
Fターム[3C100BB14]の内容
Fターム[3C100BB14]に分類される特許
1 - 20 / 161
駆動方法
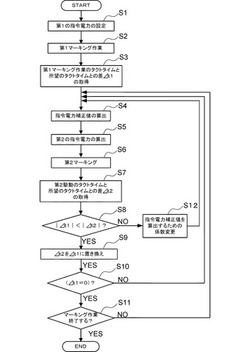
【課題】所望のタクトタイムで工程が終了するように、駆動方法を制御する。
【解決手段】電気機械の一例であるマーキング装置50などを対象とし、ローダー20から基板10を切り出し開始からアンローダー30へと収納されるまでの時間をタクトタイムとした場合、タクトタイムを所望のタクトタイムにするために、実際に動作させたときのタクトタイムを取得し、所望のタクトタイムとの差から、装置を動作させる指令電力を計算し、所望のタクトタイムになるような指令電力を決定する。
(もっと読む)
バッチ処理の作業時間予測方法及び装置

【課題】バッチ処理前後のバッチ化工程又はバッチ化解除工程に要する作業時間を簡易な方法で、且つ精度良く予測可能にし、今後の作業改善に役立てる。
【解決手段】部品選択指令及び合計実績作業時間を入力する入力部12と、処理待ち部品リストデータベース32からバッチ処理対象部品を選択する部品選択部22と、部品1個当りの過去の作業時間データベース34から部品1個当りの標準作業時間を設定する標準作業時間算出部24と、合計標準作業時間から各部品1個当りの実績作業時間を算出する実績作業時間算出部26と、部品1個当りの標準作業時間と実績作業時間とを比較し、この実績作業時間に基づいて標準作業時間の変更要否有無を判定する判定部28とを備えている。部品1個当りの実績作業時間を算出することで、今後の計画作業時間を精度良く予測できる。
(もっと読む)
生産管理装置および生産管理プログラム
【課題】利用者がサプライヤで実施される工程を含めた全体の工程の状況を把握することを可能にすること。
【解決手段】生産管理装置10は、通信部11と、納品される部品に対して実施される工程と、それぞれの工程の所要時間とを対応づけて記憶する記憶部13と、発注された部品の発注日と記憶部13に記憶されている所要時間とに基づいて、発注された部品に対して工程のそれぞれの実施が完了する予定日を算出するとともに、通信部11による通信を介して部品に対して工程のそれぞれを実施するサプライヤから工程の実施状況に関する情報を取得する制御部12とを備える。
(もっと読む)
生産または物流管理装置及び生産または物流管理方法
【課題】離散型シミュレーションの膨大なルール化を排除するとともに実態に即したシミュレーション機能を備えた生産または物流管理装置を提供する。
【解決手段】ものは、台車によってA工程エリア13〜C工程エリア15間を移動する。ものが各工程エリア内の設備に入ったときのIN時刻及びものが各工程エリア内の設備から出たときののOUT時刻は、データ取得端末32に記録される。ものがC工程エリア15内の設備を出たときに、データ取得端末32は、それまでに取得したIN時刻及びOUT時刻と予め設定された設定情報(例えばもの品種など)とを関連付けて工程データを作成する。生産・物流シミュレータ25は、工程データに基づいて、ものが一の工程、移動時間、次工程、さらなる工程を経て、処理が完了するまでの一連の流れを図式化するものチャートを出力する。
(もっと読む)
標準時間策定装置、標準時間策定システム、標準時間策定方法、及びプログラム
【課題】実際の作業者のスキルに応じた標準時間を策定する。
【解決手段】標準時間記憶部11が記憶する標準時間を用いて、複数の工程からなる作業のスケジュールを作成するスケジュール作成部13と、スケジュール作成部13が作成したスケジュールに基づいて実行した作業において測定された各工程の作業時間を収集する実作業時間収集部14と、作業者の経験年数毎に、実作業時間収集部14が収集した実作業時間の平均値を算出する平均算出部と、経験年数と平均算出部16が算出した平均値とを用いて、経験年数と作業時間との関係を示す関数を導出する関数導出部17と、関数導出部17が導出した関数を用いて標準時間記憶部11が記憶する標準時間を修正する標準時間修正部18とを備える。
(もっと読む)
作業時間管理システム
【課題】複数の異なる作業場間を移動されて生産される製品の生産作業時間を作業者別、製品別あるいは作業内容別に収集・管理する作業時間管理システムを提供する。
