
Fターム[3C269AB26]の内容
数値制御 (19,287) | 作業内容、対象機器、対象製品 (2,914) | 検査、点検、測定、試験 (100)
Fターム[3C269AB26]に分類される特許
1 - 20 / 100
多点検査・施工装置と方法
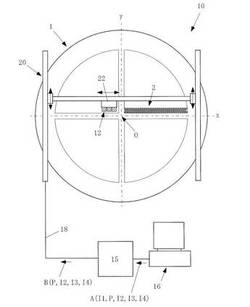
【課題】多数の箇所を検査・施工することができ、時間を短縮することができ、ツールの種類を追加又は変更した場合でも、装置全体の再構築が不要である多点検査・施工装置。
【解決手段】固有のツール番号I2が設定され、検査・施工位置でワーク1を検査・施工する複数のツール装置12と、検査・施工順序I1、検査・施工位置座標P及びツール番号I2を含む検査・施工情報Aを出力する管理装置16と、検査・施工位置座標P及びツール番号I2を含む指令信号Bを出力する制御装置15と、指令信号Bを位置決め装置20及びツール装置12に通信する通信ネットワーク18と、指令信号Bの検査・施工位置座標Pにツール番号I2に相当するツール装置12を位置決めする位置決め装置20とを備え、位置決め後に指令信号Bのツール番号I2に相当するツール装置12により、位置決めされた検査・施工位置においてワーク1を検査・施工する。
(もっと読む)
多軸工作機械の幾何誤差補正システム。

【課題】短時間で多軸工作機械の幾何誤差を同定・補正することができる多軸工作機械の幾何誤差補正システムを提供する。
【解決手段】マシニングセンタMの幾何誤差補正システムSは、主軸頭2に取り付けられたタッチプローブ、テーブル3に設置されたターゲット球、制御装置21、トラニオンユニット5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータ等によって構成されており、複数の条件にて回転駆動軸の割出動作を行い、各割出条件におけるターゲット球の中心座標をタッチプローブにより計測し、それらの計測結果に基づいて、隣り合う軸間に存在する幾何誤差を同定、補正する。また、回転駆動軸の割出動作を行う際には、回転駆動軸を、オーバーシュート位置に最短距離で割り出した後に割出開始位置に割り出すようになっている。
(もっと読む)
加工装置、加工装置の制御方法及び加工処理システム
【課題】寸法と質量を測定し加工対象物の特徴を推定して、特徴に適した加工制御を行う。
【解決手段】加工対象物Wが取り付けられる加工台11と、加工対象物を加工する工具を支持するための支持部18に接触子Tcを備え、支持部18と加工台11とを相対移動させ接触子Tcの接触位置をエンコーダ45で検知することにより加工対象物Wの寸法を測定する。また、重量検知センサーMwにより加工対象物の質量を測定する。得られた情報とデータ記憶部35cに記憶している情報から加工対象物Wの特徴を推定し加工制御を行う加工装置を用いる。またその制御方法、加工処理システムを提供する。
(もっと読む)
工作機械
【課題】被加工物を、容易に、且つ、短時間で測定して、当該被加工物を高精度に加工することができる工作機械を提供する。
【解決手段】主軸14に装着された工具TとワークWとを水平方向及び上下方向に相対的に移動させて、ワークWを工具Tにより加工する工作機械において、主軸14を回転可能に支持すると共に、上下方向に移動可能に支持されるサドル12と、ワークWを非接触で測定するワーク測定器30と、サドル12の側面に設けられ、ワーク測定器30を測定位置P1と退避位置P2との間で搬送する搬送装置15と、ワーク測定器30の測定結果に基づいて、ワークWに取付不良及び形状不良があるか否かを判定した後、この判定結果に応じて、工具T及びワークWの移動を制御するNC装置20とを備える。
(もっと読む)
ユーザインタフェースが変更可能な数値制御装置
【課題】ユーザインタフェースが変更可能な数値制御装置を提供する。
