
Fターム[3C100CC08]の内容
総合的工場管理 (15,598) | データの移動、通信網の管理 (1,431) | 分散処理 (223) | クライアントサーバ型 (205)
Fターム[3C100CC08]に分類される特許
121 - 140 / 205
トレーサビリティ方法およびトレーサビリティシステム
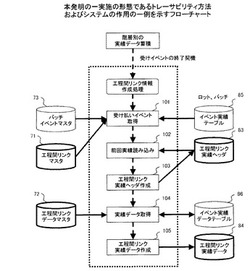
【課題】連続型製造システム等における製造活動情報、原材料情報、品質情報、製品情報の収集・分析、追跡、遡及を実現する。
【解決手段】複数の工程間のイベント等のリンクを定義、記録する工程間リンクマスタ71、工程間リンクデータマスタ72、バッチイベントマスタ73、工程間リンク実績ヘッダ83、工程間リンク実績データ84、イベント実績テーブル85、イベント実績データテーブル86を用いて、工程間の物質の受け払いを契機として、前後の工程にリンクした各種イベントや計測データの実績値の関係を工程間リンク実績データとして記録することで、複数の工程間にまたがった製品情報の収集・分析、追跡、遡及を実現する。
(もっと読む)
基板処理装置の生産工程管理システム

【課題】基板処理装置の生産工程を発注者が即座に確認することができる基板処理装置の生産工程管理システムを提供する。
【解決手段】半導体製造装置の受注を受けた半導体製造装置生産工場100では、その生産工程計画を確定した後に生産工程認識サーバ20にデータベースとして登録する。その後、生産進捗に関する情報は生産作業者用コンピュータ50から入力される。また、生産工程計画を変更したときには、その情報が生産管理者用コンピュータ40から入力され、データベースが修正される。データベースが新規に登録されたとき、またはデータベースが修正されたときには、生産工程認識サーバ20から発注者宛に電子メールによる通知が行われる。発注者はコンピュータ10から生産工程計画のデータベースを任意の時点で閲覧することができる。
(もっと読む)
生産・販売管理システム
【課題】本発明は、簡単かつ確実に操作することができ、ひいては導入コストや教育コストを抑えることが可能な生産管理システムおよび販売管理システムの提供を課題とする。
【解決手段】クライアント端末3は、モニタにおいて地図画面10を3次元で表示させ、地図画面10上に倉庫11、工場12、小売店13、輸送経路14、本社15のアイコン画像が表示される。地図画面10においていずれかのアイコン画像11〜15がクリックされると、さらに該アイコン画像11〜15に対応する設備、機械類、あるいは在庫置き場所などのアイコン画像がクライアント端末3のモニタに3次元で表示される。
(もっと読む)
部品引当物流管理システム
【課題】一次供給者から二次供給者に輸送中の部品も販売代理店からの発注に引き当てることができる部品引当物流管理システムを提供する。
【解決手段】販売代理店30が、二次供給者20に発注する一次発注情報41を入力する端末装置4と、受注管理データベース52と、二次供給者20が保有する部品の在庫管理データベース51と、一次供給者10から二次供給者20に輸送中の部品の情報を記憶する生産管理データベース50と、受注管理データベース52から一次発注情報41を読み出して、部品を引き当てる引当処理部32とから構成し、一次発注情報41に在庫を引き当てる第1のステップ(ステップS100)と、第1のステップにおいて引き当て残があるときに、生産管理データベース50を検索して、一次発注情報41に輸送中の部品を引き当てる第2のステップ(ステップS102)とから構成して、一次発注情報41を分割して引き当てる。
(もっと読む)
トレーサビリティ情報収集方法、トレーサビリティ情報収集システム、購入部品情報入力端末および製作品情報入力端末
【課題】BOMを基幹情報とした生産情報システムが整備されていない場合でも、製作品のトレーサビリティ情報を収集できるようにする。
