
Fターム[3C269BB17]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | その他の目的 (87)
Fターム[3C269BB17]に分類される特許
41 - 60 / 87
軌道生成方法および軌道生成装置
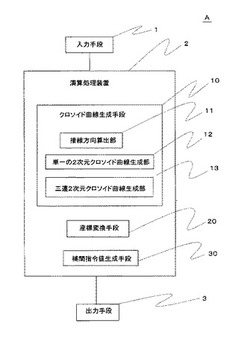
【課題】所要エネルギーの低減を図ることができる軌道生成方法および軌道生成装置を提供する。
【解決手段】点列間をクロソイド曲線により補間して軌道生成をなす軌道生成方法および軌道生成装置Aであって、軌道生成装置Aはクロソイド曲線生成手段10を有する演算処理装置2を備え、前記クロソイド曲線が三連クロソイド曲線とされ、それにより通過点での接線方向の連続性および曲率の連続性が担保されてなるものである。なお、端点が直線と接続される場合、その接線方向は直線方向に一致させられる。
(もっと読む)
数値制御方法及びその装置

【課題】無駄な消費電力を節約すること。
【解決手段】主軸回転数を制御する機能を有した数値制御装置を制御する方法において、1ブロック以上の先読み解析を行い、この先読み解析された結果に基づいて、主軸回転指令がされてから切削送りが開始されるまでの実行時間、及び主軸起動から主軸回転指令による主軸回転数に到達するまでの主軸加速時間を得、この得られた前記実行時間及び主軸加速時間に基づいて主軸の起動タイミングを制御する。
(もっと読む)
数値制御装置及び当該装置を備えた工作機械
【課題】位置指令に対して高い追従性を実現できる数値制御装置及び当該装置を備えた工作機械を提供すること。
【解決手段】数値制御装置4のFF生成部30の第一乗算部14で、定数1を第一速度演算部13で求めた速度に乗算して「値1」を求める。また、第二乗算部17の「定数3=0」とし、加速度演算部15で求めた加速度は使用しない。さらに、第四乗算部25の「定数5=0」として、加加速度演算部23で求めた加加速度を使用しない。次いで、1次LPF19の定数6及び1次LPF20の定数7を時定数とし、第二速度演算部18で求めた速度から第二速度演算部18で求た速度を1次LPF19及び1次LPF20で処理した値を減算して「値2」を求める。第三乗算部22で「値2」に所定の定数8を乗算して「値3」を求める。「値1」と「値3」とを加算して、FF指令として、第一加算器12が位置ループ乗算器10の出力に加算する。
(もっと読む)
材料取り合わせシステム
【課題】組み合わせの良い割り付けを先取りする割り付け計算法で後半の割付け結果を改善する。
【解決手段】割り付け対象製品を2以上のグループに分割するグループ分け手段21と、各グループに属する製品について、材料に対する製品の組み合わせの良い割り付けを先取りする割り付けを実行する第一仮割り付け手段22と、仮割り付けが終了したグループについて、各グループの後半の割り付け結果を解体する部分解体手段23と、解体されて未割り付けとなった製品を集めて新たなグループを作り、この新たなグループに属する製品について、任意の割り付け方法を使用して割り付けを行う第二仮割り付け手段24と、全てのグループの割り付け済みの製品とそれを割り付けた材料とを示す割り付け結果を出力する割り付け結果出力手段25とを備えた。
(もっと読む)
加工制御装置およびレーザ加工装置
【課題】加工テーブルの駆動部品にかかる負荷を低減するとともに、精度良くワークを加工制御する加工制御装置およびレーザ加工装置を得ること。
【解決手段】加工テーブル上の治具に載置されたワークの3次元レーザ加工を制御する加工制御装置において、ワークのレーザ加工を開始する前に、加工テーブルに移動指令を送って所定の動作を行わせる軸移動指令部32と、移動指令によって加工テーブルを動作させる際に用いた電流値を測定する電流測定部33と、ワークを3次元レーザ加工する際の加工条件として、加工テーブルを動作させる駆動軸の軸加速度を、測定された電流値に基づいて設定する軸加速度変更部34と、設定された軸加速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部31と、を備える。
