序に基づいて選択し、割付自由度の最も小さい作業員及び割付可能な設備の作業可能な時間帯のうち他の工程が割り付けられていない時間帯に、過去から未来方向に向かって割付工程の加工時間を割り付けて、割付結果を登録する(S6〜S8)。
(もっと読む)
スケジューリング装置及びプログラム
【課題】並列して進行する複数のプロジェクトを構成する複数のタスクに対して、タスクを実行するリソースを効率よく短時間で割り当てる。
【解決手段】スケジューリング装置は、並列して進行する複数のプロジェクトを構成するタスクの半順序関係を定義した実行順序データと、タスクの遂行時間を定義したタスク遂行時間データと、タスクと職能タイプとの対応関係を定義した第1の対応関係データと、職能タイプとリソースとの対応関係を定義した第2の対応関係データと、に基づいて、複数のプロジェクトを構成するタスクのうち未終了のタスクから、着手可能な着手可能タスクを抽出し、複数のリソースのうち着手可能タスクを実行可能で且つ他のタスクに未割り当てのリソースを割り当て、複数のプロジェクトの全タスクが終了するまで、予め定めた時間毎にリソースの割り当てが実行されるように制御する制御手段と、を含む。
(もっと読む)
作業者配置支援装置
【課題】
作業者の人数不足によって、スループットや、製造リードタイムや、停滞する仕掛り量などの生産指標が悪化する勤務シフトを予測値とともに提示して、作業者の勤務計画や配置計画の作成を支援することが可能な作業者配置支援装置を提供する。
【解決手段】
実製造ラインの勤務シフトを再現した作業者の人数に制約があるモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置における生産指標の第1の統計値を算出し、作業者の人数に制約がないモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置の生産指標の第2の統計値を算出し、前記第1の統計値と前記第2の統計値を比較することによって、各工程または各製造装置の生産指標の悪化が発生する前記作業者のシフト時間区間を特定する。
(もっと読む)
スケジューリング装置
【課題】「一部の試験装置については、同一の試験装置、同一の治具、同一の試験条件で、異なる種類の部品をセットにして一緒に試験を行うことが可能」といった制約条件を考慮して、最適なスケジュールを作成する。
【解決手段】入力装置1によりスケジュールを作成するための各種の制約条件を入力し、スケジュール演算部2によりスケジュールを作成し、出力装置3からスケジュールを出力する。スケジュール演算部2では、割り付けできる可能性があるとして選択した「電子部品に対する試験」が、作業者及びバッチ処理が可能な試験装置が必要で且つ作業者及びバッチ処理が可能な試験装置が空いていると判定したときには、複数の「電子部品に対する試験」を同一の試験装置で同一の試験条件となるものどうしでグループにし、予め決めたグループ選択基準に基づき選択した一つのグループの「電子部品に対する試験」の開始・終了時刻をスケジュールに割り付けする。
(もっと読む)
製造計画演算方法と製造計画演算装置
【課題】工程を共通に利用する複数種類の製品を製造する場合に最適化された生産計画を取得する。
【解決手段】記憶装置16に対して、全作業者数Nを含む作業者データ18と、各工程について、製品毎の加工所要時間と必要な作業者数と同時加工できる製品数とを含む工程データ20と、各製品の製造に必要な工程順を含む製品データ22と、期日までに製造する製品のリストとを記憶させる。生産計画データ生成手段36が、各製品を工程順に各工程に割付け、各工程に必要な作業者を割付け、全ての工程に製品を割付けた状態を時系列的に配置して、生産計画データ28を生成する。最適化手段38が、製品をランダムな順番に選択して生産計画データ生成手段36に渡し、製品選択順と作業者割り付け順を変更して、最も早い最終工程終了時刻30を探索する。これで生産計画を立てる。
(もっと読む)
倉庫作業計画作成システムおよび倉庫作業計画作成方法