【解決手段】購入部品情報入力端末2は、購入部品の注文番号と部品型式識別情報とを取得し、その購入部品のトレーサビリティ情報(製造シリアル番号またはロット番号)を取得し、その取得した購入部品の注文番号と部品型式識別情報とトレーサビリティ情報とを関連付けてデータベースサーバ3に登録する。また、製作品情報入力端末4は、製作品の製作指示番号と部品型式識別情報とを取得し、製作品が製作されるとき、その組付部品が部品棚から取出されるたびに、その取出された組付部品のトレーサビリティ情報を取得し、その製作品の製作指示番号とトレーサビリティ情報とを関連付けてデータベースサーバ3に登録する。
(もっと読む)
品質管理支援システム
【課題】製品や部品を製造する前の設計段階等において、予め不具合の発生しそうな工程を把握して対処をすることができるようにした品質管理支援システムを提供する。
【解決手段】品質予測サーバ装置1には、製品情報管理データベース(DB)2、工程情報管理データベース(DB)3、改善情報管理データベース(DB)4と、標準時間管理データベース(DB)5が接続されている。そしてこの品質予測サーバ装置1は、ネットワーク(例えばLAN=Local Area Network)6に接続される。また、このネットワーク6には、設計試験・技術試験ステージの前工程端末装置7a、7bや、量産前ステージの後工程端末装置8a、8b、量産ステージの量産装置9a、9b、さらに販売サーバ装置10を通じて市場稼動情報データベース(DB)11などが接続される。このシステムにより、予め不具合の発生しそうな工程を把握した品質予測シートが生成される。
(もっと読む)
製造工程管理システム
【課題】効率的なセル生産を実現する。
【解決手段】セル生産方式製造システム10において、セルコンピュータ13は、電子マニュアルを記憶し、電子マニュアルに従って、作業者が実行すべき作業を表示する。セルコンピュータ13は、電子マニュアルに従って、作業に使用するパーツ・部品、工具等とその個数とを作業者に指示する。工具や各パーツの収納部には、センサが配置され、作業者により取り出されたパーツとその個数や、工具の使用状況を監視する。パーツボックス17は、マトリクス状に配置されており、センサは、マトリクスの行と列とに対応して一対の光学センサを備え、行方向と列方向の検出位置に基づいて、作業者により取り出されたパーツを監視する。セルコンピュータ13は、各センサの出力に基づいて、作業を進捗させる。
(もっと読む)
情報処理装置および情報処理方法および情報処理プログラム
【課題】 最終出力物を得るために必要となるワークフローが自動的に生成されるが、セキュリティに関しては一切考慮されていないため、処理途中に情報が漏洩する恐れがあった。
【解決手段】 オーダされた処理を実行するワークフローを自動的に生成する場合、セキュリティを考慮したワークフローの自動生成処理を実行する。
(もっと読む)
半導体製造システム
【課題】記憶装置への集中アクセスを防止して、スループットの向上した半導体製造システムを提供することにある。
【解決手段】記憶装置30と、計算機20と、半導体製造装置10と、半導体検査装置60と、制御装置70とは、大量データ伝送の可能なSAN40と、SANよりも低速なLAN50で接続される。制御装置70は、計算機20によって変換された半導体製造装置用のデータを、SAN40を介して、半導体製造装置10に直接転送する。
(もっと読む)
プリント基板品質情報管理システム
【課題】プリント基板をそれぞれのサイズの基板に分割した後でも、各サイズの基板を識別してそれぞれの品質を把握することが可能なプリント基板品質情報管理システムを提供する。
【解決手段】検索情報は、2次元コードリーダ28により小基板の2次元コードを読取ることにより得られ、この2次元コードによって示される個体識別情報(プリント基板の基板品種名、生連番号、及び小基板の個体番号)である。この検索情報がPC27等の端末装置からサーバ21へと送受される。サーバ21は、個体識別情報を検索情報として受け取り、この個体識別情報に対応付けられた品質情報を品質情報データベース12から検索し、この検索結果をPC27等の端末装置に返信する。PC27等の端末装置は、この検索結果を受信して、この検索結果を表示する。
