
Fターム[3C269EF20]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 同期指令 (91)
Fターム[3C269EF20]に分類される特許
41 - 60 / 91
数値制御装置および位置ずれ補正方法

【課題】マスタ軸とスレーブ軸のいずれか一方がストアードストロークリミットを外れた位置にある場合に両軸の位置ずれを補正することができる数値制御装置を得ること。
【解決手段】数値制御装置は、マスタ軸およびスレーブ軸の機械原点からの距離を算出する距離算出手段(ステップS2)と、算出された距離に基づいて、マスタ軸およびスレーブ軸の機械原点から遠い方の軸を補正軸として選択する補正軸選択手段(ステップS3〜S6)と、補正軸の補正量を算出する補正量算出手段(ステップS7およびS8)と、補正軸を機械原点方向へ前記補正量だけ移動させる補正手段とを有する。
(もっと読む)
数値制御装置及び工作機械の制御方法

【課題】工具の移動にあわせて、振れ止め装置と工具の加工物の長さ方向の相対距離を一定に保つように制御することができる数値制御装置を得ること。
【解決手段】被加工物52を旋削する工具31を被加工物の長さ方向に移動させる第1の軸駆動系、及び被加工物52の振れを止める振れ止め装置41を被加工物52の長さ方向に移動させる第2の軸駆動系とを有する工作機械の制御する数値制御装置であり、第1の軸駆動系に対して、工具31を所定の方向に所定の移動量だけ移動させる第1の移動指令が発生したとき、第2の軸駆動系に対して、振れ止め装置41を工具31と同じ方向に移動させる第2の移動指令を発生させる同期移動処理部14を備える。
(もっと読む)
工作機械及び工作機械の制御方法
【課題】電子カム制御において、動作時間が不定な補機動作の完了と同時に後続の作業を実行することができて、加工能率を向上させることができる工作機械を提供すること。
【解決手段】中央演算ユニット52は、前記基準軸の動作量が所定値に達したことに応じて補機動作を開始させ、前記補機動作中において、補機動作終了時における前記基準軸の動作量の値をもとにシフト値を計算する。計算されたシフト値はシフトデータ記憶部57,58に記憶される。そして、記憶されたシフト値を前記基準軸の実際の動作量の値に加算して、補機動作終了時における前記移動体の移動位置に対応した動作量の値とする。電子カム制御部59,60は、前記補機動作終了にともない、保持された動作量の値に続くタイミングから前記電子カムデータテーブルに従って工作機械の電子カム動作を行わせる。
(もっと読む)
シミュレーション装置
【課題】実在機器と仮想機器とを混在させた状態でそれらの動作をシミュレーションする場合に、実在機器及び仮想機器の動作を制御するための接続関係の記述が容易であると共に、実在機器と仮想機器との動作を切換えた場合であっても確実に同期を図ることができるシミュレーション装置を提供する。
【解決手段】シミュレータ1のシミュレーション管理部2は、動作ツリーを構成するタスクの接続関係に基づいて、自己に予め記憶している実行用プログラムにより実機5を直接制御すると共に仮想表示空間で仮想機6を制御するように構成されている。これにより、実機5と仮想機6との動作の同期を確実に図ることができると共に、実機5と仮想機6との動作を切換えた場合であっても同期化を維持することができる。
(もっと読む)
ロボットおよびプレス機械を含むシステム、複数のロボットを含むシステム、ならびにそのようなシステムにおいて使用されるロボットの制御装置
【課題】同期動作を続行して、システムの作業効率が低下するのを避ける。
【解決手段】互いに協働するロボットとプレス機械と(以下、ロボット等)を含むシステム(1)は、時刻を周期的に更新する基準時計(6)を備えており、ロボット等は、内部時計(19)と、ロボット等の動作時におけるロボット等のそれぞれの位置を前記内部時計の時刻に対応して記憶した教示プログラム(25)と、内部時計の時刻が基準時計の時刻に一致するように内部時計の時刻を補正する内部時計補正手段(21)と、内部時計補正手段によって内部時計の時刻を基準時計の時刻に一致させられない場合には、内部時計の時刻が基準時計の時刻に一致するように基準時計の時刻を補正する基準時計補正手段(23)と、教示プログラムと内部時計の時刻とに基づいて、ロボット等の補間時間毎の動作指令を算出することにより、ロボット等を基準時計に同期して動作させる動作手段と、を具備する。
