
Fターム[3C269BB17]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | その他の目的 (87)
Fターム[3C269BB17]に分類される特許
21 - 40 / 87
NCプログラム作成方法及び作成装置
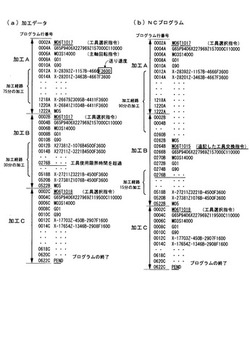
【課題】工具が工具使用限界時間を超過した状態で被加工物を加工することに起因する工具破損や加工精度の低下を確実に防ぎ、工具を工具使用限界時間まで適切に使用することを可能とするNCプログラム作成方法及びNCプログラム作成装置を提供する。
【解決手段】各加工経路に使用する工具を選択する工具選択指令と当該工具の加工経路とが記述される加工データと、工具の工具番号及び工具使用限界時間が記述される工具データとを読み込むステップと、加工データから工具選択指令を検出するステップと、検出された工具選択指令により選択される工具の加工経路から工具使用時間を算出し、工具使用時間と工具使用限界時間とを比較するステップと、工具使用時間が工具使用限界時間を越える加工経路の前に、当該工具を工具番号の異なる同一の工具と交換する工具交換指令を追記するステップとを含むようにした。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置

【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
加工条件設定システム、加工条件設定方法およびこれらを用いて加工された加工物
【課題】目標硬度に応じた切削加工の加工条件を選定し、切削加工のみで所定の硬度を得ることが可能な加工条件設定システムおよび加工条件設定方法を提供する。
【解決手段】切削加工される加工対象物の切削加工における加工条件毎に、加工条件と加工条件で加工される加工対象物の硬度との関係を予め求め、加工対象物の材質および加工される硬度範囲に対応する加工条件を保存する加工条件データベース5と、加工対象物の材質および目標硬度を入力し、加工条件データベース5を参照して目標硬度での加工を行える加工条件を出力する加工条件選定手段7と、が備えられている。
(もっと読む)
送り装置
【課題】サーボロック時の消費電力を削減することができる送り装置を提供する。
【解決手段】送り装置1は、ボールねじ21,ナット23,駆動モータ24,ブレーキ機構25及び制御装置50を備え、移動体13を上下方向に移動させる。制御装置50は、移動体13に関する早送りの移動指令を認識すると、移動体13を現在位置から上方向に移動させる場合には、早送りの移動指令に係る目標移動位置を越えて移動体13を移動させた後、移動方向を反転させて目標移動位置に移動体13を移動,停止させる一方、現在位置から下方向に移動させる場合には、移動体13を目標移動位置に直接移動,停止させるとともに、移動体13を目標移動位置に移動,停止させた後、駆動モータ24によって移動体13の位置を停止位置に維持し、且つブレーキ機構25によって移動体13の移動を制動する。
(もっと読む)
工作機械の制御装置及びこれを備えた加工関連データ処理システム
【課題】工作機械の制御装置にかかる負荷を軽減することができる加工関連データ処理システムなどを提供する。
【解決手段】加工関連データ処理システム1は、工作機械2の制御装置3とデータ処理装置40とが電気通信回線5を介して接続されており、制御装置3は、NC装置11と支援装置20とから構成される。支援装置20は、データ処理装置40に連係処理信号を送信してデータ処理装置40を遠隔操作し、データ処理を行わせるとともに、データ処理装置40で行われたデータ処理結果を受信する連携処理指示部22を備え、データ処理装置40は、プログラム自動生成部44と、加工シミュレーション部45と、制御装置3から連係処理信号を受信して、制御装置3で受け付けられたデータ処理要求に対応し且つワークの加工に関連したデータ処理をプログラム自動生成部44及び加工シミュレーション部45に行わせるとともに、データ処理結果を制御装置3に送信する連係処理実行部42とを備える。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