(もっと読む)
溶接制御プログラム更新設定装置
【課題】 従来の溶接制御プログラム更新設定装置では、溶接機に記憶されている溶接制御プログラムがユーザによって無制限に更新できる。
【解決手段】 外部コンピュータから送信される溶接制御プログラムを受信する第1の通信インターフェース回路と、溶接制御プログラムを記憶する記憶回路と、書き込み又は読み出しを選択する選択スイッチと、書き込みのとき溶接制御プログラムを記憶回路に書き込み、読み出しのとき溶接制御プログラムを読み出す中央演算処理回路と、読み出した溶接制御プログラムを溶接電源に送信する第2の通信インターフェース回路とを備え、中央演算処理回路は、読み出し回数が基準回数未満のとき溶接制御プログラムを読み出し第1の通信インターフェース回路に入力すると共に読み出し回数をカウントアップし、読み出し回数が基準回数のとき読み出しを停止する溶接制御プログラム更新設定装置である。
(もっと読む)
モーションコントロール装置
【課題】 システムの固有振動角周波数をωnとした場合、指令の払い出し時間がπ/ωn以下、且つ、振動を励起しない指令を容易に生成でき、更に、機械を高速に位置決めすることができる指令を生成するモーションコントロール装置を提供する。
【解決手段】 任意の第1の時間幅と正規化された振幅とを有する第1の基本波形p1と、任意の第2の時間幅と正規化された振幅とを有する第2の基本波形p2と、を発生する波形発生器1,2と、前記第1の基本波形の振幅に第1の所定ゲインA1を乗じて出力し、前記第2の基本波形の振幅に第2の所定ゲインA2を乗じて出力する振幅調整器3,4と、前記第2の所定ゲインを乗じた信号に所定遅延時間を加えて出力する遅延器6と、前記第1の所定ゲインを乗じた信号から前記遅延器の出力信号を減算する減算器5と、を備える。
(もっと読む)
数値制御装置
【課題】時刻を記録したり作業内容を記録する必要がなく、機械の稼働状況、特に機械の送り軸そのものの稼働状況を各軸の総移動量を記憶することで、機械の送り駆動機構の劣化を予知するためのデータを得ることができる数値制御装置を提供する。
【解決手段】与えられた指令に基づいて分配処理により各軸の1サンプリング周期間毎の移動量を出力する分配部25と、分配部25からの各軸の1サンプリング周期間毎の移動量を積算して各軸の総移動量を得るデータ処理部30と、各軸の1サンプリング周期間毎の移動量を積算して各軸の制御周期間毎の目標位置を各軸サーボに与えて各軸のモータを駆動するサーボ処理部21と、データ処理部で得られる各軸の総移動量を記憶するメモリ22とを備える。
(もっと読む)
最適工程決定装置および最適工程決定方法
【課題】より最適な加工工程を決定することができる最適工程決定装置および方法を提供する。
【解決手段】各加工能率グループの代表ツーリングまたは代表ツーリングテンプレートにより素材形状を加工した場合における加工後形状をそれぞれ算出する加工後形状算出ステップ(S19)と、工具ホルダ情報記憶部2に記憶されている工具およびホルダの情報に基づいて、それぞれの加工後形状に干渉を起こすことなく素材形状に対してそれぞれの加工後形状となるように加工可能であり、且つ、最も加工能率が高くなる工具、ホルダおよび工具突出量の組み合わせからなる最適ツーリングをそれぞれ算出する最適ツーリング算出ステップ(S20)と、各加工能率グループにおける最適ツーリングによる最適工程候補を算出する最適工程候補算出ステップ(S21)と、各加工能率グループにおける最適工程候補に基づいて最適工程を決定する最適工程決定ステップ(S10)とを実行する。
(もっと読む)
工作機械の制御装置
【課題】工作機械全体の消費電力を最適に抑える。
【解決手段】送り軸駆動用モータ10fの消費電力Emを算出する第1の消費電力算出手段25と、一定電力P0にて動作する機器17の消費電力E0を算出する第2の消費電力算出手段26と、第1の消費電力算出手段25により算出された電力Emと第2の消費電力算出手段26により算出された電力E0との総和Eに基づき、送り軸駆動用モータ10fの加速時間および減速時間の少なくとも一方と相対関係を有する時定数taを決定し、この時定数taに基づき送り軸駆動用モータ10fを制御するモータ制御手段28,29とを備える。