(もっと読む)
異なる通信周期で複数のアンプと通信する数値制御システム
【課題】長い通信周期の駆動源の通信周期よりも短い周期でフィードバックデータを取得可能な異なる通信周期で複数のアンプと通信すること。
【解決手段】モータ23,32とアンプ2,3と数値制御装置1を備え、数値制御装置1とアンプ2,3は、複数の異なる通信周期でデータを通信する通信ラインL1,L2により結合され、通信制御回路12,14は受信したデータを格納する受信バッファ12A,14Aを有し、主軸モータ23の位置情報または速度情報を参照して、送り軸モータ32の位置または速度を制御する。通信ラインL1を経由して主軸モータ23を駆動する第1のアンプ2が、数値制御装置1に対して第1の通信周期で送信する送信データ中に前記第1の通信周期よりも短い周期でサンプリングされた主軸モータ23の位置情報または速度情報を複数挿入し、その情報を基に数値制御装置1によって、送り軸モータ32を制御する。
(もっと読む)
モータ制御システムおよびその接続判定方法
【課題】2台のサーボアンプを通信ケーブルで接続するだけでマスター、スレーブの設定ができ、簡便に同期制御がおこなえるモータ制御システムを提供する。
【解決手段】サーボアンプ1(2)は、双方向通信手段15(26)の一方に駆動するサーボモータ3(4)のエンコーダ通信ケーブル5(6)が接続され、他方の双方向通信手段16と双方向通信手段25を通信ケーブ7で接続しており、装置コントロール部11(21)は、通信開始時に出力するセレクタ切替信号11d(21d)によって双方向通信手段15(25)と装置間通信部13(23)またはエンコーダ通信部12(22)をセレクタ4(24)で選択的に接続し、同期制御におけるマスター、スレーブを自動判定する。
(もっと読む)
数値制御装置および数値制御方法
【課題】断続的な工具の姿勢変更の指令がある場合や工具の姿勢変化量が不連続な指令がある場合においても、加工プログラムの指令点を変更することなく、工具の先端を滑らかに動作させながら加工を行わせること。
【解決手段】回転軸フィルタ処理部5は、工作機械のパラメータ等にて予め与えられたフィルタ時定数に従って、回転軸の回転角度の補間点13間の角度変化量に対して移動平均フィルタをかけることで、補間点13間の角度変化量を平滑化し、並進軸タイミング合わせ部6は、並進軸の工具先端位置の補間点14間の移動量に対して移動平均フィルタをかけることで、平滑化処理された回転軸の回転と並進軸の移動のタイミングを合致させ、座標変換部7は、並進軸のタイミング合わせ後の工具先端位置16と回転軸のフィルタ後の回転角度15から、工作機械の構成に応じて並進軸の機械位置17へ座標変換する。
(もっと読む)
数値制御装置、数値制御装置用制御プログラム及び数値制御装置用記録媒体
【課題】第1の移動終了位置の方へ早送りする際に余分に惰走させる惰走距離を自動的に決定可能にし且つ汎用性のある制御プログラムにより惰走距離を決定可能にする数値制御装置、この数値制御装置用制御プログラム及び記録媒体を提供することである。
【解決手段】主軸ヘッドをZ軸モータにより各切削動作完了位置から復帰位置の方へ早送りする際に、制御指令に基づく減速開始タイミングになるまで早送りし、その後早送り速度を維持したまま復帰位置まで復帰動作させ、その後Z軸モータを速度零になるまで減速動作させる。前記復帰位置に到達後に、X軸,Y軸モータの少なくとも一方による早送りを実行させ、主軸ヘッドが復帰位置を超えて惰走した惰走距離を演算し、Z軸モータの減速動作による主軸ヘッドの停止後、前記惰走距離の分だけZ軸モータを復帰動作とは逆方向へ動作させる。
(もっと読む)
電子カム制御装置
【課題】マスタ駆動軸の位置情報に対応して動作するスレーブ駆動軸の電子カム制御を簡単に実現する。