【課題】複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成すること。
【解決手段】作業割付部13bが、複数の棟に関係する運搬設備および荷役設備の作業計画を計画対象期間に割り付けた後に、個別の棟のみに関係する運搬設備および荷役設備の作業計画を割り付ける。すなわち、作業割付部13bは、複数の棟に関係する運搬設備および荷役設備の作業計画を作成する処理と、個別の棟のみに関係する運搬設備および荷役設備の作業計画を作成する処理との2段階に分けて作業計画を作成する。このような倉庫作業計画作成処理によれば、1回の作業計画の作成処理で探索される組み合わせ数が減るので、複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成することができる。
(もっと読む)
施工計画作成装置およびプログラム
【課題】確実に期限内に作業が終了し、かつ作業効率の高い施工計画を作成することのできる施工計画作成装置およびプログラムを得る。
【解決手段】CPU10Aは、作業の種類毎に一人ずつ作業者を割り当てた状態で、複数種類の作業が先行・後続関係に矛盾が生じることなく実施されるものとして作成された各作業の実施順序を示す作業順序定義テーブルにより示される実施順序に従って前記複数種類の作業を実施した場合の当該作業の種類毎の作業開始待ち時間および全ての作業が終了するまでの総作業時間を、作業の種類毎の標準作業時間を示す標準作業時間情報に基づいて導出し、当該総作業時間が工期に納まらない場合は作業開始待ち時間が最も長い作業の前工程で実施される作業に対する作業者を一人増加させて再び作業開始待ち時間および総作業時間を導出することを、総作業時間が期限に納まるまで繰り返すことにより、作業の種類毎の作業者の人数を決定する。
(もっと読む)
計画作成装置、計画作成方法およびプログラム
【課題】計画作成装置において、従来に比べて少ないリソースで計画を作成し、且つ条件の変更に対して柔軟に対応することを課題とする。
【解決手段】計画作成装置によって計画を作成するにあたって、計画を部分計画に分割して所定の順序で作成することとし、部分計画の作成にあたって考慮すべき複数の制約を種類毎に各次元に割り当てた多次元配列を生成し、多次元配列において制約を満たす位置に所定のフラグを記録することで部分計画を作成し、一の部分計画の作成に関連して派生し他の部分計画に対する制約となる派生制約を抽出し、後から作成される部分計画の作成を行う場合に、先に作成された部分計画に関連して派生した派生制約を満たすよう部分計画を作成することとした。
(もっと読む)
作業スケジュール計画装置及び作業スケジュール計画方法ならびにそのプログラム
【課題】他の製品を製造するためのスケジューリングや、並行して行っている他の製品を製造するためのスケジューリングを考慮して、製品製造のためのスケジュールを作成することのできる作業スケジュール計画装置を提供する。
【解決手段】作業工程の作業に用いる部材の配置場所の優先配置位置において、該特定した作業工程で用いる部材を配置できるかの判定を、当該優先配置位置に、他の作業工程の作業に用いる部材が同一の作業時間帯に既に配置されているか否かによって行う。そして、完成品を製造する際の複数の作業工程全てにおいて、それら工程で用いる部材がその優先配置位置に配置できると判定できた場合に、複数の作業工程のうちの最終の作業工程の工程終了時刻に基づいて、スケジュール情報の良・不良を判定し、スケジュール情報が良と判定された場合に、そのスケジュール情報を最適スケジュール情報と決定する。
(もっと読む)
品種切替作業者計画方法
【課題】 作業者の稼働率の低下を防止すると共に、複数の切替作業が重複しても、切替作業に確実に作業者を配置することができ、信頼性および実行性の向上した割付を行える品種切替作業者計画方法を提供する。
