
Fターム[3C269EF20]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 同期指令 (91)
Fターム[3C269EF20]に分類される特許
21 - 40 / 91
電子カムコントローラ
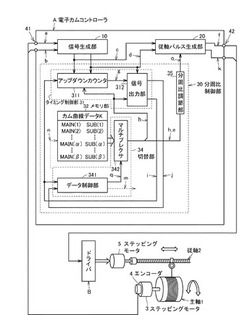
【課題】 サーボモータ等を使用することなく従軸制御の位置決め精度の向上を図る。
【解決手段】 エンコーダ3の主軸パルスa,bに基づいてクロック信号c等を生成する信号生成部10と、クロック信号cを方向信号dが示す方向に計数して分周比可変可能に分周して従軸パルスfとして出力する従軸パルス生成部20と、クロック信号c及び方向信号dに基づき従軸パルス生成部20の分周比を制御する分周比制御部30とを備える。分周比制御部30は、メモリ部32に予め記録されたカム曲線データKに含まれる主軸移動量と従軸移動量との比率に基づき従軸パルス生成部20の分周比を制御している。
(もっと読む)
タッピング加工動作を行うタッピング加工装置

【課題】同期開始時における同期誤差を低減する。
【解決手段】タッピング加工装置(1)は、主軸(8)の回転角検出値とタップ加工工具(5)のネジピッチとに基づいて第三位置指令値を作成する第三位置指令値作成部(36)と、第一制御モードおよび第二制御モードを備えていて第二位置偏差に基づいて前記送り軸モータを駆動する送り軸制御部(30)と、第一制御モードから前記第二制御モードに切替わるときに取得された回転角検出値および第一位置偏差と前記ネジピッチとに基づいて送り軸位置補正値を作成する送り軸位置補正値作成部(37)とを具備する。第一制御モードにおいては第二位置指令値と送り位置検出値とから第二位置偏差が作成されると共に、第二制御モードにおいては送り軸位置補正値により補正された第三位置指令値と前記送り位置検出値とから第二位置偏差が作成されるようにした。
(もっと読む)
ねじ切り制御方法
【課題】 X軸の加減速性能のみを高めることにより、不完全ねじ部を簡易に短縮できるねじ切り方法を提供する。
【解決手段】 動作aで、工具をX軸方向に移動し、ねじ切り開始点に位置決めする。動作bで、主軸回転に同期して工具をZ軸方向へ移動し、ワークにねじを切削する。動作cで、所定の加減速時間Ta内にZ軸を減速し、X軸を加速し、工具をX軸方向へ退避させる切り上げ動作を行う。動作dで、工具をZ軸方向へ後退させ、ねじ切りサイクルの基準点に戻す。切り上げ動作cにおいて、加減速時間Taの開始と同時に許容最大速度Vmaxよりも大きな切り上げ速度VeをX軸に指令し、X軸の加速度を大きくする。指令時間Teが経過した時点から加減速時間Taが終了するまでの間、X軸の速度指令値をゼロに保持し、X軸の実速度を許容最大速度Vmax以下に抑える。
(もっと読む)
電子カム制御装置
【課題】規定されたカムストローク範囲から外れて停止した駆動軸を容易に同期運転再開位置まで復帰させることができる電子カム制御装置を得ること。
【解決手段】入力軸を含む駆動軸としてのモータ54a〜54nに対応する駆動制御装置53a〜53nに、入力軸の一回転を分割したカム角度に対応するカムストローク位置を規定する電子カム指令プロファイルに基づいた制御を実行させ、複数の駆動軸を同期制御する電子カム制御装置52は、電子カム指令プロファイルで規定されたカムストローク範囲から外れて停止している駆動軸の停止中の入力軸のカム角度に対応するカムストローク位置を、電子カム指令プロファイルに再適合させる電子カム同期位置として算出する手段と、駆動軸を予め設定された速度で電子カム同期位置へ移動させる移動手段と、駆動軸の電子カム同期への移動が完了したことを上位システム51へ通知する手段とを有する。
(もっと読む)
同期制御装置
【課題】 複数のモータで同一方向の座標軸を駆動する機械に対して、汎用的な電機品を用いて各軸間相互に加わる無効反力を抑制すると共に、作業位置に対する同期制御を高精度に行なう同期制御装置を提供する。