【解決手段】作業時間管理システムは、コンピュータ80、作業者用狭域発信体51、製品用狭域発信体61、狭域受信装置71、作業設備制御装置34、作業者用広域発信体52、および、広域受信装置74を備えている。狭域受信装置71は、作業者用狭域発信体51および製品用狭域発信体61が発信する作業者情報および製品情報を受信して、作業場21の情報を付加して、コンピュータ80に送信する。広域受信装置74は、作業者用広域発信体52が発信する作業者情報を受信して、建屋11の情報を付加して、コンピュータ80に送信する。作業設備制御装置34は、作業設備31の作業設備稼働情報をコンピュータ80に送信する。
(もっと読む)
製造ライン内律速装置の自動判別方法
【課題】製品がライン投入から回収まで辿る複数装置からなる複雑な構成の製造ラインにおいて、システムの運用実績を解析して製造ライン全体の律速となる装置を自動的に判別する方法を提供すること。
【解決手段】直列に連なる複数の製造装置からなる製造ラインにおいて、各装置または装置群からの製品払出時刻と処理工程とを製品毎に随時データとして記録し、処理工程別の装置または装置群単位の製品払出間隔の移動平均を算出し、製造ラインの上流側から順に規定されたラインタクトと比較し、製品払出間隔の移動平均がラインタクトを超える装置または装置群を律速装置と判断する。
(もっと読む)
標準作業時間更新方法及びシステム
【課題】観測者などを要せずに作業者が申告し、しかも作業者が嘘や誤った申告によって標準作業時間の更新データの信頼度が低下するのを防止することができる標準作業時間更新方法及びシステムを提供する。
【解決手段】例えば、信頼度判定部24により、作業者が申告した作業内容の作業時間が、データべースに蓄積されている前記作業内容の作業時間データの分布における所定範囲(±3σの範囲)を逸脱していないと判定した場合には、前記作業内容の標準作業時間を、申告された作業時間から算出した標準作業時間となるように更新し、逸脱していると判定した場合には、前記標準作業時間を更新しない、また、作業エリア推定部23で推定した作業エリアと、作業者が申告した作業エリアが一致すると判定した場合には前記作業内容の標準作業時間を前記算出した標準作業時間となるように更新し、一致しないと判定した場合には前記標準作業時間を更新しない構成とする。
(もっと読む)
組立作業時間の算出方法及びその装置
【課題】
製品設計のCAD情報から,製品の作業時間を生成し,その製品の改善余地を生成できるようにする。
【解決手段】
製品のCAD情報から製品を構成する各部品のモデル属性情報と、各部品の製品構成情報とを抽出し、この抽出したモデル属性情報と製品構成情報と予め記憶しておいた部品単位判定条件とを用いて製品を構成する部品を組立作業時間の計算対象となる作業単位に変換し、予め記憶しておいた部品種類の判定条件と部品種類ごとの組立作業時間の計算式を用いて変換した作業単位ごとの標準作業時間を算出し、予め記憶しておいた組立作業時間の増減要素の判定条件とこの増減要素ごとの増減作業時間の計算式を用いて算出した作業単位ごとの標準作業時間の増減時間を算出し、算出した標準時間の情報と算出した増減時間の情報とを用いて製品の組立作業時間を算出するようにした。
(もっと読む)
生産ラインシミュレーション装置およびプログラム
【課題】生産ラインシミュレーション装置において、生産管理データの入力を容易に行うためのプロセスエディタ機能を提供する。
【解決手段】複数の工程からなる生産ラインにおいて、製品の生産時間および生産能力を演算する生産ラインシミュレーション装置を提供する。プロセスエディタ部40は、工程毎に、工程に投入する素材に関する投入素材データ、工程から排出される素材に関する排出素材データ、および工程での所要時間を少なくとも含む生産管理データを作成する。プロセスエディタ部40は、生産管理データの少なくとも一部が表示されたプロセスセルオブジェクトを工程毎に作成する。プロセスエディタ部40は、各工程への投入素材数を含む投入ロット領域と、各工程からの排出素材数を含む排出ロット領域とをプロセスセルに表示し、複数のプロセスセル同士で排出ロット領域と投入ロット領域とを関連づけることで、工程間の流れを表現する。
(もっと読む)
スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置