工具先端点位置を制御する多軸加工機用数値制御装置
【課題】工具先端点制御または3次元手動送りを、直線軸3軸と回転軸3軸からなる加工機で可能にする。
【解決手段】指令プログラム10を解析手段11で解析し補間手段12で補間する。自動運転における手動移動指令の重畳の場合、手動移動指令が、直線軸手動積算手段24によって直線軸手動積算量25に積算され直線軸手動積算量加算手段22によって工具先端点位置20に加算される。あるいは回転軸手動積算手段26によって第1回転軸手動積算量,第2回転軸手動積算量,第3回転軸手動積算量27に積算され、回転軸手動積算量加算手段23によって第1回転軸位置,第2回転軸位置,第3回転軸位置にそれぞれ加算される。そして、自動運転制御点位置演算手段16で実際の工具の先端点位置がプログラムで指令された工具先端点位置となる直線軸3軸と回転軸3軸の制御点を求め、各軸のサーボ30x,30y,30z,30A,30B,30Cを駆動する。
(もっと読む)
穴加工用NCプログラム作成装置
【課題】複数の穴が交差する場合の穴加工用NCプログラム作成装置を提供する。
【解決手段】穴領域抽出手段120により、製品形状三次元CADデータ20において加工すべき複数の穴領域G1,G2,G3を抽出する。交差穴領域抽出手段130により、複数の穴領域G1,G2,G3の中から相互に交差する二つの穴領域G2,G3を抽出する。加工工程決定手段160により、相互に交差する二つの穴領域G2,G3のうち先に加工する一方の穴領域G2に対して尖ドリルT2により加工し、後に加工する他方の穴領域G3に対して少なくとも交差部を平ドリルT3により加工し、交差部より奥側を尖ドリルT2により加工するように加工工程を決定する。この加工工程に基づいて、NCプログラム作成手段170がNCプログラムを作成する。
(もっと読む)
ロボットのツールベクトルの導出に用いる治具
【課題】簡便に短時間にしかも精度よくロボットのツールパラメータ(Tx,Ty,Tz,α,β,γ)、特にツールパラメータの中の並進成分(Tx,Ty,Tz)であるツールベクトルを導出する際に好適な治具を提供する。
【解決手段】本発明に係る治具10は、先端部に平面接触子14が備えられると共に平面接触子14に対し垂直方向を向く計測軸に沿った変位を計測可能で且つ平面接触子14でツール先端の位置ずれ量を計測して実績位置ずれ量とする3つの変位計11と、3つの変位計の各計測軸が1点で互いに直交し且つ各計測軸の交点が空間上の所定点となるように、3つの変位計11を配備する配備手段15と、を有する。
(もっと読む)
数値制御装置
【課題】工作機械における駆動関連要素の電力損失または電力効率を算出し表示、印刷出力、記憶媒体への記録出力、または、数値制御装置内部または外部の機器への出力を実施することが可能な数値制御装置を得ること。
【解決手段】モータなどのアクチュエータを駆動させるための電力供給に関係する工作機械6における各駆動関連要素、および工作機械6に電力を供給する電源装置12のうちの少なくとも2つ装置の出力電力または出力エネルギーを計算または推定する電力算出部3と、前記電力算出部3から出力された出力電力または出力エネルギーから電力損失または電力効率を算出する損失/効率算出部4と、前記損失/効率算出部4にて算出された電力損失または電力効率を表示、印刷出力、記憶媒体への記録出力、または他の機器への出力を実施する電力出力部5とを備える。
(もっと読む)
自動装置とその制御方法
【課題】あらゆる動作をシームレスで滑らかに実行できる自動装置とその制御方法。
【解決手段】出力ユニット10と、格納ユニット12と、制御ユニット14とを備える。格納ユニット12は、コマンドに対応していてN個の所定動作情報とN個の時間タグとを記録している動作パターン120を格納している。制御ユニット14は、コマンドを受信し、出力ユニット10の現行動作情報を読み取り、コマンドと現行動作情報とに従って格納ユニットにおいて動作パターン120を調べ、現行動作情報がi番目の所定動作情報と(i+1)番目の所定動作情報との間にあることを判断し、(i+1)番目の所定動作情報と(i+1)番目の時間タグと現行動作情報とによって時間調整情報を計算し、現行動作情報と、1番目の時間タグからi番目の時間タグまでと、時間調整情報とに従って、(i+1)番目の所定動作情報を実行するように出力ユニット10を制御する。
