
Fターム[3C100DD12]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報担体 (386) | パレット(搬送台車を含む) (22)
Fターム[3C100DD12]に分類される特許
1 - 20 / 22
部品配膳台車を用いた部品配膳システム及び部品配膳方法
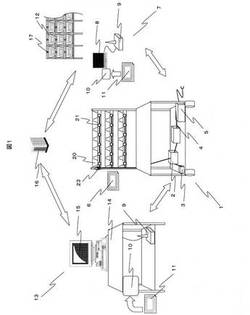
【課題】多品種少量生産において、作業者の作業習熟度の個人差を低減し、且つ部品の選択間違いや組立間違いをなくすこと。
【解決手段】複数の保管箱を有する保管棚12と、部品箱20に部品を配膳する部品配膳台車1と、保管箱18と部品箱20の表示を制御する部品出庫・配膳作業指示システム7と、部品箱20から部品を取り出して部品組立作業を指示する組立作業指示システム13と、部品の出庫作業と配膳作業に必要なデータ及び部品の組立作業に必要なデータを管理し両システムにデータを提供するデータ管理サーバ16と、を備え、両システム7,13は、データ管理サーバ16からのデータを基に、出庫作業と配膳作業と組立作業とからなる一連の作業を、単一の部品配膳台車1を介在させて、複数の型式又は品種の製品の製作に対処すること。
(もっと読む)
生産管理システム

【課題】生産ラインにおいて、人為的ミスを防止し、更に使用材料と材料導入容器の誤使用を、確実に防止する。
【解決手段】生産管理シートのバーコード情報を用いる生産管理システムであって、バーコード読取装置と、警報を発する装置と、材料導入装置とを有し、前記生産管理シートのバーコードと材料のバーコードとを読み取り、両者の情報が一致するまでは、材料導入容器部品のバーコードが読み取りエラーとなるよう設定されており、両者の情報が一致すると、前記材料導入容器部品のバーコードの読み取りが可能となり、次いで材料導入容器部品のバーコードを読み取り、更に、生産管理シートのバーコード情報と材料導入容器部品のバーコードとを照合し、一致するまでは、材料導入装置が稼働不能状態に維持されており、材料導入容器部品と生産管理シートのバーコード情報が一致した場合に、前記材料導入装置が稼働可能状態に設定される生産管理システム。
(もっと読む)
加工システム
【課題】工具製作工程から該工具を用いた加工工程工まで、該工具を管理できるようにすること。
【解決手段】ワークを機械加工する加工システム(11)が、ワーク(W)の加工用工具(E)を製作するための第1の加工機(37a)と、第1の加工機(37a)で作成された工具(E)を用いて、ワーク(W)を加工する第2の加工機(53)と、工具(E)の識別情報を該工具に付与する工具識別情報付与手段(27a)と、工具識別情報付与手段(27a)の情報を読取るための読取手段(233、41、49)と、第1との加工機(37a)における工具(E)の加工進捗情報、及び第2の加工機(53)における工具(E)の使用状況を工具識別情報(27a)に対応させて記憶する記憶手段(23)とを具備する。
(もっと読む)
ICタグによる工具管理システム
【要 約】
【課 題】搬送用のパレットにICタグを取り付け、それに収納した工具の管理が、一品ごとにできるICタグによる工具管理システムを提供する。
【解決手段】パレット(5)に取り付けたICタグ(6)の記録情報は、パレット(5)内の領域を区分して設けた複数の番地の情報と、該番地を設けた領域に収納する工具のID情報と、該ID情報をもつプラグの履歴情報とを少なくとも含む工具管理情報とされ、ICタグリーダ/ライタ装置(8A,8B)は、工具管理用コンピュータ(9)を介して加工工程管理用コンピュータ(10)と接続され、パレットの搬送路(14)の少なくとも一箇所に配置されてなる工具管理システム。
(もっと読む)
工程間搬送コンベアシステム
【課題】生産ラインの稼働率の低下を抑制する。
【解決手段】工程間搬送ラインへの被搬送物の搬入の際にキャリアナンバーリーダ4により読み取ったキャリアに設けたキャリアナンバーと対応付けて、被搬送物のデータ管理ナンバーをコンベア制御PLC1のメモリ上のテーブルに登録し、工程間搬送ラインからの被搬送物の搬出の際にキャリアナンバーリーダ5により読み取ったキャリアナンバーに対応する前記テーブルのデータ管理ナンバーを空データとし、工程間搬送ラインから搬出された被搬送物のデータ管理ナンバーを、コンベア制御PLC1から下流側の工程制御コンピュータCBに受け渡し、キャリアの搬送制御を、トラッキング制御コンピュータ2の制御指示(d)によりコンベア制御PLC1が行う全自動モードと、制御指示(d)によらずにコンベア制御PLC1が行うバックアップモードとを備えた。