【課題】 設定された作業員によるスケジュールを作成する際に、納期遅れする注文を極力減らしつつ、効率的に素早くスケジュールを作成する。
【解決手段】 計算機において、事前に与えられた基本情報(注文に関する情報、設備に関する情報、製造ルートに関する情報、処理時間に関する情報、作業員時間帯に関する情報、作業員設備対応に関する情報、作業人員に関する情報、期に関する情報)を、記憶部に登録する(STEP1)。作業人員を満たす全ての作業員パターンで、期間の単位毎に、注文毎の各工程の処理時間を負荷として各設備と作業員に山積する(STEP2)。次に、各作業員パターンの負荷の山積結果に基づいて、評価が最良となる作業員パターンを1つ決定する(STEP3)。決定した最良の作業員パターンに基づいて、スケジュールを作成し(STEP4)、出力部に出力する(STEP5)。
(もっと読む)
生産スケジュール立案装置
【課題】第1工程より後の任意の工程にバッチ処理が存在する生産ライン、特に、容量の異なる複数のバッチ処理設備を有する生産ラインに対しても良好な生産スケジュールを短時間で立案することができる生産スケジュール立案装置を提供する。
【解決手段】生産スケジュール立案装置1は、予め与えられている操業条件を読み取るマスタ読取装置2と、読み取った操業条件に基づいてバッチ処理グループを作成するバッチ処理グループ作成装置3と、作成したバッチ処理グループと読み取った操業条件とに基づいて第1工程のスケジュールを作成する第1工程スケジュール作成装置4とを備える。バッチ処理グループ作成装置3は、複数存在するバッチ処理設備に振り分けた注文をバッチ処理設備の容量に合わせてグルーピングしてバッチ処理グループを作成する。
(もっと読む)
作業者割付装置、作業者割付プログラム、作業者割付システム及び作業者割付方法
【課題】製品の納期を順守し、かつ作業者の育成効率を向上させること。
【解決手段】作業者割付装置の作業者割付作成部は、作業者割付ルールに基づき、各製品の各工程における作業者割付を作成し、各作業完了時間を算出する。そして、評価値算出部では、前記作業者割付作成部の処理結果より、納期順守の評価値と、作業者育成の評価値を算出する。さらに、作業者割付優先順位変更部では、前記評価値と、各評価値の目標値に基づき、作業者割付ルールを変更する。例えば、納期順守評価値の向上を狙う場合は、割り付けられた作業者より作業時間の短い作業者を優先的に割り付け、作業者育成評価値の向上を狙う場合は、割り付けられた作業者より作業時間の長い作業者を優先的に割り付けるよう、作業者割付ルールを変更する。そして、前記処理を複数回繰り返し、複数の作業者割付作成結果を、納期順守と作業者育成の両評価値により比較評価した結果を,利用者に提示する。
(もっと読む)
半導体製造のロット着工優先順位決定方法及びシステム
【課題】着工優先順位を決める際、装置の負荷率、ロットの装置への到着順、ロットの着工予定日時に対する遅れ、特急ロットや通常ロットのそれぞれの順位を解析的に決定する方法を提供する。
【解決手段】半導体製造のロット着工優先順位決定方法において、ロットの工程毎の完了予定日時と実績日時との差から遅れ時間を計算するロット進捗計算ステップ101と、装置の品種毎工程毎の装置稼働台数を取得する装置情報取得ステップ102と、遅れ時間と装置稼働台数と工程処理標準時間とから第1のロットの着工優先度決定指標を計算する挽回負荷・装置負荷計算ステップ103と、第1のロットの着工優先度決定指標から着工優先度を決定する着工優先度決定ステップ104と、を実行することにより、複数ロットの着工優先順位を決定する。
(もっと読む)
切圧機段取指示システム
【課題】複数種のロットの切圧電線を効率よく生産できるようにすること。
【解決手段】電線に切断及び端子圧着を行う切圧機を用いて複数種のロットの切圧電線を連続的に生産する際に、作業者に対して外段取作業を指示する切圧機段取指示システムである。切圧機段取指示システムは、ライン別生産スケジュールに基づいて、次生産予定のロットに対して必要となる外段取作業に関する外段取作業指令を出力すると共に、次生産予定のロットに対して必要となる外段取作業が、生産中のロットにおける外段取可能時間内に、単位作業者により終了可能か否かを判定し、終了不可と判定された場合に作業補助要求指令を出力する。
(もっと読む)
