
Fターム[3C100DD24]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報の内容 (559) | プログラム (14)
Fターム[3C100DD24]に分類される特許
1 - 14 / 14
加工装置及び加工装置における作動プログラム管理方法
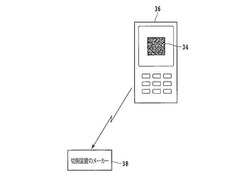
【課題】加工装置が確実に特定されるとともに正しい作動プログラムの経歴が分かる加工装置及び作動プログラム管理方法を提供する。
【解決手段】被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工を施す加工手段とを備えた加工装置であって、加工装置を特定する製品番号及び加工装置を作動する複数の作動プログラムを特定する複数のパーツ番号とを記憶した記憶手段と、該記憶手段に記憶されている該製品番号と該パーツ番号とを二次元コードに変換すると共に自動更新するコード更新手段と、該二次元コードを表示する表示手段と、を具備し、表示手段上の二次元コードを撮像し、メーカーに送信してメーカー側で加工装置の製品番号及び作動プログラムのパーツ番号を取得し、製品番号によって加工装置を確認するとともに加工装置にインストールされている複数の作動プログラムパーツ番号を確認することができる。
(もっと読む)
電子部品実装ラインの管理システム

【課題】サーバ同士、サーバと管理サーバとの間での各種データの共通化を図れるようにして、基板生産運転効率の向上を図ること。
【解決手段】担当する電子部品実装ライン1に係る基板上に電子部品を装着するための部品ライブラリデータ及びパターンプログラムデータを格納するデータサーバ2、3と、全ての電子部品実装ライン1に係る前記基板上に電子部品を装着するための部品ライブラリデータ及びパターンプログラムデータを格納する管理サーバ7と、前記データサーバに格納された前記データと前記管理サーバ7に格納された前記データとを比較すると共に表示装置5B、6Bにその比較結果を表示するコンピュータ5、6とを備えた。
(もっと読む)
設備負荷計画作成装置、該方法、該プログラムおよび記録媒体
【課題】本発明は、負荷計算の結果の設備負荷計画に不具合が生じた場合にそれを発見し得る設備負荷計画作成装置、該方法、該プログラムおよび記録媒体を提供する。
【解決手段】本発明の設備負荷計画作成装置Sは、複数の製品の注文ごとに納期を基準に各製造工程を行う作業日時を決定し、この決定した作業日時を基準に負荷を仮想的に山積みする負荷山積み装置1と、当該設備の処理能力を超えている、各設備に仮想的に山積まれた負荷を処理能力以内とするべく時間の流れと逆方向の日時に仮想的な山崩しを行うバックワード負荷山崩し装置4と、負荷の移動後の、最早製造着手日時よりも前に山積まれた負荷を、時間の流れと順方向の日時に移動させる仮想的な山崩しを行うフォワード負荷山崩し装置6と、負荷の移動後の設備負荷計画に、設備負荷計画を実施する上でその実施を妨げる不具合が存在するか否かを判定する不具合判定装置7とを備える。
(もっと読む)
テストプログラム照合装置
【課題】適切な検査規格によるテストプログラムであることを確認でき、製品の品質保証に資するテストプログラム照合装置を得る。
【解決手段】サーバ1は、製品別に適用される検査規格番号を格納した製品別検査規格DB11と、製品及び検査装置別のテストプログラムと検査規格番号との照合結果を格納した製品装置別照合結果DB12と、製品・ロット別の検査実績を格納した製品・ロット別検査実績DB13を有し、サーバ1とネットワークにより接続された検査装置21は、テストプログラム211、212を有し、テストプログラムによる製品の検査に先立って、製品別検査規格DB11及び製品装置別照合結果DB12を参照して、製品の検査に用いるテストプログラムが適切なものかどうかを確認するようにした。
(もっと読む)
運転操作装置
【課題】
ユーザが効率良く運転操作を行える運転操作装置を提供する。
【解決手段】