(もっと読む)
生産管理システム
【課題】作業者によるロット毎の処理状況のインプット作業負担を軽減すると共に、効率的なロットの進捗指示を行うことができる生産管理システムを提供する。
【解決手段】ロット保管棚1に保管され、処理すべきロットを収容すると共にロットの処理内容に関する情報をアンテナを介して中央計算機5に伝送する送受信器3を有するロットケース2と、ロットケースの送受信器に設けられた発光装置8と、ロット保管棚に設けられロットケースの所在を読み取りロット情報7として中央計算機に入力する読取装置4と、作業者に保持されアンテナを介して所定頻度で作業者の位置情報を中央計算機に入力する発信器10とを備え、作業者の位置情報に基づいて作業者のロット保管棚への接近を検出した時、中央計算機がロット情報と作業者位置情報11とのマッチングを行い、作業者が処理すべきロットを収容したロットケースの送受信器を経由して発光装置を動作させる構成とする。
(もっと読む)
生産経路ナビゲートシステム、生産経路ナビゲート方法、生産管理装置、工程管理装置、生産経路ナビゲートプログラムおよび記録媒体
【課題】生産履歴の管理情報を活用して最適な生産経路を決定することによって、製品品質の向上を実現する生産経路ナビゲートシステムを提供する。
【解決手段】この生産経路ナビゲートシステムは、まず、製造工程管理装置から送信された製造履歴情報と、検査工程管理装置から送信された検査履歴情報とに基づいて、製造履歴、機種毎に直行率を算出し、算出した直行率から最適な生産経路を決定しておく。製品が各工程に投入されるときには、当該製品が最適な生産経路上にあるか否かを判定して、当該製品が最適生産経路上にある場合には、当該製品を当該工程に投入する。そして、当該工程の作業が完了したときには、その製品の搬送先を最適な生産経路上にある次工程に決定する。
(もっと読む)
作業管理システム、作業管理方法、及び管理計算機
【課題】従来は、作業員の動作・位置と商品等の動き・位置を同時に正確に把握できず、正しい作業内容の把握・評価ができないという問題があった。この問題を解決し、作業管理とさらに品質管理も実現できるシステムを提供する。
【解決手段】センサネットワークを利用し、第1のセンサノードにより作業員の動作情報および位置情報を取得し、第2のセンサノードにより物品の状態情報と位置情報の少なくとも一方を取得し、これらの取得情報を組み合わせて、作業員の動作解析、作業内容の特定、作業状況評価を行うことを特徴とする。
(もっと読む)
製品トレース支援装置及び製品トレースシステム
【課題】安価且つ簡単な構成で製品個別のトレーサビリティを確実に実現する。
【解決手段】製品を段階的に生産する複数の生産工程への前記製品の運搬に用いられる運搬部材110に設けられ且つ前記製品の生産に関するトレースを支援する製品トレース支援装置であって、前記生産工程で発生した前記トレースに必要なトレース情報を前記生産工程毎に収集するトレース情報収集手段12aと、トレース情報収集手段12aが収集したトレース情報を前記製品に関連付けて記憶するトレース情報記憶手段13aと、トレース情報記憶手段13aが記憶しているトレース情報を出力する予め定められた出力タイミングを検出する出力タイミング検出手段12bと、出力タイミング検出手段12bによる検出に応じてトレース情報記憶手段13aが記憶しているトレース情報を出力するトレース情報出力手段12cと、を有する。
(もっと読む)
工程管理システム、工程管理方法、および工程管理プログラム
【課題】生産ライン上で物品の流れに誤りがあったときにそれを検知する。
【解決手段】上流側工程における物品の処理に関する上流側工程処理情報を収集する第一の情報収集手段と、該上流側工程で処理された物品の移動先である下流側工程における当該物品の処理に関する下流側工程処理情報を収集する第二の情報収集手段と、所定の順序に従った、隣接する工程の接続を示す工程接続情報を保持した工程接続情報保持手段と、第一の情報収集手段に収集された上流側工程処理情報、および物品が該上流側工程から下流側工程に移動した際に第二の情報収集手段に収集される下流側工程処理情報と、工程接続情報保持手段に保持された工程接続情報とを比較する情報比較手段と、該比較結果に基づいて、該上流側工程から該下流側工程への物品の移動が正しいか否かを検知する検知手段とを具備した工程管理システムを提供する。