【解決手段】保守作業を行うにあたり、画面切換情報記憶した外部記憶媒体9を装着する。数値制御装置100は、工作機械120の非常停止信号121、または、安全状態信号122の信号入力11を確認し、非常停止信号121、あるいは、安全状態信号122の入力が無い状態で強制ボタンの押下の何れか1つによって、数値制御装置100は非常停止状態にされ(符号8参照)、工作機械120からの安全状態信号122の入力が有れば、数値制御装置100は非常停止状態にされず、ユーザインタフェース表示に用いられる画面テーブルが通常作業用画面テーブル6から保守作業用画面テーブル7に切り換わり(図5の切換12)、表示装置13に表示されるユーザインタフェース表示が、通常作業用インタフェース表示14から保守作業用ユーザインタフェース表示15に切り換わる。
(もっと読む)
ロボットの外部軸の計測方法、ロボットの教示データ作成方法、およびロボットのコントローラ
【課題】ポジショナ回転軸のロボットに対する相対的な位置姿勢を高精度に計測する。
【解決手段】
ロボット10に作業されるワークWを把持するポジショナ12の回転軸Arまたは直動軸の該ロボット10に対する相対的な位置姿勢を計測するロボット10の外部軸の計測方法であって、ポジショナ12の回転軸Arまたは直動軸に対する所定の位置に定義された計測点Pmにロボット10の基準点Ptが手動によって位置合わせされた状態の該ロボット10の姿勢を、基準点Ptが計測点Pmに位置合わせされた状態を維持しつつ計測姿勢に変更する。計測姿勢として、(1)関節10a〜10fそれぞれにおける、ポジショナ12が把持するワークWに対して作業を実行するときの作業姿勢時の関節値と計測姿勢時の関節値との間の差分値と、(2)関節10a〜10fそれぞれに対して予め定義されている重み値とに基づいて、作業姿勢に対する類似の程度が高い姿勢を決定する。
(もっと読む)
主軸定位置停止の指令方法及びワーク測定方法
【課題】 主軸定位置停止の指令方法において、主軸複数位置停止・主軸定位置停止位置の設定・変更及び停止位置の微調整が容易に行なえる主軸定位置停止の指令方法を提供することを目的とする。
【解決手段】 特定のMコードと主軸回転制御に係るMコードとを除いたMコードを使用し、そのMコードと同一ブロックに主軸8の回転速度を制御する主軸機能を表すアドレス「S」に続く数値で主軸8の停止位置を指令し、NCプログラム9及びMDIの指令で主軸8を任意の停止位置に位置決め可能にする。「S」に続く数値は、主軸8を回転方向に割出した角度指令であり、基準停止位置を基準とし、そこからの相対的な角度を指令、または直前の位置からの相対的な角度を指令する。主軸定位置停止位置の複数設定や位置の変更が、NCプログラム編集やMDIを用い、マシニングセンタ1の操作画面7上で自由に行なえる。
(もっと読む)
工作機械の消費電力量表示装置
【課題】無駄な電力消費を可視化することのできる工作機械の消費電力量表示装置を提供する。
【解決手段】工作機械に電力を供給する主電源スイッチ21がオンの場合に、加工プログラムを実行することによって被加工物を加工する加工状態と加工プログラムが実行されていない非加工状態とを判別する加工状態判別手段14と、加工状態判別手段14により非加工状態と判定されている間の工作機械の消費電力量を計測する消費電力量計測手段15〜17と、消費電力量計測手段15〜17により計測された消費電力量を表示する表示手段18を備える。
(もっと読む)
振動抑制方法及び振動抑制装置
【課題】びびり振動の抑制に効果的な抑制制御を確実に採用することができる、言い換えれば効果的でない抑制制御については継続的に採用しない振動抑制方法及び振動抑制装置を提供する。
【解決手段】振動検出装置11において「びびり振動」を検出すると、安定回転速度演算装置12において安定回転速度を算出するとともに、判定装置14において算出した安定回転速度が「びびり振動」の抑制に効果があるか否かを判定、すなわち安定回転速度が所謂高速の領域に含まれるか否かを判定し、その判定結果に応じて回転軸3の回転速度を安定回転速度へと変更する。したがって、「びびり振動」の抑制に効果が期待できない安定回転速度のまま加工を継続してしまうような事態を防止することができる。
(もっと読む)
数値制御機器のテレビカメラモニター画面での操作方法
【課題】近年、各種の数値制御機器の操作する制御数値の設定は、各種のコンピューターのプログラムによる制御数値の設定においても、瞬時の任意の制御数値の設定操作は困難であつた。