【解決手段】カム角度から複数同期して動作する駆動軸のうちマスタ側の駆動軸であるマスタ駆動軸のストローク比を算出する第一のストローク比算出手段と、予め設定されているマスタ駆動軸のストローク比とスレーブ側の駆動軸であるスレーブ駆動軸のストローク比との関係であるストローク比対応情報を参照し、スレーブ駆動軸のストローク比を算出する第二のストローク比算出手段と、算出されたスレーブ駆動軸のストローク比と予め設定されるスレーブ駆動軸のストローク量設定値とスレーブ駆動軸のストローク下死点値とに基づいてスレーブ駆動軸の位置指令値を算出する位置指令値算出手段と、を備える。
(もっと読む)
同期制御装置
【課題】複数の駆動源を同期制御してチェーン状部材の張力の不均一や破損を抑制する。
【解決手段】マスターモータMaとスレーブモータMbによって工具のポットを複数備えたチェーンを移動させる。各モータと取り出す工具との位置情報を位置制御部19A,19Bでそれぞれ割り出す。これら位置情報から同期誤差算出手段21で位置偏差を求め、演算速度誤差算出手段25で演算による速度誤差を求める。速度制御部22A、22Bでは両モータMa、Mbの速度情報を得て、実際速度誤差算出手段24で実際の速度誤差を求める。両速度誤差から速度補正演算手段26で速度補正指令値を演算し、補正電流値に変換して比較判別手段27で補正許容値以下と判別して、スレーブモータ側の電流制御部30Bに入力して電流加算し、スレーブモータをマスターモータと同期制御させる。
(もっと読む)
スレーブフォロワの制御信号をマスタソースと同期させる方法およびシステム
スレーブフォロワ(108)をマスタソース(104)と同期させる方法が提供される。この方法は、マスタソースとスレーブフォロワとの関係を規定する工程と、(168)、マスタソースの第1の位置(132)を入力する工程と、(176)、およびスレーブフォロワの第1の位置(136)を入力する工程と、を含む。この方法はまた、スレーブフォロワがマスタソースと同期する第2の位置(188)を規定する工程と、(184)、およびスレーブフォロワの第1の位置と前記第2の位置との間で曲線をフィッティングする工程と、(196)を含む。この曲線は、マスタソースとスレーブフォロワとの関係、スレーブフォロワの第1の位置、マスタソースの第1の位置、および前記第2の位置に基づいてフィッティングされる。この曲線は、スレーブフォロワの所定の限界を超えずにスレーブフォロワとマスタソースとを同期させるようにフィッティングされる。 (もっと読む)
サーボモータの駆動方法および駆動方式
【課題】コントローラとサーボモータとの間の通信速度を上げることなく、動作の高速化がなし得るサーボモータの駆動方法および駆動方式を提供する。
【解決手段】各サーボモータMの指令値を予め所定ステップ数にわったて生成し、所定ステップ数にわたる指令値を各サーボモータM側に送出し、前記指令値を各サーボモータM側でバッファ32に一時的に保持し、前記保持した指令値を所定時刻に逐次読み出して各サーボモータMを動作させるものである。
(もっと読む)
加工速度を調整するレーザ加工装置及びレーザ加工方法
【課題】レーザ出力を制御可能なタイミングに合わせて、プログラム上でレーザ出力が指令されるときに加工ヘッドが被加工物に対して高精度に位置決めされるレーザ加工装置及び加工方法を提供する。
【解決手段】制御装置12は、加工プログラム実行前、又は実行中に、レーザ発振器26を制御可能な上記タイミングに、レーザ出力変更位置に加工ヘッド18が到達するか否かを判定する。レーザ出力変更位置に加工ヘッドが到達する計算上の時刻がレーザ出力制御可能な時刻である場合は、プログラムの指令速度に従って加工を実行する。一方レーザ出力指令開始位置に加工ヘッドが到達する計算上の時刻がレーザ出力制御可能な時刻でない場合は、レーザ出力制御が可能な時刻に加工軸が到達するように加工速度を調整して、レーザ出力変化位置まで加工を実行する。
(もっと読む)
機械部材の運動経過を制御する方法及び装置
【課題】機械部材の運動経過がオーバーシュートすること又は負の値をとることを効率的に防止する機械部材の制御を可能にする。
【解決手段】関数的依存関係(3,20)が、n次多項式から形成された少なくとも1つの第1のセグメント(I)と、a次多項式から形成された、前記第1のセグメントから少なくとも部分的に分離された少なくとも1つの第2のセグメント(II)を有するようにし、ただし、aはnよりも小さいものとする。
(もっと読む)
