
Fターム[3C100BB02]の内容
Fターム[3C100BB02]に分類される特許
161 - 180 / 207
需給計画作成装置、需給計画作成方法及び需給計画作成プログラム
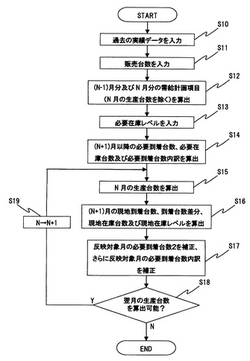
【課題】需給計画表の作成過程において、負の生産台数を算出することなく、合理的な需給計画表を作成可能とする。
【解決手段】N月以前の月ごとの製品の生産台数、到着台数、在庫台数、販売台数及び製品の生産元から販売店までの物流リードタイムに関する実績データと、N月以降の月ごとの製品販売台数及び在庫台数に関する計画データとを取得し、計画データに基づいてN月以降の月ごとの在庫台数である計画在庫台数を算出する。次に、前記計画在庫台数、前記実績データ及びN月の在庫台数及び販売台数に関するデータに基づいて、N月以降の月ごとの到着台数である計画到着台数を算出し、前記計画到着台数と、前記実績データの物流リードタイムに関するデータとに基づいて、前記計画到着台数における生産月別の台数内訳を算出する。そして、前記台数内訳からN月における製品の生産台数を算出する。
(もっと読む)
スケジューリングシステム及び方法

【課題】 作業者のスケジュールと機器のスケジュールの効率的な連動を実現し、機器、作業者の両者において効率的かつ正確なスケジューリングを行う。
【解決手段】 ジョブを受け付け、デバイススケジュール部で管理される機器の利用時間に作業者による手作業期間を含めた機器の占有時間を計算し(S1202)、オペレータスケジューラで管理される作業者の作業時間と機器の占有時間より、所定の時間帯に作業可能な作業者数を計算し(S1207、S1204)、1つ以上の機器の占有時間に含まれる手作業期間から所定の時間帯の重複手作業数を計算し(S1207、S1204)、作業者数及び重複手作業数に従って機器の利用時間をずらし(S1204、S1205)、デバイススケジュール部によって割り当てられた機器の利用時間と、作業者数及び重複手作業数とに従って作業者の作業時間を更新する(S1207〜S1211)。
(もっと読む)
部品実装機の基板生産最適化方法
【課題】複数の実装ラインにおいて複数の生産プログラムにより基板を生産するとき、基板生産効率を向上させることが可能な方法を提供する。
【解決手段】部品実装機を1台又は複数台連結した実装ライン(1)〜(3)を複数設け、複数の生産プログラム(A)〜(E)を各実装ラインに割り当てて基板が生産される。生産プログラムを各実装ラインで用いて基板を生産するときに要する生産時間が求められ、各生産プログラムは、その生産プログラムを割り当てられた実装ラインでの生産時間の累計が最も短くなる実装ラインに順次割り当てられる。すべての生産プログラムの割り当て終了後各実装ラインでの累計生産時間が評価され、複数生産プログラムの実装ラインへの割り当てが最適化される。このような構成では、全ての基板が生産を終了するまでの生産時間を短縮し、基板の生産性を向上することができる。
(もっと読む)
生産計画作成方法及び生産計画作成システム
【課題】補助装置の数を少なく抑えつつ補助装置のライン外段取り作業による待ち時間の発生を抑えることができるものとする。
【解決手段】生産設備から取り外すことができるとともに生産設備から取り外した後に再度生産設備に組み込むまでにライン外段取りが必要となる補助装置を複数備えて、これら複数の補助装置のうちの1つを常に生産に使用し且つ1つの補助装置が複数種の生産のうちの1種に対応する生産設備における生産計画作成方法である。各種毎の生産計画ロットを、そのロットサイズが小さな種類のものから順に大きくなるように割り付ける作成支援手段を用いて順序付けて割り付ける。後の方の生産計画ロットサイズが大きくなることから、補助装置のライン外段取り作業が完了するまでに次に同じ補助装置を使用する生産計画になってしまう可能性が減少する。
(もっと読む)
出荷管理システム
【課題】在庫した共通製品のパッケージを加工して仕向先別製品を生産するシステムにおいて、仕向先別製品の注文に対する適切な共通製品を在庫からピックアップする。