(もっと読む)
多軸加工機用数値制御装置
【課題】回転軸を3軸備えた多軸加工機において、工具先端点制御を行う数値制御装置を提供すること。
【解決手段】指令プログラム座標系上で工具先端点位置と工具方向指令を指令して加工を行う数値制御装置1において、補間周期毎に前記工具方向指令を補間し補間工具方向ベクトルを求め、補間工具方向ベクトルから回転軸3軸の複数解を演算する回転軸複数解演算部15と、複数解を合成して回転軸3軸の回転軸位置を演算する回転軸位置演算部17と、補間周期毎に指令された工具先端点位置を補間して補間工具先端点位置を求め補間工具方向ベクトルまたは前記回転軸位置演算部で求めた前記回転軸3軸の回転軸位置による検証工具方向ベクトルに工具長補正量を積算し補間工具先端点位置に加算し直線軸3軸の直線軸位置を演算する直線軸位置演算部19を有し、回転軸位置演算部17で求めた回転軸位置へ移動し、直線軸位置演算部19で求めた直線軸位置へ移動する。
(もっと読む)
加工ロボットとその加工制御方法
【課題】 工具をワークに押付けながら加工する場合において、工具の切れ味が変化してもワークの加工寸法への影響が小さく、かつ工具の交換頻度を下げることができる加工ロボットとその加工制御方法を提供する。
【解決手段】 外力を計測する力センサ15と、工具12と、工具を3次元空間内で移動可能なロボットアーム16と、加工データを記憶しロボットアームを制御するロボット制御装置20とを備える。ワークの加工開始時(B)に、工具12の送りを停止して、所定の押付け力及び工具の動作速度で工具12をワーク1に押付け、工具12がワーク1に所定の深さまで切り込むまでの加工速度を計測する。次いで、ワークの加工時(C)に、前記加工速度から工具の送り速度、押付け力、又は工具の動作速度を補正してワーク1を加工する。また、工具が劣化し、加工速度が予め設定した限界加工速度に達したら、加工後に工具を交換する。
(もっと読む)
数値制御装置及び工作機械
【課題】機械構造の異なる各種工作機械における誤差補正システムの共通化を促進しつつ、互いに平行な移動軸を持つ複数の移動装置を含む工作機械でもその平行な移動軸を持つ各移動装置の動作の誤差補正を行えるようにすることである。
【解決手段】数値制御装置16は、数値制御プログラムからその数値制御プログラムが指示する対象物の移動位置である指令位置を読み取る指令位置読取り部26と、指令位置読取り部26によって読み取られた指令位置から機械軸毎の座標を算出する機械軸座標算出部28と、機械軸座標算出部28によって算出された機械軸毎の座標を誤差データ格納部22に格納された機械軸毎の誤差データに基づいて補正することにより機械軸毎の補正座標を算出する補正演算部30と、補正演算部30により算出された機械軸毎の補正座標に従って各駆動装置2c,6b,8b,10bに前記支持体を駆動させる駆動制御部32とを備えている。
(もっと読む)
工具軌跡生成装置、工具軌跡算出方法および工具軌跡生成プログラム
【課題】びびり振動の増減に影響を与えるびびり振動増減影響値を考慮して加工条件を求めることにより、びびり振動の発生が抑制された加工能率の高い工具軌跡を得る。
【解決手段】第1実施形態の加工条件決定方法では、S100で操作者によって、工具や被削材を含む工作機械装置の振動特性が不明である旨の情報、びびり振動の方向が不明である旨の情報、工具に対する被削材の比切削抵抗の大きさと方向が不明である旨の情報、および切削幅または再生幅の許容値が入力される。次に、S110において、加工条件である、許容される最大の送り量が選択される。その後、S120において、最大の加工能率(または要求される加工能率を満たした上で加工システムの安定性がより大)となる切込み量、ピックフィード量および工具姿勢の組合せが算出される。その後、加工条件の情報は工具軌跡等算出部に送られ、工具軌跡等の情報が工具軌跡生成装置外部に出力される。