(もっと読む)
RF−IDタグとネットワークの間の通信を制御するシステム、装置、方法、プログラム、および当該制御方法を利用して製品を製造する製造方法
【課題】管理システムが接続されたネットワークとRF−IDタグとの間の通信を制御し、ネットワークの状態が悪化してもデータが消失せず、無駄な待ち時間も発生しないようにする。
【解決手段】LAN監視装置210と応答監視部203は、ネットワークの状態を監視してネットワーク状態情報を出力する。判断制御部204は、ネットワーク状態情報に基づいて非ネットワークモードとネットワークモードを切り替える。RF−ID制御部201A〜201Cは、非ネットワークモードでは、アンテナ202A〜202Cに、当該工程に対応する付加情報を前記RF−IDタグへ書き込ませ、ネットワークモードでは付加情報を工程管理システム110へ送信する。データ回収装置220は、RF−IDタグから情報を読み出すアンテナ221と、その情報を格納する格納部223を備える。
(もっと読む)
ラックセンタへの部品搬入装置及び部品搬入方法
【課題】車体組み立てライン等の生産ラインへ供給される部品を一時貯留するラックセンタへの部品搬入装置及び部品搬入方法を提供する。
【解決手段】部品メーカから搬入され生産ラインで組み付けられる部品が収容された通箱6をバーコードに基づいて受け入れる部品棚8を備えたものであって、部品棚8の部品シュータを搬入側から搬出側に向かって通箱6を順に搬入可能に構成し、生産計画のデータを記憶する生産計画データ記憶部20と、通箱6のラックセンタへの搬入を確認する搬入部品確認部23と、生産計画通りに部品を生産ラインの各部品組み立てステーションに搬出できる順序を設定する順序設定部40と、この順序設定部40の順序設定結果に基づいて各通箱6を対応する前記部品シュータを割り当てる部品シュータ割当部41と対応する部品シュータのどの位置に通箱6を搬入するかを設定する部品シュータ搬入順序設定部42とを設けた。
(もっと読む)
生産ラインへの部品供給システム
【課題】混流ラインであっても組立生産ラインのワークに組付部品を供給するに際して、効率良く且つ正確に部品供給が行えることを目的とする。
【解決手段】製品の生産ライン1に対応して、生産ライン1で組み付けられる部品が収容された通箱6を搬入するラックセンタ4を設け、このラックセンタ4に部品棚8を設け、部品棚8に通箱6を奥行き方向に複数収納可能で、製品の生産計画に基づいて搬出側から取出可能な部品シュータ9を設け、ラックセンタ4と生産ライン1の各部品組み立てステーションSとの間に自走搬送台車11を移動可能に配置し、この自走搬送台車11により部品棚8から取り出された部品を搬送パレット14に載置して部品組み立てステーションSに搬送すると共に、各部品組み立てステーションSにおいて部品が組み付けられて空となった搬送パレット14を回収してラックセンタ4近傍に帰還させる。
(もっと読む)
本の生産履歴管理システム
【課題】本の印刷工程から出荷段階のパレタイズ工程までの生産履歴をたどることができる本の生産履歴管理システムを提供する。
【解決手段】印刷工程Aと、製本工程Bと、パレタイズ工程Cの生産履歴管理システムであり、印刷制御装置1と製本制御装置8とパレタイズ制御装置11とがネットワークを構成し、印刷制御装置1が、刷本の営業元情報と印刷情報と印刷不良情報と印刷日時とをバーコード化した印刷情報ラベルを作成し、製本制御装置8が、印刷情報ラベルの情報と製本機23の各鞍の鞍番号とを読み取り、印刷情報ラベルの情報と鞍番号と製本工程で発生した製本不良情報とを製本日時とともに記憶し、製本工程からの製本を集積して結束した結束本に製本機番号と製本日時の結束本情報をバーコード化して製本情報ラベルを作成し、パレタイズ制御装置11が、製本情報ラベルによる結束本情報を読み取り、パレタイズ機の機械番号とパレタイズ日時等を記憶する。
(もっと読む)
作業実績収集システム
【課題】生産ラインに配置された部品、組み立て重量および締結時間を検知し、標準作業時間と相違点とを照合し、組み立て部品の順番の入れ替えを行うことを可能とする。