【解決手段】 位置指令121を生成する位置指令生成部21と、2台の位置情報131,141に基づいてXY軸座標系である作業位置122を演算し、位置指令121と作業位置の一方の軸座標系位置122との差に基づいて新たな位置指令125を演算する第1の位置制御系を有する指令装置2と、新たな位置指令125と位置情報131,141との差に基づいてモータを駆動する指令を演算する第2の位置制御系をそれぞれ有する2台のモータ制御装置3,4と、を備える。
(もっと読む)
工作機械
【課題】制御対象物を省電力で駆動可能な工作機械を提供する。
【解決手段】工作機械1は、主軸80が目標回転速度に達するまでの時間と、主軸頭50が目標位置に達するまでの時間とを算出する時間算出部150と、目標回転速度に達するまでの時間と目標位置に達するまでの時間とを比較する比較部160と、主軸80の駆動と主軸頭50の駆動とを制御する駆動制御部110とを備え、駆動制御部110は、目標回転速度に達するまでの時間が目標位置に達するまでの時間よりも長いと判断された場合、主軸頭50が目標位置に達するまでの時間が、算出された目標位置に達する時間より長く、かつ算出された目標回転速度に達するまでの時間以下の時間となるように、主軸頭50の駆動を制御する。
(もっと読む)
数値制御方法及びその装置
【課題】無駄な消費電力を節約すること。
【解決手段】主軸回転数を制御する機能を有した数値制御装置を制御する方法において、1ブロック以上の先読み解析を行い、この先読み解析された結果に基づいて、主軸回転指令がされてから切削送りが開始されるまでの実行時間、及び主軸起動から主軸回転指令による主軸回転数に到達するまでの主軸加速時間を得、この得られた前記実行時間及び主軸加速時間に基づいて主軸の起動タイミングを制御する。
(もっと読む)
複合研削盤における回転バランス調整方法及び複合研削盤
【課題】砥石台に複数の砥石が載置された複合研削盤において、装置が大型化することなく、より単純な構成にて振動の発生をより低減することができる複合研削盤における回転バランス調整方法、及び複合研削盤を提供する。
【解決手段】砥石台15上には、第1砥石駆動モータ40Mの回転軸Z40と第2砥石駆動モータ50Mの回転軸Z50とが平行、且つ隣り合うように、第1及び第2砥石装置が載置されており、回転軸Z40に対して対称となる位置が回転軸Z50と一致する仮想対称面MAを仮定し、第1砥石駆動モータの回転方向と第2砥石駆動モータの回転方向が互いに逆方向となるように、且つ回転速度を一致させ、回転中の第1砥石駆動モータのアンバランス位置UB1と、回転中の第2砥石駆動モータのアンバランス位置UB2と、が仮想対称面MAに対して対称位置となるように、第1砥石駆動モータと第2砥石駆動モータとを同期させて回転させる。
(もっと読む)
数値制御装置、工作機械の制御方法、及び工作機械の制御プログラム
【課題】ソフトウェアやハードウェアを複雑化することなく、プロセッサの処理のうちの一定割合を安定的かつ確実に周辺機器の制御処理に対して配分する。
【解決手段】サーボ3,4及び周辺機器に係わる複数の動作を制御する数値制御装置であって、プロセッサ13と、システム制御周期タイマ111と、システム制御周期で、プロセッサ13に対し、第1割り込み要求を発生させるシステム制御周期割り込み発生器112と、システム制御周期タイマ111とは異なるサーボ同期周期タイマ122と、サーボ同期周期で、プロセッサ13に対し、第2割り込み要求を発生させるサーボ同期周期割り込み発生器123と、第2割り込み要求の周期を所定の複数の区間に分割するタイマ周期分割器123aと、所定の区間の開始時に、プロセッサ13に対し、周辺機器制御のための第3割り込み要求を発生させるサーボ同期周期割り込み発生器123と、を有する。
(もっと読む)
被削材の切削方法
【課題】マシニングセンタに含まれる各種機構や構造が有する運動精度誤差が加工面の仕上がり寸法精度に与える影響を抑制することができる被削材の切削方法を提供する。
