
Fターム[3C100DD33]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報の用途 (458) | 運行管理 (231)
Fターム[3C100DD33]に分類される特許
221 - 231 / 231
工具管理装置、工具管理方法、工具管理プログラムおよび工具管理プログラム記憶媒体

【課題】 管理エリアへの工具搬入出の管理の効率化を図るとともに、工具の誤搬入や置忘れを速やかに認知することができる工具の管理手段および管理方法を提供する。
【解決手段】 工具管理装置1は、1以上のエリアからなる施設のエリアの出入口にRFIDタグリーダ5を設置し、出入口を通過する工具のRFIDタグのデータを読み取り、ネットワーク3を介して工具管理装置1へ送信する。また、作業計画書のデータが端末装置2から入力される。そこで、工具管理装置1は、リアルタイムでRFIDタグリーダ5から収集した工具所在現況データと作業計画書のデータとを比較することにより、その不一致データを検出する。そして、端末装置2にその不一致データをエリアの配置図とともに表示する。
(もっと読む)
部材管理システム

【課題】 工場内に散在するアッセンブリ対象部材を検索する時間・労力を削減することができる部材管理システムを提供する。
【解決手段】 上記目的を達成するための部材管理システムは、散在するアッセンブリ対象部材に対して貼付され、入力された識別情報信号を受信することにより応答信号を発信する無線タグ12と、検索する部材に貼付した無線タグ12に入力された識別情報信号を送信すると共に、前記無線タグ12からの応答信号を受信し、当該応答信号の強さを算出する複数の無線ステーション26と、前記無線ステーション26に対して、検索する部材に貼付した無線タグ12に入力された識別情報信号を送信するための信号を送ると共に、受信した応答信号が最も強い無線ステーション26を算出するホストコンピュータ28とを備えることを特徴とする。
(もっと読む)
プロセス状態管理システム、管理サーバ、プロセス状態管理方法及びプロセス状態管理用プログラム
【課題】 多数の装置の管理用データの有効利用が可能で、それにより、装置の有効稼働率の改善、性能維持及びプロセスの向上を図り、無駄な管理用投資を削減することが可能なプロセス状態管理システム、管理サーバ、プロセス状態管理方法及びプロセス状態管理用プログラムを提供する。
【解決手段】 複数の装置12i,12i+1,12i+2,12i+3,・・・・・と、これら複数の装置の動作を一括して制御する装置群制御サーバ11aと、複数の装置のそれぞれの動作管理データと装置群制御サーバ11aから送信された管理情報とをリンクする管理情報リンク部142を有し、リンクされたデータを共通のアプリケーションで解析する管理サーバ14aと、リンクされたデータを格納する管理データベース15とを備える。
(もっと読む)
製品搬送システムおよび製品搬送プログラム
【課題】実施すべき各対象工程を効率的に行える実施順位に沿って製品を確実に搬送できること。
【解決手段】製品41に対して順次行われる各工程のうちの前段までの工程の実施状況を含む工程履歴情報が記録可能なRFIDタグ40を有した製品41を該各工程の実施順位に沿って順次搬送する主搬送経路D1と該各工程について主搬送経路D1から所定の条件を満足しない製品を分岐して除外する複数の分岐経路D2〜D8とを有する搬送装置2と、分岐経路D2〜D8と主搬送経路D1との各分岐点P1〜P7の前段側に配置され、RFIDタグ40内の前記工程履歴情報を非接触で読み取る読取装置5〜10およびリーダライタ12と、前記工程履歴情報の内容をもとに、分岐経路D2〜D8または主搬送経路D1に製品41を搬送するように搬送装置2を制御する制御装置36と、を備える。
(もっと読む)
製造工程管理方法及び製造工程管理システム
【課題】 製品自体との電気的導通が取れない工程を含む場合にあっても、製造工程の管理を効果的に行う。
【解決手段】 製造ライン2を構成するレーザマーキング装置11、複数台の部品実装装置12、回路検査装置15、ラベル発行装置、端末16、端末17等の各設備を、通信手段を介して外部管理装置3に接続する。製造ライン2の各設備は、該当する工程で使用した基板4a,5a及び部品9のシリアルデータ、並びに、該工程で実行された組付や検査などの工程データを、外部管理装置3にリアルタイムで送信する。手作業工程においては、作業者が端末16、17を操作することにより、外部管理装置3に工程データを送信する。外部管理装置3は、各設備から送信されたシリアルデータ及び工程データをデータベース18に記憶・蓄積して製品1毎の工程履歴データを構築すると共に、予め記憶された工程フローと比較し、正しく工程が進んでいるかどうかを判断する。