(もっと読む)
数値制御装置
【課題】制御位置座標を表す複数の指令点の指令点座標データから移動平均値を演算可能な数値制御装置を提供し、CPUの処理負荷を軽減させて処理時間を短縮可能な数値制御装置を提供する。
【解決手段】数値制御装置は、工作機械の制御位置座標を表す複数の指令点の指令点座標データを平滑化処理する平滑化処理手段を有し、この平滑化処理手段は、複数の指令点の各々について、各指令点を含む前後の複数の指令点の指令点座標データの移動平均値を演算する移動平均値演算手段と、前記移動平均値演算手段が演算した移動平均値からなる平均化指令点座標データを各指令点の指令点座標データに置換するデータ置換手段とを有している。
(もっと読む)
工作機械の数値制御装置、工作機械の数値制御方法、及び工作機械の数値制御プログラム
【課題】工作機械の急停止、並びにそれにより発生する衝撃を緩和するとともに、減速停止時の工作機械の制御上の機械位置(座標)と実際の機械位置とを整合させることができる、工作機械の数値制御技術を提供する。
【解決手段】停止指令が入力された場合、移動指令バッファ内の出力済みとなっていない残存移動指令から算出した残存移動距離が、減速度Aで減速停止させるのに必要な減速停止距離以下か否か判定し、Noの場合、移動指令バッファ内の移動指令をそのまま出力し、Yesの場合、残存移動指令から減速移動指令を作成して出力する。
(もっと読む)
無線伝送装置とそれを用いたロボットの振動抑制制御装置およびロボット制御装置
【課題】無線化した加速度センサをロボットに取り付ける場合、センサを用いた振動抑制の効果を向上できるとともにセンサ基板における消費電力が低減できるようにする。
【解決手段】センサ信号の主成分の振動パラメータ(周波数、振幅、位相)を得る信号解析装置と、該パラメータからセンサ信号の近似波形を生成する信号発生器81を備えて、該パラメータが変更された場合のみパラメータの無線伝送を行う。得られる近似波形から各軸モータの速度を求め、シミュレーションによりロボット動作に基づくモータ速度を得て、モータ速度の差をモータ速度の振動成分とする。モータ速度の振動成分をモータの位置−速度制御ループにフィードバックしてロボットアームに発生する振動を抑制する。
(もっと読む)
工作機械
【課題】不正移設を検知し、不正移設後の工作機械の起動を禁止する。
【解決手段】工作機械の本体フレームの底部の溝部2c内に、フォークリフトのフォークからの外力で残留応力が残る銅板製の被測定部材28を設け、被測定部材28の一端に加振器29を他端に振動検出器30を設置し、工作機械の設置後の初期に加振器29と振動検出器30を介して振動を付加して振動データを取得し、基準波形パターンである第1振動特性を演算し記憶しておく。工作機械の電源投入時に、前記同様に今回の振動データを取得し、今回の波形パターンである第2振動特性を演算し記憶しておく。工作機械の移設がない場合には、第1,第2振動特性が一致するが、フォークリフトによる搬送を介して工作機械を移設した場合、被測定部材28の内部に残留応力が残るため、第1,第2振動特性が一致しなくなるため、その場合は工作機械の起動を禁止する。
(もっと読む)
工作機械
【課題】制御対象物を省電力で駆動可能な工作機械を提供する。
【解決手段】工作機械1は、主軸80が目標回転速度に達するまでの時間と、主軸頭50が目標位置に達するまでの時間とを算出する時間算出部150と、目標回転速度に達するまでの時間と目標位置に達するまでの時間とを比較する比較部160と、主軸80の駆動と主軸頭50の駆動とを制御する駆動制御部110とを備え、駆動制御部110は、目標回転速度に達するまでの時間が目標位置に達するまでの時間よりも長いと判断された場合、主軸頭50が目標位置に達するまでの時間が、算出された目標位置に達する時間より長く、かつ算出された目標回転速度に達するまでの時間以下の時間となるように、主軸頭50の駆動を制御する。
(もっと読む)
21 - 40 / 87
[ Back to top ]