【解決手段】 品種切替作業者計画方法は、情報処理装置が生産日程計画データから品種切替データを作成して、上記品種切替データの各切替作業に仮作業者を割り付けると共に、作業者配置可不可カレンダーデータから所定の期間毎に配置可能な実作業者を抽出した配置対象作業者データを作成して、仮作業者計画データの仮作業者を配置対象作業者データに基づいて実作業者に置き換えることで、各切替作業を担当する実作業者の割付を決定する方法である。これにより、勤務時間の延長を行うこと無く切替作業毎に担当する実作業者を割り付けることができる。
(もっと読む)
作業割支援装置、作業割支援プログラム及びワイヤハーネスの製造方法
【課題】ワイヤハーネス製造工程の作業割案の作成を支援する作業割支援装置を提供する。
【解決手段】作業割支援装置としてのコンピュータ1は、作業時間記憶部21と、依存関係記憶部22と、作業割案自動作成部24と、作業割記憶部25と、を備えている。作業時間記憶部21は、流れ作業による一連のワイヤハーネスの製造工程を複数に分割したそれぞれの作業に要する作業時間を記憶する。依存関係記憶部22は、前記各作業間の依存関係を記憶する。作業割案自動作成部24は、前記作業時間と前記依存関係とに基づいて、前記流れ作業を行う複数の作業者それぞれが所定時間内に実行可能な前記作業を求め、各作業者の作業時間が均等になるように前記作業の割当てを行う。作業割記憶部25は、前記各作業者への前記作業の割当結果を記憶する。
(もっと読む)
作業工数自動割り振りシステムおよびその方法
【課題】作業工数、担当者作業量の検証では、人手に依存する部分が多く、休日を加味した作業量を検証するための基礎資料作成に時間を要し、誤りも多いという課題があった。
【解決手段】作業、担当、工数、期間を一覧化した作業項目一覧と休日設定を行うことで、日単位、月単位の工数割り振りを自動的に行い、作業量(工数)を可視化する。作業工数自動割り振りシステムは、作業項目一覧100と、休日設定シート101と、月別シート103と、作業項目一覧100から担当者、開始日、終了日、作業ポイントを取得し、休日設定シート101から開始日と終了日の間の休日日数を取得し、開始日、終了日、休日日数を用いて営業日数を求め、作業ポイントと営業日数から振り分けポイントを求め、月別シート103の担当者の欄の開始日以降に振り分けポイントを出力する作業ポイント自動振り分け機能102を実現する手段と、を備える。
(もっと読む)
人員配置計画支援装置
【課題】作業者の負荷や余裕がどの程度あるのかを提示して人員配置計画を支援することが可能な人員配置計画支援装置を提供すること。
【解決手段】人的能力テーブル32には、該当するシフトおよびエリアを担当する作業者が設定される。作業負荷テーブル33には、作業負荷量が設定される。作業割付部34は、人的能力テーブル32および作業負荷テーブル33を参照し、各作業者の作業従事時間および処理スピードに応じて作業負荷を各作業者に割付け、各作業者の負荷率および積み残し負荷を算出する。結果表示部17は、作業割付部34によって算出された各作業者の負荷率および積み残し負荷を表示する。したがって、作業者の負荷や余裕がどの程度あるのかを提示して人員配置計画を支援することが可能となる。
(もっと読む)
作業割当方法および作業割当装置
【課題】一部の作業者への負荷の集中を抑え、作業者間の作業時間が平準化された作業計画を作成することができる作業割当方法および作業割当装置を得ることを目的とする。
【解決手段】作業可能人数が少ないオーダから順に作業者を割り当てる。そして、作業可能人数が複数であるオーダについては、当該複数の作業者の内負荷時間が最も少ない作業者に割り当てる。また、負荷時間が最も少ない作業者が複数あるときは可能残作業項目数が最も少ない作業者に割り当てる。更に、可能残作業項目数が最も少ない作業者が複数あるときは当該残作業項目に要する作業時間が最も少ない作業者に割り当てる。
(もっと読む)
日程計画立案装置
【課題】メイン組立工程と複数のサブ組立工程を並行して作業し、合流ポイントでメイン組立とサブ組立の同期化が可能で、且つ総合工期が最短となるような人員計画及び日程計画を、設計の初期段階から立案する日程計画立案装置を得る。