本発明に係る運転操作装置1は、ユーザが複数の操作画面を利用して生産機器6の運転操作を行う運転操作装置である。そして、少なくともユーザ名によって区分される運転操作区分を始動時において設定するための入力部3と、操作画面に関する操作画面情報を運転操作区分ごとに記憶する記憶部4と、始動時に設定された運転操作区分の操作画面情報に基づいて、複数の操作画面の中から初期画面となる画面を選択する演算制御部5と、演算制御部5で選択された画面を表示する表示部2とを備えている。
(もっと読む)
無線PLCを用いた無線ICタグ利用多品種自動生産システム
【課題】PLCにおけるシーケンスプログラムの変更の手間無く多品種の製品を自動生産できるシステムを提供する。
【解決手段】生産ライン1上の工程に、作業ロボットと、ワークに付けた無線ICタグからタグ情報を読み取るICタグリーダと、無線PLCと、を備え、工程を管理するコンピュータを配備し、工程管理コンピュータは、ICタグリーダからタグ情報を受信すると、その受信したタグ情報に対応した作業プログラムを、対応する無線PLCにダウンロードしていくと共に、製品の品種変更に関わるタグ情報を受信すると、その変更にかかわる作業に対応した作業プログラムを、対応する無線PLCに自動的にダウンロードして生産する当該製品の品種変更に自動対応する。
(もっと読む)
スケジュール管理装置、方法及びプログラム
【課題】操作部による特定ジョブ(工程)の移動操作に際して、納期遅れや投入遅れの発生を生じないための移動可能な時間範囲を作業者に報知する。
【解決手段】本発明のスケジュール管理装置は、各工程における作業の工程最早着手時点と工程終了時点とを読み出して表示器にガントチャートを表示するスケジュール表示部109と、指定された矩形枠を移動指示位置に移動表示させる移動中ジョブ表示部111と、移動指示された矩形枠の移動結果に基づいて各工程の作業の工程最早着手時点と工程終了時点の再計算を実行するスケジュール更新部107を含み、さらに、各作業の工程最早着手時点と工程終了時点とから各作業の時間軸方向への移動可能範囲を算出する工程計算部101とを備え、移動中ジョブ表示部111は、指定された矩形枠に対する表示器上での移動に対して、該矩形枠が移動可能範囲の内外の位置にあるとき表示形態が変得るようにしている。
(もっと読む)
工程の流れに沿った情報設定画面の表示方法及びその機能を有するマルチウィンドウ方式のNC装置
【課題】 熟練していない現場のオペレータであっても画面上から次に何の操作を行えばよいかが容易に分かると共に、一画面上にて1モード当たりのほとんどの情報の入力設定が容易に行えるマルチウィンドウ方式のNC装置を得る。
【解決手段】 マルチウィンドウ方式のNC装置10は、工程流れアイコン表示指令部29とアイコン対応プログラム組合せ部32とアイコン対応プログラム画面指令部とを備えて、作業工程の流れに沿った情報設定画面を表示させるアイコン群を表示し、いずれかのアイコンが押されると、このアイコンに関連するプログラムの情報設定画面を画面に表示して入力を受け付ける。
(もっと読む)
部品情報管理システムおよびプログラム
【課題】製品の生産計画が変更された場合、製品の部品が当該変更に応じた適当な場所に搬送され、且つ、当該変更に応じたコスト変動が正確に管理されるように部品に関する情報を管理し得るシステム等を提供する。
【解決手段】本発明の部品情報管理システムによれば、第1処理ユニット110が、部品Wの搬送場所の変更の有無を判定する。また、第1処理ユニット110により部品Wの搬送場所が変更されたと判定された場合、搬送装置220による部品Wの搬送に先立ち、第2処理ユニット120が、部品搬送ラインに設置されているR/W200に、当該変更後の搬送場所を部品Wに付されているRFIDタグ202に書き込ませる。また、第3処理ユニット130が、部品Wの搬送場所の変更に伴うコスト変動を認識する。
(もっと読む)
工程管理システムおよびその方法
【課題】商品や製品等の多様化に柔軟に対応することのできるシステムの提供を目的とする。特に商品や製品等の個体情報に応じて適切な処理工程を実行することのできる工程管理システムの提供を目的とする。