(もっと読む)
仮想モジュールを用いた半導体処理方法
本発明は半導体プロセスシステムの制御に関する。特に本発明は、半導体ウエハの処理中にマルチチャンバツールによって実施されるマルチパスプロセスを制御するための仮想モジュールを作成するラン・ツウ・ラン・コントローラに関する。 (もっと読む)
機械要素商品の生産管理方法
【課題】 仕掛品を含む複数の要素からなる機械要素商品において、各要素品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、および研削工程S4を経て製造される仕掛品である。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
機械要素商品の生産管理方法
【課題】 複数の要素からなる機械要素商品において、材料もしくは要素を外部から購買により調達する調達品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、研削工程S4、および購入部品仕入処理工程S5を経て製造されるものである。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
ICタグ付き作業指示書利用システム
【課題】 ネットワークの繋がっていない生産設備に、印刷による作業指示書だけでは伝えられなかった情報を容易に伝達することのできるシステムを提供する。
【解決手段】 作業指示書本体1aに非接触で交信可能なICタグ2を設けた作業指示書1を用いる。作業指示書1のICタグ2に作業指示の情報を記録する作業指示書発行手段4を設ける。作業指示書1のICタグ2に書き込まれた作業指示の情報を読み出して作業指示の内容を表示する処理、および生産設備8に入力する処理を行う作業指示内容受付手段12を設ける。この手段12で読み取った作業指示書1のICタグ2に、この作業指示内容の作業を行っている間に生産設備8で発生した作業履歴情報を書き込む作業履歴書き込み手段13を設ける。
(もっと読む)
トレーサビリティシステムおよび製品履歴情報管理方法ならびにターミナル
【課題】 従前の現品票(カンバン)を用いたまま、工程の変更に柔軟に対応できるトレーサビリティシステムを提供する。
【解決手段】 複数の工程を経て製品を生産するラインで、各工程間は部品を台車に乗せて搬送し、その台車には搬送する部品に関する部品ロットNo等を記載したカンバンが取付けられ、データの書換え可能なICカード7を取付ける。各工程には、ICカードに格納されたデータを読み書きするターミナル10を設け、格納されたデータをトレース端末装置20が収集する。ターミナルでは、そのICカードに格納された部品情報を取得し、記憶手段に格納する手段と、その工程から搬出される部品とともに搬送されるときICカードに部品情報を格納する手段を備える。トレース端末装置は、ICカードに搬出部品についての部品ロットNoと、前工程で生成された部品についての部品ロットNoを取得するとともに、データベースに格納する。
(もっと読む)
閉ループ構成における認証および追従可能性
本発明は、閉ループ型のレセプタクル構成の認証および追跡可能性を有したシステムに関するものでり、所定位置における部材用レセプタクルの存在または欠如を自動的に検出するのに使用することができる。そのようなレセプタクルは、部材用リールまたは部材用トレーまたは部材用ラックまたは構成部材を搬送し得る他のレセプタクルとされる。構成部材は、処理および/または操作に供される。システムは、さらに、検出されたレセプタクルを自動的に検出し得るとともに、関連づけられた構成部材パラメータに基づいてそれぞれの検出位置において認証することができる。システムは、さらに、検出された位置からのそのレセプタクルの移動を追跡し得るとともに、必要に応じて、構成部材パラメータを更新することができる。 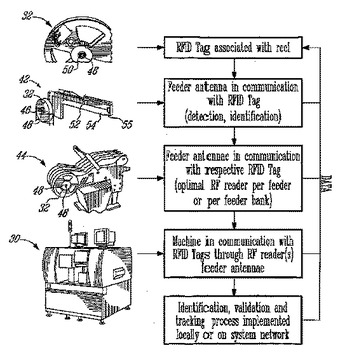 (もっと読む)
(もっと読む)
221 - 231 / 231
[ Back to top ]