スケジュール調整プログラム、スケジュール調整装置、スケジュール調整方法
【課題】複数種類のイベントが混在する工程のスケジュールを最適化することができる技術を提供する。
【解決手段】予め時間長及び順序が決定され、手作業時間帯または機械作業時間帯である複数の通常作業時間帯を示す通常作業情報と、予め時刻が決定された少なくとも1つの特定時間帯を示す特定時間情報とを記憶部より取得し、通常作業情報における通常時間帯のそれぞれと、特定時間情報における特定時間帯のそれぞれとの組み合わせを順次選択し、手作業時間帯である通常作業時間帯と特定時間帯とが重なる等の判断がなされた場合、手作業時間帯を特定時間帯の開始時刻において分割し、前記分割された2つの手作業時間帯のうち、後の手作業時間帯の開始時刻を前記特定時間帯の終了時刻へ変更するなどしてスケジュールを最適化する。
(もっと読む)
生産改善支援システム
【課題】多台持ちの場合でも設備の稼働状況と作業者の作業状況を連合させて把握できるようにした生産改善支援システムを得る。
【解決手段】設備に搬入されたワークの有無を在荷センサ5により検出するとともに、設備ごとに設備への作業者の在場を在場センサ7により検出し、シーケンサ2は、これらの情報を設備の稼働情報及び作業者の在場情報として、サーバー8のデータベースに書き込み、サーバー8にLAN9により接続されたクライアント端末10は、サーバー8のデータベースに予め登録された作業者登録テーブルを用いて、設備と作業者とを関連付け、この関連付けられた設備の稼働情報及び作業者の在場情報を連合させてマンマシンチャートとして表示するようにした。
(もっと読む)
情報処理装置、情報処理方法及びプログラム
【課題】規格値を設定することなく、時系列データから工程能力を抽出することができるようにすること。
【解決手段】情報処理装置は、ある時刻の直前の第1の期間に亘る時系列データの標準偏差をその移動平均により除することによって第1の変動係数を算出するとともに、当該時刻の直前かつ第1の期間よりも短い第2の期間に亘る時系列データの標準偏差をその移動平均により除することによって第2の変動係数を算出する変動係数算出部と、第1の変動係数を第2の変動係数により除することによって変動係数比を算出する変動係数比算出部と、変動係数比を参照して、当該時系列データによって特徴づけられる工程に対する工程能力を評価する工程能力評価部と、を有する。
(もっと読む)
生産情報管理システム及び方法
【課題】管理している生産性・信頼性評価指標のデータを設定のみで表示したい方式で柔軟に表示できる生産情報管理システム及び方法を提供する。
【解決手段】データ収集・集計機能ブロック120は、データ収集処理を実行する機能ブロック122により収集処理したデータをRDB124に格納し、RDB124に格納された情報を用いて各種汎用View(汎用Viewファイルを含む)126を作成する。エンジニアリング機能ブロック180は、エンジニアリングツール処理182により、XML構造ファイル184の生成処理が行われる。一方、画面表示系200は、画面表示機能ブロック210を備える。画面表示機能ブロック210は、情報管理装置10の画面に生産システムにおける生産性・信頼性評価指標を提示する各種グラフをユーザの設定に基づいて表示実行させる機能を備えている。
(もっと読む)
工程編成支援システム及び工程編成支援プログラム
【課題】工程編成を支援するための適切な情報を提示できる、工程編成支援システム及び工程編成支援プログラムを提供すること。
【解決手段】生産工程に含まれる複数の作業要素を1つ又は複数の作業要素毎に区画することにより複数の工程を編成するための支援を行う工程編成支援システム1であって、作業価値情報と作業時間情報と作業順序情報を格納する作業要素テーブル22と、単位生産時間情報と指定工程数情報を格納する基準範囲テーブル24と、工程編成の対象とすべき複数の作業要素を特定する作業要素特定部31と、複数の工程を編成する工程編成部32と、複数の工程に含まれる作業要素を工程の相互間で移動する工程平準化部33と、工程編成の対象とされなかった作業要素を、工程編成された各工程に対して又は作業要素が移動された各工程に対して付帯させる付帯作業編成部34とを備える。
(もっと読む)
1 - 20 / 161
[ Back to top ]