【解決手段】エンドミル工具50が取付けられた主軸と、被削材としてのワーク100を保持する保持部とを備え、NCデータに基づいて主軸および保持部を同期させて移動させることによりワーク100を切削するマシニングセンタを用いて、ワーク100に曲面を含む創成面を形成する方法であって、創成面の形状データとエンドミル工具50の形状データとに基づいて、ワーク100とエンドミル工具50とが接触する切削点Pの送り速度ベクトルFcの向きおよび大きさが一定となるようにNCデータを作成するステップと、作成されたNCデータに基づいてワーク100に創成面を形成するステップとを備える。
(もっと読む)
モーションコントロールシステム
【課題】
モーションコントローラと複数のサーボドライブがネットワークで接続されたモーションコントロールシステムにおいて、前記ネットワークに同期通信や同期クロックを伝える配線を必要としない安価な通信を使用して複数軸の同期を実現し、同期通信周期にとらわれずにサーボ制御処理を駆動することで応答性の向上を図れるようにする。
【解決手段】
前記モーションコントローラに、設定時間毎に起動割り込みを出力するインターバルタイマと、前記インターバルタイマの割り込み出力から設定時間遅延させた起動割り込みを出力する遅延タイマを備え、前記インターバルタイマからの起動割り込みでモーション指令をサーボドライブへ出力する処理を起動し、前記遅延タイマからの起動割り込みでタイマクリア要求をサーボドライブへ出力する処理を起動する。
(もっと読む)
工作機械の数値制御装置および運転制御方法
【課題】ワークの加工を一時的に停止することなく、入力した摩耗オフセットが有効な状態で次以降のワークを加工できるようにする。
【解決手段】電子カム運転の実行中に摩耗オフセットが入力された場合に、電子カム運転の実行を継続しながら、入力された摩耗オフセットを反映させた新たな電子カムデータへのデータ変換処理をバックグランドで開始する。そして、データ変換処理が行われている最中に、電子カム運転の動作が1サイクル終了したことを検出した場合は、電子カム運転からNC運転へ切り替えてワークの加工を継続する。これにより、電子カム運転の動作が1サイクル終了するまでの間にデータ変換処理が終わらない場合であっても、工作機械の運転をいったん停止することなく、入力された摩耗オフセットを直ちに反映可能なNC運転に切り替えてワークの加工を継続できるようにする。
(もっと読む)
制御装置
【課題】 バイラテラル(マルチラテラル)方式による同期制御において、制御系の導出や調整を簡易化しつつ、同期精度を向上させることを目的としている。
【解決手段】 同期誤差が入力される第1学習フィルタ及び第2学習フィルタを含み、第1学習フィルタの出力にもとづいて第1の制御対象に制御入力をフィードフォワードし、第2学習フィルタの出力にもとづいて第2の制御対象に制御入力をフィードフォワードする反復学習制御回路とを備える。さらに、第1学習フィルタは、第1及び第2の制御対象の伝達関数と、第1及び第2の制御回路の制御器の伝達関数を含み、第2学習フィルタは、第1及び第2の制御対象の伝達関数と、第1及び第2の制御回路の制御器の伝達関数を含む。
(もっと読む)
同期制御装置
【課題】回転軸である追従軸が回転軸である被追従軸に同期する制御を行う同期制御装置を提供すること。
【解決手段】追従軸xの速度Vcが被追従軸yの速度Vp(目標速度)に到達した時、1回転の移動量で丸めた目標位置との遅れ量を挽回するために更に加速してから減速させる制御を行う。追従軸xの速度Vcが被追従軸yの速度Vp(目標速度)に到達した時、追従軸xの1回転の移動量で丸めた被追従軸yに対する目標位置との遅れ量は面積S4で表され、追従軸xを時間t5まで加速しその後時間t6まで減速する。従来方式による追従軸xの加減速方法に比較し、同期完了までの時間が(t4−t6)の長さ短縮されている。また、追従軸xの最大速度Vcmaxも従来方式に比べて遅い速度である。
(もっと読む)
スレーブ装置及びプログラム
【課題】マスタ装置とスレーブ装置の動作周期が異なっているモーションコントロールシステムにおいて、モータの動作上のムラを発生させない。