【解決手段】
コンベア19上を流れる製品3には固有の処理工程データ2051を記録したRFタグ5が付されている。RFIDコントローラ11はRFタグ5から処理工程データ2051を読み取る。RFIDコントローラ11は処理工程データ2051から処理工程制御プログラム143を抽出して実行する。処理工程制御プログラム143には製品に対応する検査基準値が予め記録されておりRFIDコントローラ11は、PLC(Programmable Logic Controller)と13のデバイス値に当該製品の検査基準値である最大値と最小値を設定してPLCのシーケンスプログラムを起動させる。
(もっと読む)
条材自動加工方法および条材自動加工設備
【課題】工数が少なくなり、生産能率が高くなる条材自動加工方法および条材自動加工設備を提供する。
【解決手段】加工すべき個々の条材Wに素材データDwを付与する準備工程と、NC加工データDnにより個々の条材Wに加工する加工工程とからなる。準備工程では、加工すべき条材Wの素材データDwを記録したバーコードラベルLbを作成し、条材Wに貼付する。加工工程では、加工ラインL1,L2に送り込まれた個々の条材Wの素材データDwを読取る素材データ読取り工程と、加工すべき全ての条材Wに関するNC加工データ群Dngと素材データDwを照会し、素材データDwに対応するNC加工データDnをNC加工データ群Dngから選択し、選択された加工データDnを加工機6,7,8のNC制御部6c,7c,8cへ送って、条材Wに必要な加工(印字、マーキング、切断)を加える。
(もっと読む)
プログラム可能な制御装置へのティーチング装置の柔軟な接続
ネットワークにより接続された、複数のプログラム可能なロボット制御装置と、1つまたは複数のティーチング装置との間で、選択的な通信を提供する装置。ネットワークは、任意の制御装置と複数の任意のティーチング装置との間の能動的タスクの通信を防止するために、能動的タスクおよび受動的タスクを有するティーチング装置及び制御装置間の通信を制御する。ネットワークは、任意の制御装置と、他の制御装置の一つと能動的タスクを通信しているティーチング装置の一つとの間の受動的タスクの通信を許可する。  (もっと読む)
(もっと読む)
工作機械の電子的な運転のための方法
工作機械の電子的な運転のための方法において、電子的な機械制御部(14)を有する工作機械(12)が生産場所(10)に設置されている。工作機械(12)が、データ接続(2)を介して、生産場所(10)から独立したサーバプラットフォーム(22)と接続されていて、サーバプラットフォーム(22)上では機械動作のシミュレーションのための少なくとも1つのソフトウェアモデルアルゴリズム(36,38)が実行される。データ接続(20)を介して使用可能にされたプロセスデータが求められた目標値と相違する場合に、機械の制御のために使用される変更プロセスデータがデータ接続(20)を介して機械制御部(14)に伝達される。したがって、機械の制御は、一部において、すなわち機械動作のソフトウェアモデルに基づいて効果的とみなされるところで、遠方からソフトウェアプラットフォーム(22)によって行なわれる。  (もっと読む)
(もっと読む)
ICタグ付き作業指示書利用システム
【課題】 ネットワークの繋がっていない生産設備に、印刷による作業指示書だけでは伝えられなかった情報を容易に伝達することのできるシステムを提供する。
【解決手段】 作業指示書本体1aに非接触で交信可能なICタグ2を設けた作業指示書1を用いる。作業指示書1のICタグ2に作業指示の情報を記録する作業指示書発行手段4を設ける。作業指示書1のICタグ2に書き込まれた作業指示の情報を読み出して作業指示の内容を表示する処理、および生産設備8に入力する処理を行う作業指示内容受付手段12を設ける。この手段12で読み取った作業指示書1のICタグ2に、この作業指示内容の作業を行っている間に生産設備8で発生した作業履歴情報を書き込む作業履歴書き込み手段13を設ける。
(もっと読む)
1 - 14 / 14
[ Back to top ]