(もっと読む)
工程管理方法及び工程管理プログラム
【課題】よりよい品質を維持するための工程管理方法及び工程管理プログラムを提供する。
【解決手段】工程管理サーバ20の管理コンピュータ21は、各ロットの階層関係に関する情報として、ロット番号、部番及び前工程部番・ロット番号に関するデータを含むロットデータをロットデータ記憶部31に記録する。そして、特定のロットに関連する関連ロットを、ロットデータ記憶部31に記録されたロット番号、部番及び前工程部番・ロット番号に基づくツリー構造を用いて特定するロットトレース処理を行う。そして、このツリー構造を用いた関連ロットの特定に基づいて、特定のロット及びこの関連ロットの利用を保留にするための保留処理を行う。
(もっと読む)
部品情報管理システムおよびプログラム
【課題】製品の生産計画が変更された場合、製品の部品が当該変更に応じた適当な場所に搬送され、且つ、当該変更に応じたコスト変動が正確に管理されるように部品に関する情報を管理し得るシステム等を提供する。
【解決手段】本発明の部品情報管理システムによれば、第1処理ユニット110が、部品Wの搬送場所の変更の有無を判定する。また、第1処理ユニット110により部品Wの搬送場所が変更されたと判定された場合、搬送装置220による部品Wの搬送に先立ち、第2処理ユニット120が、部品搬送ラインに設置されているR/W200に、当該変更後の搬送場所を部品Wに付されているRFIDタグ202に書き込ませる。また、第3処理ユニット130が、部品Wの搬送場所の変更に伴うコスト変動を認識する。
(もっと読む)
在庫管理システム
【課題】 各販売会社で発注を生産工場にしたとき、生産工場側がその発注が在庫補充のための発注か早急に必要とする発注か区別がつかず、顧客に納期の遅れが生じる場合があった。
【解決手段】 拠点サーバ装置は在庫マスタデータベースと注文マスタデータベースと受注マスタデータベースと発注システムとを有し、拠点基幹装置は拠点在庫管理データベースと発注予定情報作成プログラムを有し、中央基幹装置は中央在庫管理データベースを有する。
(もっと読む)
製造工程管理システムと製造工程管理プログラムと記録媒体と製造工程管理方法
【課題】ネットワーク設定を容易にし、製造ラインの組み替えの自由度を向上させる。
【解決手段】 所定の製品の製造ライン中の各工程に設けられた管理カード10から、各工程を特定する管理データ23を無線により読み取るカードリーダと、カードリーダにより読み取った管理データを、インタフェース15を通じて取得するデータ読み取り手段31と、インタフェースに割り付けられたポートを、工程識別情報21とポート情報とを対応付けたポート割り付け情報41を生成するポート管理手段32と、インタフェースから任意の管理データの入力を受け付けて、工程識別情報21と管理データとを対応付けた工程毎の管理データ群42を生成するデータ管理手段33とを備えた。
(もっと読む)
品質向上支援システムおよびその制御方法、ならびに制御プログラム
【課題】 蓄積した不具合情報に基づいて、関連する部門の弱点を特定するとともにその弱点の対策指示を提示することができ、これにより効果的な品質改善活動に寄与する品質向上支援技術を提供する。
【解決手段】 品質向上支援システムは、個々の不具合現象につき少なくとも不具合原因のデータを含む不具合現象データベースを備える。システムは、不具合現象データベースにおける不具合原因別に、不具合の改善緊急性の度合を示すリスクポイントを算出する(S16,S19)。その後システムは、前記リスクポイントが所定の閾値を超える不具合原因を弱点と判定する(S17,S20)。そしてシステムは、前記弱点と判定された不具合原因に対する改善対策指示を関連部門に送信する(S18,S21)。
(もっと読む)
データの転記を特徴とした生産管理システムおよび方法