【解決手段】受注管理システム300から在庫管理装置210への出荷指示には、仕向先別製品の商品コードと個数、納期などが示される。在庫管理装置210は、共通製品を識別するためのファミリコードと商品コードとの対応を示すテーブルを有し、このテーブルに従い、出荷指示を製品ファミリ単位で集計する。そして、この集計結果から、どのファミリの製品をどのタイミングで出荷作業ラインに投入するかのスケジュールを作成し、これをピッキング指示装置220に渡す。作業員は、ピッキング指示装置220が表示するそのスケジュールに従い、在庫の共通製品をラインに投入する。その共通製品は、ラベル付け処理装置270で仕向先別のラベルを貼付され、出荷される。
(もっと読む)
原材料履歴転送システム、原材料履歴管理システムおよび原材料履歴管理方法
【課題】
原材料の生産元情報等の原材料履歴を食品購入者に提供できる原材料履歴提供システム、および食品工場において食品の原材料を管理する原材料履歴管理システムおよび原材料履歴管理方法を提供する。
【解決手段】
食品の生産元情報を含む原材料履歴が記憶される原材料履歴記憶手段を備えたホスト装置11と、バーコードリーダ221と、バーコード印刷装置222と、読取り情報転送装置223とを備えた複数の端末装置22とからなる。端末装置22は、保管手段から原材料が他の保管手段に小分けされたときは、バーコードを読み取り、生産元情報と現在の「量」から小分けされた「量」を差し引いた新たな「量」とが記録されたバーコードBC1、および、生産元情報と小分けされた「量」とが記録されたバーコードBC2を印刷し、ホスト装置にバーコードの読取り情報を転送する。
(もっと読む)
生産計画変更システム
【課題】 種類ごとの全体生産数量が変更されることなく生産ラインごとの全体生産数量が変更される場合において、製品群数量の変更調整の途中で任意の種類の製品群数量が決められた必要生産数量以上となることにより、数量変更の再調整が必要となるようなことのない生産計画立案システムを提供する。
【解決手段】 各種の入力データが格納される格納手段3と生産計画変更をおこなう調整手段4とから生産計画変更システム1が構成されている。生産計画変更は、まず、複数の生産ラインにおいて、変更前後の製品生産数量の増減を比較し、生産数量の減少ば最も大きな生産ラインから順に製品群数量の割当てをおこなっていく。順次、生産ラインごとの製品生産数量を割当てていくが、数量が増加するラインと減少するラインとでその計算方法を相違させる。
(もっと読む)
部品の生産計画立案装置
【課題】 製品生産計画から部品生産計画を短時間に計算する。
【解決手段】 短期期間毎の製品生産計画数を記憶しているファイル114と、部品生産工程102で生産した部品が製品生産工程106で利用可能となるまでのリードタイムを記憶しているファイル110等を備える。さらに、
(1)長期期間内の最初の短期期間ISの製品生産に要する部品を生産する短期期間EMの特定手段と、
(2)長期期間内の最後の短期期間EEに生産する部品を使って製品を生産する短期期間IMの特定手段と、
(3)短期期間IS〜IMの製品生産計画数の合計の演算手段と、
(4)合計数の部品を短期期間EM〜EEで生産する部品生産計画の演算手段と、
(5)短期期間(IM+1)〜(次の長期期間のIS−1)の製品生産計画数の合計の演算手段と、
(6)合計数の部品を短期期間(EE+1)〜(次の長期期間のEM−1)で生産する部品生産計画の演算手段を備えている。
(もっと読む)
板取計画最適化方法及び装置
【課題】板取計画の最適解が短時間で求められるようにする。
【解決手段】過去のオーダ構成とそれに対する板取計画結果とそのときのパラメータをセットで蓄積しておき、これから板取計画を行おうとするオーダの構成と類似度の高い結果から、評価関数を最大化するパラメータを選択することにより、最適な板取計画を決定する。
(もっと読む)
生産管理システム及び方法
【課題】 別個の生産計画の下で制御される異なる生産活動を、互いに調和して連携するように制御する。
【解決手段】 生産管理用サーバ15,25,40にて、部品工場10での生産進捗状況を示す値(生産計画50と生産実績51間の相違値)が計算される。組立工場20での生産進捗状況を示す値(生産計画60と生産実績61間の相違値)が計算される。各工場10、20の生産進捗状況値が許容範囲以上である場合、その生産進捗状況値が他方の各工場20、10の生産進捗状況に与える影響値が計算され、その影響値で他方の各工場20、10の生産進捗状況値が補正される。その補正された生産進捗状況値の影響度がランク分けされ、影響度に応じて、工場10、20の双方又は一方に対して、それぞれの生産計画50、60を調整するためアジャスト・アクション指令が出力される。