スライド駆動装置
【課題】複数のスライド部が同期してスライド駆動可能なスライド駆動装置を提供する。
【解決手段】スライド駆動装置1では、可動プレート106とスライドブロック11におけるフランジ113、114との間にワイヤ131、132が張設されている。また、可動プレート106とスライドブロック12におけるフランジ123、124との間にワイヤ141、142が張設されている。ワイヤ131、132、141、142は、プーリ151〜153、161〜163などを介して張設されている。可動プレート106が一の方向に移動するとき、ワイヤ131、141およびワイヤ132、142の一方に引っ張り力が作用し、他方が送出されることにより、可動プレート106の移動量に応じたストロークをもってスライドブロック11、12がY軸方向にスライドする。
(もっと読む)
工作機械用制御装置
【課題】ワークの種類毎にねじれ剛性の調整をすることなく、一対のサーボモータ間の干渉を抑制する制御を行うことができ、高精度加工を能率良く実施できる工作機械用制御装置を提供する。
【解決手段】一対のサーボモータ7a,7bの相互干渉を抑制するための非干渉補正器10を備え、この非干渉補正器10が、一対のサーボモータからそれぞれ検出された位置フィードバック値FB1,FB2の差分値と、ワークにねじれが生じるように、一対のサーボモータに対して与えられたねじり剛性測定用のトルク指令値とに基づいてワークのねじり剛性を推定するねじり剛性推定ブロックと、一対のサーボモータからそれぞれ検出された速度フィードバック値FB3,FB4の差分値と、ねじり剛性推定ブロックにより推定されたねじり剛性とに基づいて、一対のサーボモータのトルク指令値を補正するためのトルク指令補正値を推定するトルク指令値補正ブロックと、を備える。
(もっと読む)
ロボット制御装置
【課題】1つのプログラムで複数の制御対象の非同期制御を可能にし、作業線の長さ又は移動速度が異なっても各ロボットが設定された移動速度で作業線上を移動することができるロボット制御装置を提供する。
【解決手段】非同期制御部23は、第1工程部25、第2工程部26及び第3工程部27を備える。第1工程部は、主制御対象Ca及び従制御対象Cbが教示点に到達する際の移動時間を算出して教示点に最短時間で到達する先行制御対象を決定する。第2工程部は、最短時間に基づいて後行側の制御対象が到達すべき教示点を再設定する。第3工程部は、両方の制御対象を目標教示点に同時に到達させた後、どちらの制御対象も最終教示点へ到達していない時は非同期制御を続行し、最終教示点へ到達している時は先行側の制御対象を待機させつつ後行側の制御対象を最終教示点に到達させて非同期制御を終了する。
(もっと読む)
光学フィルム
モアレ防止及びウェットアウト防止機能を有する光学フィルムが、その作製のためのシステム及び方法と共に記述される。光学フィルムを作製するのに使用されるマスターは、マスター表面の面外の軌道に沿って切削する単軸アクチュエータを使用して形成される。軌道に沿った切削工具の動きにより、可変深さ及び可変ピッチを有する溝が表面に刻まれる。このマスターから形成されるプリズムは可変深さ、可変高さを有し、これによりウェットアウト防止及びモアレ防止機能が提供される。 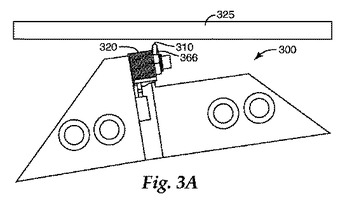 (もっと読む)
(もっと読む)
同期運転を行う数値制御装置
【課題】複数のサーボモータを連結して同期運転を行なう場合に、各制御軸間での位置差が増大しないようにし連結部に負荷が加わるのを防止する数値制御装置を提供すること。
【解決手段】サーボオン時の各制御軸の移動指令の初速度を、パラメータの設定や実速度の大小関係や速度差から求め、サーボオン後の移動指令の実行に際し、各制御軸間での位置差が増加しないようにする。また、移動指令の初速度を各制御軸の実速度とし、実速度の大小関係から目標対象軸を定め、他の制御軸は指令加速度・減速度により目標対象軸の位置および速度を目標として加減速制御し、サーボオン後の移動指令実行中に各制御軸間での位置差および速度差を徐々に解消し、急激な速度変化を無くし、機械的なショックを抑制する。
(もっと読む)
41 - 60 / 91
[ Back to top ]