【課題】時間が経過して製品の改廃などが発生しても直ちに当時の型式が使用されていた受注伝票、手配伝票、および発注書を探し出す事を可能にする。また、手配コードがなくても受注伝票、手配伝票、および発注書を生産管理システムを使用して柔軟に効率良く手配する事を可能にする。
【解決手段】受注伝票、手配伝票、および発注書のデータが他のデータベースに依存する事がないように必要事項を全て記載するようにし、受注伝票から手配伝票へは転記手段により必要事項を転記し、また、手配伝票から発注書へも転記手段により必要事項を転記し、それぞれ転記確認手段により転記元に転記確認を記入して、正しく転記された事が判断できるようにする。また、受注伝票、および発注書には署名領域と非署名領域を設けて、署名領域には電子署名と電子承認を行って改ざんを防止し、非署名領域には電子署名や電子承認でもメモ等を記入可能とする。
(もっと読む)
品質データ収集標準化方法及び品質データ収集標準化装置
【課題】製造現場からの品質データ収集において、収集項目の変更に対しシステム改造なしに柔軟に対応可能な品質データ収集標準化方法を提供すること。
【解決手段】標準化を実現する手段として、品質データ収集標準タグとその標準タグに対応した標準品質データベース構造をもつ品質データベースを有し、品質データを前記標準タグに基づいて解析し、前記標準タグに対応した品質データベースに格納することで、あらゆる品質データにおいて、品質データベースに登録・管理できることにより解決できる。
(もっと読む)
モーションシステムおよびそのトレースデータ設定方法
【課題】モーションシステムの制御アプリケーションプログラムに対応した、異常を検出するためのトリガ用アラーム種別と異常を解析するためのトレースデータ種別を自動で設定することができるモーションシステムおよびそのトレースデータ設定方法を提供する。
【解決手段】機器構成情報、機種情報から選択された制御アプリケーションプログラムに対応したアラームトレーステーブル種別を特定し、前記アラームトレーステーブル種別に基づいてサーバー4から取得してアラームトレーステーブル110に格納したアラーム種別およびトレースデータ種別を、制御対象機器2iに応じたトリガ用アラーム種別およびトレースするデータ種別としてトレースデータ設定条件保持手段111jに自動で設定する。
(もっと読む)
生産管理システムの端末および該端末の制御プログラムおよび管理方法
【課題】生産順位の急な変更があった場合でも、配膳部品で次に取付けるべき部品が収容された容器を容易に特定できるような仕組みを低コストで実現する。
【解決手段】部品と該部品を取付ける製品の仕様を含む仕様情報を記憶する手段と、管理サーバから受信した配膳情報を記憶する手段と、部品の収納容器に取付けられた第1のRF−IDと製品に取付けられた第二のRF−IDのタグデータを読取る読取手段と、前記読取手段により読取られた第1のタグデータと第2のタグデータと仕様情報と配膳情報に基づいて、前記第2の物品に取付けられるべき第1の物品が前記端末近傍に存在する容器に収容されているかを判定する手段と、製品に取付けられるべき物品が工程端末近傍に存在する容器に収容されていないと判定した場合に、現在端末の近傍にある容器には次に取付るべき部品が収容されていない旨の警告を工程端末に接続された表示装置に表示する手段を備えた。
(もっと読む)
ワークフロー管理システム
【課題】 実際の作業スケジュールを算出することのできるワークフロー管理システムを得る。
【解決手段】 スケジュール管理部130は、作業予定日および作業全体の作業完了日を決定する場合、作業日に対応した作業負荷率を反映させて算出を行う。また、スケジュール管理部130は、作業負荷率に基づいてデフォルトの作業予定日初期値を算出すると共に、作業予定日初期値に対して作業担当者が承認した値を作業予定日として取得した場合は、この作業予定日に基づいて作業完了日を再計算する。
(もっと読む)
121 - 140 / 205
[ Back to top ]