【解決手段】数値制御機器の作業の動作範囲を、テレビカメラで撮影して、そのテレビカメラモニター画面上の位置の数値と、数値制御機器の作業の動作の全ての設定数値を、関連付けて、前もって記録しておき、その関連付けた数値制御機器の作業の動作の設定数値を、テレビカメラモニター画面上の位置の数値で導きだすことで、数値制御機器の制御数値を瞬時に設定することができ、数値制御機器の任意の操作と、高速操作を可能にしたものである。
(もっと読む)
工具摩耗検出方法及び工作機械
【課題】工具摩耗の基準値等を予め取得しておく必要がなく、様々な加工条件に対応できて汎用性にも優れる工具摩耗検出方法を提供する。
【解決手段】S1で、主軸を第1の主軸回転速度で回転させて振動波形の周波数分析を行い、S2で周波数分析波形の最大値から閾値を設定し記録する。S3で加工を開始し、S4の判別で加工中の周波数分析波形が閾値よりも大きい場合には、S5で当該波形が最大値となる第1の周波数を取得し記録する。S6で、主軸回転速度を第2の主軸回転速度に変更してS7で加工を行い、S8の判別で加工中の周波数分析波形が閾値よりも大きい場合には、S9で当該波形が最大値となる第2の周波数を取得して記録する。S10で第1の周波数と第2の周波数とを比較し、両者が一致或いは両者の差が予め設定した値以内であれば、S11で表示装置に工具摩耗検出のメッセージを表示させる。
(もっと読む)
切削加工方法
【課題】切削工具を交換した際の加工精度を容易に維持できる切削加工方法を提供する。
【解決手段】本切削加工方法は、切削工具を交換した後、粗加工ステップ(ステップS5)と、該粗加工ステップ後のワークの粗加工寸法と最終加工予定寸法との差を算出する算出ステップ(ステップS7)と、該算出値を第1データベースに照合して、仮取り代を設定する仮取り代設定ステップ(ステップS8)と、該仮取り代にて追加工する追加工ステップ(ステップS9)と、該追加工ステップ後、ワークの最終加工寸法を測定する第1測定ステップ(ステップS10)と、該第1測定ステップで測定されたワークの最終加工寸法及び前記仮取り代を第1データベースへ保存する第1保存ステップ(ステップS11)とを含んでいるので、切削工具を交換した際の加工精度を容易に維持することができる。
(もっと読む)
位置制御装置および位置制御方法
【課題】距離に依存せずに高い精度で位置制御が可能な位置制御装置を提供する。
【解決手段】位置制御装置100は、第1情報を取得し、前記第1情報から特定される基準位置Bとステージ1との間の距離と所望の距離との差が、所与の範囲に含まれるか否かを判定し、前記所与の範囲に含まれない場合には、前記差が前記所与の範囲に含まれるようにステージ1の位置を制御する第1位置制御処理を行う第1制御手段31と、前記差が前記所与の範囲に含まれる場合には、前記第2情報を取得し、前記第2情報から特定される基準位置1とステージBとの間の距離に基づいて、基準位置Bとステージ1との間の距離が前記所望の距離となるようにステージ1の位置を制御する第2位置制御処理を行う第2制御手段32と、を含む。
(もっと読む)
6軸ロボットの6軸原点位置較正方法、6軸ロボットの制御装置、7軸ロボットの7軸原点位置較正方法及び7軸ロボットの制御装置
【課題】大型の検出器具を設置したりする必要がなく、6軸ロボットについて6軸の原点位置を適切に較正できる6軸ロボットの6軸原点位置較正方法を提供する。
【解決手段】設置面に、上方に位置する測定対象物との距離を測定するレーザー計測器を設置し、6軸の軸心に測定板を取り付ける。そして、6軸ロボットの2軸を1軸の軸心に対して90度回転させ、4軸の軸心が1軸の軸心と平行となるように3軸を前記設置面の方向に回転させ、6軸の軸心が前記設置面と平行となるように5軸を回転させた姿勢を取らせた状態で、測定板の一端側が第1計測点となるように位置させると(S1)、レーザー計測器により第1計測点までの第1距離L1を測定する(S2)。次に1軸を回転させて、測定板の他端側が第2計測点となるように位置させ(S3)、レーザー計測器により第2計測点までの第2距離L2を測定すると(S4)、6軸の誤差角度Δθ6を(1)式で求め(S5)、誤差角度Δθ6を用いて6軸の原点位置を較正する(S6)。