(もっと読む)
モーションコントロールシステム
【課題】 モーションコントローラに搭載されたCPUの省電力モードを利用することで、低消費電力化を実現するモーションコントロールシステムとその制御方法を提供することを目的とする。
【解決手段】
モーションコントローラに、ステータスと応答時間の関係を設定した応答時間テーブルと、CPUを省電力モードへの切り替える最低プライオリティの省電力タスクを設け、上位PCからのコマンドの応答時間を、応答時間テーブルに沿って変化させることで、省電力タスクを起動しCPUを省電力モードへ切り替える。
(もっと読む)
処理装置、処理方法、及び、プログラム
【課題】加工時間を長引かせることなく、ブロック間停止をより確実に回避すること。
【解決手段】工具の移動軌跡を規定する、連続した複数のブロックを含む数値制御プログラムを処理する処理装置であって、各々の前記ブロックを実行した場合の工具の移動量を演算する演算手段と、前記演算手段が演算した前記移動量が規定移動量未満の場合に、そのブロックを含んで連続する複数の前記ブロックであって、それらの前記移動量の合計量が前記規定移動量以上である複数の前記ブロックを、これらのブロックが規定する工具の移動軌跡を近似した移動軌跡を規定する新たな1つのブロックに変換する変換手段と、を備えたことを特徴とする。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の剛性を確保し、かつ、発振現象を防止すること。
【解決手段】速度フィードバックゲインを自動的に更新する速度フィードバックゲイン自動設定装置16と、ワーク11を支持するテーブル5を回転させるモータ7の回転速度を計測するセンサ10と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいて、モータ7をその回転速度に基づいてフィードバック制御する制御装置17とを備えている。このような工作機械1は、その速度フィードバックゲインが可変であり、その速度フィードバックゲインに適正な値が代入されたときに、ワーク11に作用する外力に対してテーブル5の回転方向の剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の動剛性を確保し、かつ、発振現象を防止すること。
【解決手段】ワーク10の慣性モーメントに基づいて速度フィードバックゲインを算出する速度フィードバックゲイン自動設定装置16と、ワーク10を支持するテーブル5の回転に関するセンサ値を計測するセンサ8と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいてテーブル5を回転させるモータをセンサ値に基づいてフィードバック制御する制御装置17とを備えている。ワーク10を支持するテーブル5の慣性モーメントは、ワーク10の慣性モーメントにより変化する。このような工作機械1は、ワーク10の慣性モーメントに基づいてその速度フィードバックゲインに適正な値が代入され、ワーク10に作用する外力に対してテーブル5の回転方向の動剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
ネスティング装置および板材加工設備
【課題】 後工程の仕掛かり品の低減と負荷平準化が実現でき、かつ負荷平準化に伴う歩留りの低減が抑えられるネスティング装置を提供する。
【解決手段】 素材板材Wから部品板材mを切り取る板材加工機2、およびその後工程となる曲げ,溶接等の複数種類の後工程装置3を備えた板材加工設備3に適用される。ネスティングオーダ生成手段14およびネスティング手段6aを備える。ネスティングオーダ生成手段14は、負荷量の相対的に少ない後工程を多く含む板材部品を優先的に抽出して設定部品数量のネスティングオーダNOを生成する。ネスティング手段6aは、端材Sを優先的に使用するネスティングを行う。