【解決手段】情報演算部12の工数算出部22で算出した組立工程ごとの組立工数から、人員計画立案部23で総合工期が最短となる最適人員計画を立案し、さらに工期算出部24によって各組立工程の組立工期を算出し、この算出した組立工期と製品の日程情報とから、日程計画立案部25により組立工程の合流ポイントを起点とした各組立工程の組立着手日を算出することで、合流ポイントでメイン組立工程と複数のサブ組立工程の同期化が可能で、且つ総合工期が最短となる日程計画を立案する。
(もっと読む)
ライン生産管理支援方法および装置
【課題】
本発明はライン生産において、従来タクトタイムにばらつきがないことを前提とした生産管理方法に対し、調整作業や作業員の技量等によって作業時間のばらつきを避けることが出来ない生産管理の支援方法,装置を提供する。
【解決手段】
本発明は製品の作業手順と製造ラインの属性から製造状況を予測する生産管理支援装置において,製品を製造する一連の手順を表現する作業順序データを入力する作業順序入力手段と,ラインを構成する作業単位の作業時間を確率分布によって表現したライン仕様を設定するライン仕様設定手段と、ライン仕様を記憶しておくライン仕様記憶手段と作業順序データとライン仕様から製品の製作終了時間を計算するラインシミュレーション手段と、ラインシミュレーション手段の結果を出力する表示手段とを備えることを特徴とする。
【効果】
本発明によればばらつきを明示的に考慮したライン生産管理が実現出来る。
(もっと読む)
資源割当支援装置、資源割当支援方法、及び資源割当支援プログラム
【課題】計画者の意図に沿った作業計画の作成を支援する。
【解決手段】資源割当支援装置100は、作業と作業者間の割り当てを制限するノード間制約条件であって、1又は複数の作業を特定し、かつ、1又は複数の作業者を特定する条件を作成するための設定データの入力用項目を予め記憶し、表示部110上に入力項目を表示する。そして、利用者から設定データの入力を受け付け、入力を受け付けた設定データに基づいてノード間制約条件を作成する。また、予め用意しておいた割り当て候補から、作成したノード間制約条件を満たす解の候補を決定する。さらに、作業と作業者をノードとし、成立し得る割り当てをリンクとするネットワーク情報を、解の候補として表示部110上に表示する。
(もっと読む)
加工管理システム及び管理方法
【課題】生産計画を変更せざるを得ない場合に迅速に対応できると共に、多品種少量生産が為された保管対象物の保管場所(置場)における配置(置場計画)を自動的に演算することができる加工管理システム及び管理方法の提供。
【解決手段】生産計画を作成する装置(5)と、契約の情報(契約情報)を作成する装置(4)と、生産計画及び契約に基づいて製品の保管場所における配置を決定する装置(8)と、製品の合否を判定する装置(12)とを備え、生産計画を作成する装置(5)は製品の合否を判定する装置(12)の判定結果に基づいて生産計画を新たに作成して製品加工ユニット(11)に伝達する機能を有している。
(もっと読む)
セル生産システムにおける生産指示方法
【課題】ロボットと作業者の混合によるセル生産システムにおける生産指示方法において、生産増減に応じて生産セル内のロボットの稼動率を低下させることなく、生産セルに設定付与する作業者の数をより少なくできるようにする。
【解決手段】この生産指示方法は、ロボットと作業者とが作業場所である1つの生産セル内で、部品を物品に組付ける組付作業を工程順に分担して組付完成品を生産するセル生産システムに対する生産指示方法であり、ロボットは、作業者と同等に組付作業を実行できる汎用の組付けロボットであり、ロボット数Nrと、1物品当たりの最小の総組付時間Tと、生産セルに要求される単位時間当たりの生産数である時産数Pdと、が与えられたとき、作業者の数が最少となる条件のもとで当該生産セルの時産数Pcが要求時産数Pdを満たすようにロボットの分担作業時間Trおよび当該生産セルに設定付与される作業者の数Nwを決定する。
(もっと読む)
1 - 20 / 57
[ Back to top ]