(もっと読む)
補正マトリクス導出装置、誤差補正装置及び工作機械
【課題】ワークの加工位置の誤差を補正するとともに、ワーク上の複数の位置においてそれぞれ異なる大きさの誤差が生じている場合でもそれらの各誤差を全体的に小さくする補正を行えるようにする。
【解決手段】補正マトリクス導出装置20では、演算部26は、仮補正マトリクスにより第1補正変換した後の座標に基づいて選出した第1最大離間基準点の重み係数Gを所定の増加分g1だけ増加した値に再設定する第1重み係数再設定と、その後、各基準点100aの基準座標を補正変換するための補正マトリクスであって、各基準点100aの基準座標を当該補正マトリクスによって補正変換した後の座標と対応する計測座標との間の距離の二乗の値にその各基準点100aの重み係数Gを掛けた値を全ての基準点100aの分足し合わせた値が極小となるような補正マトリクスを最小二乗法によって算出する第2補正マトリクス算出演算とを行う。
(もっと読む)
産業機械
【課題】 移動機構の位置に基づく信号を出力するリニアエンコーダの原点位置を検出する動作を不要にでき、短時間で測定を開始できる産業機械を提供する。
【解決手段】 三次元測定機1は、所定の軸方向へ制御対象物を移動させるスピンドル2と、スピンドル2の位置を制御することにより制御対象物の位置を制御する制御装置3とを備えるものであって、スピンドル2の絶対位置を出力するアブソリュート型のリニアエンコーダ11を備える。このため、三次元測定機1による測定を短時間で開始できる。
(もっと読む)
加工装置による被加工物の加工方法
【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
ロボットのツールベクトルの導出に用いる治具
【課題】簡便に短時間にしかも精度よくロボットのツールパラメータ(Tx,Ty,Tz,α,β,γ)、特にツールパラメータの中の並進成分(Tx,Ty,Tz)であるツールベクトルを導出する際に好適な治具を提供する。
【解決手段】本発明に係る治具10は、先端部に平面接触子14が備えられると共に平面接触子14に対し垂直方向を向く計測軸に沿った変位を計測可能で且つ平面接触子14でツール先端の位置ずれ量を計測して実績位置ずれ量とする3つの変位計11と、3つの変位計の各計測軸が1点で互いに直交し且つ各計測軸の交点が空間上の所定点となるように、3つの変位計11を配備する配備手段15と、を有する。
(もっと読む)
産業機械および産業機械の制御方法
【課題】 制御対象物を適切に制御できない場合であっても、制御対象物の移動を確実に停止できる産業機械および産業機械の制御方法を提供する。
【解決手段】 三次元測定機1は、所定の軸方向へ制御対象物を移動させる移動機構2と、移動機構2を制御する制御装置3とを備えるものであって、制御装置3は、制御対象物の軸方向への移動を停止させる停止手段30を有し、停止手段30は、制御対象物の軸方向への移動速度を監視する速度監視部302と、制御対象物の軸方向への移動速度が所定の閾値を超えているか否かを判定する判定部303と、制御対象物の軸方向への移動速度が所定の閾値を超えている場合に、制御対象物の移動を停止させる停止部304とを備える。
(もっと読む)
ロボットのツールベクトルの導出方法及び較正方法
【課題】簡便に短時間にしかも精度よくロボットのツールパラメータ(Tx,Ty,Tz,α,β,γ)、特にツールパラメータの中の並進成分(Tx,Ty,Tz)であるツールベクトルを導出する方法を提供する。
【解決手段】本発明に係るロボットのツールベクトルの導出方法は、ロボット2のアーム先端に取り付けられたツール6の先端位置を決定するツールベクトルを導出する方法であって、ロボット2のツール6の先端が空間上の所定点の近傍に位置するように、ロボット2に対して3つ以上の姿勢をとらせ、各姿勢におけるツール6の先端の位置ずれ量である実績位置ずれ量を計測し、計測された実績位置ずれ量を基にツールベクトルTを算出する。
(もっと読む)
1 - 20 / 100
[ Back to top ]