(もっと読む)
補正装置及び数値制御装置
【課題】ワーク又は工具の移動速度の急変に起因して工作機械に生じるショックを低減しつつ、指令パルスの補正によって分配誤差が生じる区間を低減することが可能な補正装置及び数値制御装置を提供する。
【解決手段】補正装置26は、ワークW又はそのワークWを加工する工具8を対象物としてその対象物を移動させる移動装置を備えた工作機械2の数値制御に用いられ、移動装置に前記対象物の移動を指示するための指令パルスを前記対象物の移動速度の急変が緩和されるように補正するものであって、指令パルスのうち前記対象物の移動速度を急変させる速度急変部分を検出する検出部32aと、指令パルスのうち検出部32aによって検出された速度急変部分を含むパルス補正区間を特定してそのパルス補正区間のみを速度の変化が緩やかになるように局所的に補正する補正部34とを備えている。
(もっと読む)
工作機械と工作機械に対して作業を行なうロボットを備えた加工システム
【課題】工作機械がワークを加工する間、ロボットを休止させ、工作機械に付属したロボットの電力消費を抑制する。
【解決手段】数値制御装置は、ワーク交換完了通知ありか否か判断し、ワークが正しく取付けられている場合には休止指令をロボット制御装置に通知し、ワークの加工を実行する(CA1〜CA4)。そして、ワークの加工を終了する手前か否か判断し、手前の場合には休止解除指令をロボット制御装置に通知し、加工終了を待ってワーク交換指令を通知する(CA5〜CA8)。ロボット制御装置は、ワーク交換指令ありの場合には交換を行い、ワーク交換完了の通知を数値制御装置に出力する(RA1〜RA3)。数値制御装置からの休止指令ありの場合にはブレーキをオンし、サーボモータ励磁をオフする(RA4〜RA6)。また、数値制御装置からの休止解除指令ありの場合にはサーボモータ励磁をオンし、ブレーキをオフする(RA7〜RA9)。
(もっと読む)
ロボットコントローラ
【課題】発生頻度が異なる複数のログデータについて個々の発生パターンを表示する。
【解決手段】ロボットコントローラ3は、発生頻度が異なるワーニングデータを発生順に記憶するワーニングデータ記憶領域7aとエラーデータを発生順に記憶するエラーデータ記憶領域7bとを別々に用意し、ログデータの表示要求が発生すると、それらワーニングデータ記憶領域7aに発生順に記憶されているワーニングデータとエラーデータ記憶領域7bに発生順に記憶されているエラーデータとを時系列に並替えて表示する。発生頻度の差に拘らず発生頻度が高いワーニングデータだけでなく発生頻度が低いエラーデータをも表示することができる。
(もっと読む)
放電加工装置
【課題】消費電力を低減でき、かつ効率的な稼動を可能とする放電加工装置を得ること。
【解決手段】電極と被加工物との間に形成される加工間隙に電圧を印加し、電極と被加工物とを相対移動させながら放電加工を施す放電加工装置であって、数値情報を用いて表される数値指令に基づいて放電加工装置を制御する数値制御手段であるNC装置13と、数値指令に応じて電極と被加工物とを相対移動させるための駆動を制御する駆動制御手段であるサーボアンプ14と、を有し、放電加工のための通常の動作を可能とする通常モードと、通常モードに対して消費電力を節減させた省電力モードとへの切り替えが可能であって、省電力モードにおいて数値制御手段と駆動制御手段とへ電力を供給する。
(もっと読む)
機械加工装置、機械加工装置の回転数演算装置、機械加工装置のびびり振動評価装置および機械加工装置のびびり振動評価方法
【課題】
切削加工時の回転数を必要以上に落とすことなく、びびり振動を低減させる。
【解決手段】
マシニングセンタ2のびびり振動は、X軸加速度センサ10およびY軸加速度センサ12によって検出される。検出されたびびり振動によって、びびり振動の周波数が演算される。びびり振動の周波数より、びびり振動を低減することのできるエンドミル8の回転数が演算される。
(もっと読む)
41 - 60 / 87
[ Back to top ]