(もっと読む)
生産効率解析システムと生産効率解析プログラムと記録媒体と生産効率解析方法
【課題】 自動的に生産ラインの生産効率解析のための観測データを収集して、リアルタイムに生産進捗管理をする。
【解決手段】
観測対象となる作業を行う特定の作業領域において、作業者が存在するか否かを観測する検出器15、16から観測データの入力を受け付ける観測データ受付手段41と、作業領域に存在する作業者12、13を実作業従事者とし所定の観測時間範囲で観測データを収集するデータ収集手段42と、観測時間範囲で観測対象となる作業に従事する人員の延べ人数Nと、実作業従事者の延べ人数nを算出する基礎データ算出手段43と、nとNの比を算出して生産効率を求める生産効率演算手段44と、生産効率演算手段44の演算結果を出力する出力制御手段とを備えたことを特徴とする生産効率解析システム。
(もっと読む)
生産予測方法およびそのシステム
【課題】 粒状原料の使用量を高精度に予測することを目的とする。
【解決手段】 製品の目標生産量と、前記製品の生産に使用する粒状原料の属性とを入力する工程と、加工処理装置による実際の加工処理の結果が予め求めて記憶されている複数種類の既処理原料を検索し、前記入力した属性と類似する属性を有する前記既処理原料を抽出する工程と、抽出した前記処理原料の実際の加工処理結果に基づいて、前記目標生産量の前記製品を得るのに必要な前記粒状原料の使用量を求める工程と、を有することを特徴としている。
(もっと読む)
ミシンの生産管理装置
【課題】簡単な構成で縫製時の生産履歴を知ることができるミシンの生産管理装置を提供する。
【解決手段】所定の縫製作業が終了するごとにその終了を示す時刻をメモリに順次記憶し、記憶された時刻に基づいて、単位時間当たりの縫製作業の終了数を時間単位ごとに算出し、その算出された単位時間当たりの終了数を時間単位ごとに時刻対終了数のグラフとして表示器21に表示する。また、設定された時間間隔での平均ピッチタイムを表示する。このような構成では、終了数の時間遷移など生産履歴を容易に把握でき、生産時の問題点の抽出が容易になり、効率的な生産管理が可能となる。
(もっと読む)
組立て型製品の販売方法および販売システム
【課題】
生産者は余剰部品の在庫を削減できるとともに、注文者は仕様に合致した製品を迅速かつ安価に入手できるように、生産者が保有する余剰在庫を注文者の要求仕様に合致した形態として効率的に情報提供する。
【解決手段】
組立て型製品の販売システムにおいて、製品を構成する部品から余剰部品を特定する手段と、前記特定された余剰部品を含む製品構成を生成する手段と、前記製品構成を通信回線を経由して注文者側端末装置に表示する手段を有する構成とする。
(もっと読む)
電子デバイス製造システム、電子デバイスの製造方法、電子デバイス、並びに電気光学装置
【課題】 一製品等ごとに環境負荷データを収集することができる電子デバイス製造システム、電子デバイスの製造方法、電子デバイス、電気光学装置を提供する。
【解決手段】 複数のワーク26が格納されたロットLを複数処理するものであって、複数のロットLの各々に格納された複数のワーク26の処理時間をロット単位ごとに計測する時間計測部16と、ロット単位ごとに計測した複数のワーク26の処理時間に対応する環境情報を計測する環境情報計測部16と、送受信可能な通信部14とを有する処理手段80と、複数のロットLの各々に対応して設けられ、処理手段80の通信部14と送受信が可能であり、ロットLの複数のワーク26の処理時間、環境情報を受信して、格納する記憶部を有するワーク情報管理手段30と、を備える。
(もっと読む)
部材発注システム、部材発注プログラムおよび部材発注方法
【課題】 不要な在庫をできるだけ減らしつつ部材を確保し、さらに製品の需要変動にも好適に対応できるようにする。