【解決手段】自動搬送装置の周辺に配置されており、かつ、作業ステーションIDを保持している作業ステーションRF−IDタグから作業ステーションIDを読取るとともに、部品トレイに貼付されており、部品IDを保持している部品IDタグから部分IDを読取るID情報読取り手段3と、標準作業情報を記憶している標準作業情報記憶手段1と、重量変化値と重量変化値の発生時間とを計測して重量変化情報として検知する重量測定手段4と、電動工具の作動回数と作動時間とを作動情報として検知する電動工具作動状況検知手段5と、標準作業情報読取工程と、ID情報読取工程と、電動工具作動検知工程と、重量変化検知工程と、作業順番確定工程とを実施する制御手段2とを備えている。
(もっと読む)
部品組付管理システム
【課題】バリエーションが多い製品の組立作業を効率化する。
【解決手段】製品の組立ラインに、その製品に組み付けられる部品の管理装置が設置される。製品には製品識別子を記憶した製品ICタグが取り付けられる。部品には部品の種類を特定する部品識別子を記憶した部品ICタグが取り付けられる。管理装置は、製品の識別子と、部品の種類を特定する部品識別子とを対応づける組付テーブルを格納する記憶部と、非接触で製品識別子を読み取る製品読取装置と、非接触で部品識別子を読み取る部品読取装置とを備える。部品ICタグが所定の時間のあいだに移動した移動距離が所定値を超えた部品ICタグが製品読取装置により読み取られた製品識別子と対応しないと、警告信号が出力される。こうしたシステムにより、作業者が取り付けるべき部品でない部品を誤った移動したとき自動的に警告が発せられる。
(もっと読む)
生産システム
【課題】 トレーサビリティーや工程管理の点で優れた生産システムを提供すること。 【解決手段】 ワーク1が順次搬送され、ワーク1に対する部品の組み付けが行われるライン2を備え、前記ワーク1および部品により構成される製品の生産を連続的に行う生産システムであって、製品に関する製品情報と、各製品を構成する前記ワーク1および部品に関するパーツ情報とを関連付けて管理するように構成されている。
(もっと読む)
生産システム
【課題】 ワークに対する組み付け等に関する異常を早期に検出することができる生産システムを提供する。
【解決手段】 ワーク1が順次搬送される搬送ライン2に、ワーク1に対する加工または部品の組み付けまたは検査を行う処理ステーション3が複数設けられ、前記ワーク1からの製品の生産を連続的に行う生産システムであって、前記処理ステーション3における検査の結果を表示するディスプレイ装置13が、その処理ステーション3近傍に設けられている。
(もっと読む)
パレット管理装置
【課題】 検出信号のチャタリング等の異常があっても、正確なパレット数管理を実現する。
【解決手段】 パレットを管理するパレット管理装置(1)は、パレット枚数を管理するパレット管理部(2)と、生産ラインの設定されたエリア内に侵入するパレットを検出する入口側パレット検出部(3)と、エリア内から退出するパレットを検出する出口側パレット検出部(4)とを具備する。エリア内のパレットの有無の識別のための識別領域がパレット管理部に設けられる。入口側パレット検出部からパレット管理部には、侵入したパレット番号が通知され、パレット管理部はこれを受信して所定のパレットの識別領域を1に設定し、出口側パレット検出部からもパレット管理部に、退出したパレット番号が通知され、パレット管理部はこれを受信して所定のパレットの識別領域を0に設定し、エリア内のパレット計数は識別領域の1の数を数えて導出される。
(もっと読む)
ワーク搬送システム
【課題】 簡単な構成によって不良品の検出を行うことができるワーク搬送システムを提供する。
【解決手段】 パレット5上に圧力センサ9及びRFIDタグ10を配置し、パレット5上にワーク12が載置されれば、圧力センサ9がそのワーク12の重量を測定し、その重量データをRFIDタグ10のメモリに記憶する。そして、コンベア2側において、RFIDタグ10より送信される重量データをリーダライタが受信すると、制御装置は、その重量データを自工程におけるワーク12の製造処理を開始する前に基準値と比較することで前工程におけるワーク12の製造結果を判定する。
(もっと読む)
1 - 20 / 22
[ Back to top ]