【解決手段】スレーブ装置100において、ネットワーク通信部107が、マスタ動作周期に従ってモータ300の位置指令を受信し、データ補正部108が、マスタ動作周期とスレーブ動作周期とが一致するタイミングからの経過時間に基づいて、スレーブ動作周期間の位置指令の値の差が一定となるように、スレーブ動作周期ごとに、マスタ動作周期単位の位置指令をスレーブ動作周期単位の位置指令に補正し、補正値をデータ制御部109に出力し、データ制御部109は補正値に従ってモータ300を制御する。
(もっと読む)
サーボ制御装置及びサーボ制御方法、並びにタイヤ構成部材の製造装置及び製造方法
【課題】 複数の短冊状部材を成型ドラムの外周面の周方向に並べて貼り付けるときに、リアルモードの同期制御により短冊状部材の準備工程及び貼り付け工程の並行動作を可能にする。
【解決手段】 ベルトストリップは図示しない定長切断装置により切断されて短冊状ベルト部材とされる。短冊状ベルト部材は図示しないコンベヤベルトにより、貼り付け装置の位置まで搬送される。貼り付け装置のヘッド32は、短冊状ベルト部材を保持し、成型ドラム31の外周面に対向する位置において、矢印P4、P5、P6の方向へ移動する。成型ドラム31を回転させるサーボモータ33を等速制御するとともに、サーボモータ33の現在置に応じて、コンベヤベルトを駆動するサーボモータ及びサーボモータ34〜36の回転速度又は移動量が目標値になるように制御する。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
モータ制御システムおよびその接続判定方法
【課題】2台のサーボアンプを通信ケーブルで接続するだけでマスター、スレーブの設定ができ、簡便に同期制御がおこなえるモータ制御システムを提供する。
【解決手段】サーボアンプ1(2)は、双方向通信手段17(28)の一方に駆動するサーボモータ3(4)のエンコーダ通信ケーブル5(6)が接続され、他方の双方向通信手段18と双方向通信手段27を通信ケーブ7で接続しており、装置コントロール部11(21)は、通信開始時のみ、出力するセレクタ切替信号11e(21e)によってセレクタ16(26)で双方向通信手段17,18(27、28)と信号レベル制御部14または信号レベル検出部15とを接続し、同期制御におけるマスター、スレーブを自動判定する。
(もっと読む)
同期制御装置
【課題】高周波のノイズ成分を増大させることなく主状態量のフィードバック値に含まれる位相の遅れ分をキャンセルするように位相を進め,現在の正確な主状態量が得られなくても,従制御対象の状態量を振動や遅れなく精度良く主制御対象の状態量に追従できる同期制御装置を提供する。
【解決手段】 主状態量が主状態量指令に一致するように主操作量を生成する主制御器と,前記主状態量と前記従状態量が同期するように従状態量指令を生成する従状態量指令生成器と,従状態量が従状態量指令に一致するように従操作量を生成する従制御器と,を備えた同期制御装置において,従状態量指令生成器は,主操作量と前記主状態量に基づいて主状態量よりも位相の進んだ位相進み主状態量を生成する位相進み補償演算器(11)と,位相進み主状態量を前記従状態量指令に変換する指令変換器(15)とを備えた
(もっと読む)
任意の軸を動作させるテーブル形式データを有する数値制御装置
【課題】テーブル形式データを任意の軸で共用しテーブル形式データを記憶する容量を削減すること。
【解決手段】時間、軸位置、あるいは主軸位置を基準とし、基準となる時間、軸あるいは主軸の位置と、前記基準となる軸あるいは主軸とは別の軸あるいは主軸の位置とを対応させたテーブル形式データをメモリに格納しておき、前記基準となる時間、軸あるいは主軸の位置と、前記基準となる軸あるいは主軸とは別の軸あるいは主軸の位置を順次読み出し、前記基準となる時間、軸あるいは主軸の位置に同期して前記別の軸あるいは主軸の位置を制御する数値制御装置において、任意の軸を動作させるためのテーブル形式データとする手段により1つのテーブル形式データTnを、前記任意の軸を動作させるためのテーブル形式データを起動する手段により起動し、前記任意の軸を動作させるためのテーブル形式データにより動作する軸を指定する手段により指定された軸をテーブル形式データTnにより制御する数値制御装置。
(もっと読む)
21 - 40 / 91
[ Back to top ]