【解決手段】 オーダ情報と、資源情報と、資源使用余力情報とから、オーダに対する製品製造計画と、製品製造計画に対応する資源使用計画とを立案し、製品の常時確保量を製品別に格納した製品別常時確保量情報内の各製品について、製品製造計画の期間内の各時期における追加可能製造量を算出する。各製品の追加可能製造量の算出においてはそれぞれが資源使用計画において確保されていない未確保量を全て使用可能であると仮定する。各製品の各時期における追加可能製造量に基づき、各製品について常時確保量分を追加製造するための追加製造計画と、追加製造計画に対応する資源の追加使用計画とを立案し、各製品の追加製造でそれぞれ使用する各時期における各資源の資源量に基づいて、各時期に対する各資源の追加発注量を決定する。
(もっと読む)
材料容器運用計画システム
【課題】生産工程において材料容器を必要なタイミングで供給することができ、生産工程の納期遅れや材料容器も洗浄回数をできるだけ少なくすることができる材料容器運用計画システムを提供する。
【解決手段】設備着手計画作成部7は、各生産設備で生産する製品の着手順位、生産着手時刻、生産完了時刻等を割当てる。容器運用計画作成部8は、設備着手計画作成部7で作成された各生産設備の生産計画に対して使用する容器を割当て、各容器への材料の充填順序と空容器の洗浄順序を含めた各生産設備の生産工程を作成する。評価部9は、容器運用計画作成部8で作成された容器の運用を含めた各生産設備の生産工程に対して、所定の基準により一定の評価を与える。評価部9において最も評価の良かった生産工程計画が選択されてモニター等で構成される表示部11に表示される。
(もっと読む)
生産量予測方法、生産量予測装置、及び生産量予測処理プログラム
【課題】 従来の見込み生産の生産数決定のシステムを合理化し、正確な受注予測情報にしたがって、容易に確実な生産量を決定し、適切な在庫量を管理することが可能な生産量予測方法、生産量予測装置、及び生産量予測処理プログラムを提供する。
【解決手段】 本発明の生産量予測方法は、実績受注量のデータが記憶された受注量記憶手段から前記実績受注量を読み込む受注量入力ステップと、実績在庫量のデータが記憶された在庫量記憶手段から前記実績在庫量を読み込む在庫量入力ステップと、読み込んだ前記実績受注量及び前記実績在庫量に基づいて、現在の在庫量、前記実績受注量の偏差、及び次回の予測受注量を算出する算出ステップと、前記算出された、前記現在の在庫量、前記実績受注量の偏差、及び前記次回の予測受注量から、生産量を予測演算する予測生産量演算ステップと、を備えて構成する。
(もっと読む)
生産ライン管理装置、生産ライン管理方法、プログラム、および、プログラムを記録したコンピュータ読み取り可能な記録媒体
【課題】 生産ラインにおける生産効率を向上させることが可能となる生産ライン管理装置を得る。
【解決手段】 各バッファ部に溜められているワークの個数を検出するバッファ部個数算出部と、複数の生産設備が、自設備の不具合により停止している場合、自設備の不具合により停止している生産設備とボトルネックとの間に位置する各バッファ部に溜められているワークの総数を、上記停止直後におけるバッファ部個数算出部の検出結果に基づいて、該停止している生産設備毎に算出する総数算出部171と、総数算出部171の算出結果に基づいて、総数が少ない順に生産設備を特定する特定部172と、特定部172により特定された生産設備の順番を、表示装置122に表示させる表示制御部173とを備える。
(もっと読む)
トラッキングシステム
【課題】 本発明は、効率的且つ画一的に構築することができる汎用性の高いトラッキングシステムを提供することを目的とする。
【解決手段】 本発明は、各マシン10により所定処理を受けながら生産ラインを流れるワーク12をトラッキングするトラッキングシステムにおいて、各マシンを直接制御するPLC20と、ワークの生産管理を行う生産管理側コンピューター40と、PLCと生産管理側コンピューターとの間に設けられ、生産ラインを流れるワークをトラッキングするためのトラッキングプログラムを実行するトラッキングコンピューター30とを備え、前記トラッキングプログラムが、各マシンの接続関係及びワーク情報の取得方法が定義された定義ファイルと、前記PLCからのワーク情報とに基づいて動作するように構築されていることを特徴とする。
(もっと読む)
161 - 180 / 207
[ Back to top ]