
Fターム[3E033AA07]の内容
Fターム[3E033AA07]に分類される特許
41 - 60 / 68
ボトル缶内面塗料塗装方法及び該方法で塗装されたボトル缶
【課題】ブリッジを切る前、ボトル缶のキャップ回栓トルクが高い開けにくい不具合の解消を目的としており、従来さほど問題にされていなかったキャップの合成樹脂ライナーとカール天面の内面塗膜との摩擦抵抗を低下させ、容易に開封出来るように回転トルクを低下させたボトル缶の製造方法並びに該方法によって製造したボトル缶の提供。
【解決手段】キャップを螺合するためのネジを有するアルミニウムボトル缶用有底円筒体の内面側の少なくともボトル缶のカール天面を含む開口部を、粒子状のワックスを添加した内面塗料で塗装するボトル缶の内面塗装方法並びに該方法により製造されたボトル缶。
(もっと読む)
多層のプラスチック容器
本発明は、熱可塑性のプラスチックから成る多層のプラスチック容器であって、液状の充填物、特に燃焼可能であるが爆発可能な充填物を貯蔵しかつ運搬する形式のものに関する。プラスチック容器は少なくとも3つの相上下して重ねられた層から成り、電荷を放電するために導電性の層を有しているこの層は公知の容器では外層として設けられている。充填物をアースするためには付加的な特別な処置が施される必要があった。本発明のプラスチック容器の特徴は新しい構造的な構成に基づき充填物をアースする特別な処置が必要でないことである。何故ならば液状の充填物と接触するもっとも内側の層が新材料(virgin material)から成り、まず第2の、もっとも内側の新材料層により覆われた統合された内側層が適当な添加(例えば導電煤等)で導電性に構成されており、この導電性の層が外に向かって少なくとも1つの導電性ではない層で覆われているが、充填物との摩擦に基づき薄い内側の層に集まった電荷担体は第2の導電性の層により内の、導電性ではない層を通して大きな面に亙って吸収されかつ放電されるからである。  (もっと読む)
(もっと読む)
立体模様を有する金属缶

【課題】 缶胴部に特有の立体模様外観を表出しうる、装飾性に優れた飲料用金属缶を提供する。
【解決手段】 缶胴2の周壁の少なくとも一部に、多角形の単位エンボスセル11が連続した多面体壁10を形成する一方、この多面体壁10上に、これに重ねて印刷模様部20を設ける。該印刷模様部20は、上記単位エンボスセル11と同形同大の多数個の単位印刷セル21を含むものとし、該単位印刷セルの中心を前記単位エンボスセル11の外周区画稜線12の交点に一致させて配置することにより、各単位印刷セル21が立体外観を呈するものとする。
(もっと読む)
エキスパンド型、ペール缶、及びペール缶製造方法
【課題】エキスパンダー加工における円筒体の内面への傷の発生を、簡易な方法で従来に比べて低減する、エキスパンド型、ペール缶製造方法、及びペール缶を提供する。
【解決手段】放射状に開き円筒体51の拡径を行うセグメント102を有するエキスパンド型101において、拡径前の円筒体の内面51aに非押圧状態にてエキスパンド型101の周面が接触したときに上記周面が真円を形成するように、各セグメントの円弧面102aを形成した。よって、セグメントの両縁部が上記内面を擦りながら拡径することはなく、上記内面への擦り傷の発生を低減することができる。
(もっと読む)
二重構造成形体の製造方法及び製造装置
【課題】外装容器と内装容器との間に接着材や固定用部品等を介在させることなく内装容器と外装容器の口部を精度よく且つ高速で接合して二重構造成形体を得る。
【解決手段】内装成形体20をコア型7で保持して外装成形体21の内部に非接触の状態で挿入しながら、外装成形体の開口端部を絞りダイ8により縮径加工して内装成形体20の開口端部に接触させると同時に縮径加工された外装成形体の開口端部を内装成形体の開口端部と軸方向同一高さ位置に揃える。
(もっと読む)
金属缶の製造方法
【課題】一枚の金属板から、缶蓋と缶体を対として製造し、両者を接合して金属缶とする製造方法を提供すること。
【解決手段】金属板を円形に打ち抜き有底円筒40を成形し、有底円筒40の開口周縁部40bを拡径して拡径傾斜壁42を有する拡径部41を形成し、拡径部41の拡径傾斜基部42aを内方に張り出すように周方向にビード42bを形成し、有底円筒40を、ビード42bの谷部42c位置でビード42bに平行に輪切り切断して、有底円筒40の開口周縁部40b側の管状部材43とその下方の缶体40aとに分離し、管状部材43の内周端部43aを下方に圧入してリングエンド45を形成するとともにリングエンド45の開口部49にシール部材46をヒートシールして缶蓋80とし、缶体40の開口周縁部40cを外方に拡径して缶蓋巻締め用フランジ44aを形成し、缶蓋巻締め用フランジ44aに缶蓋80を巻き締めて金属缶とする。
(もっと読む)
絞り加工缶外面用塗料
【課題】 加熱乾燥後の引っ掻き傷や「ネック加工部の加工性に優れ、かつ絞り加工缶の肩部にまで印刷模様の文字や図柄が歪みなく施されている「ウェットインク性」に優れる絞り加工缶を提供すること。
【解決手段】 多価アルコール成分に対して10〜70モル%の2−n−ブチル−2−エチル−1,3−プロパンジオールを含有する多価アルコール(a1)及び多塩基酸成分に対して60〜99モル%の芳香族ジカルボン酸を含有する多塩基酸(a2)を反応してなるポリエステル樹脂(A)、平均重合度2以下のメラミン樹脂(b1)と平均重合度2を越えるメラミン樹脂(b2)とを含有する架橋剤(B)及び硬化触媒(C)を含有する絞り加工缶外面用塗料。
(もっと読む)
積層体および多層容器
【課題】染毛剤含有物品を安定的に保存する方法を提供する。
【解決手段】少なくとも、アルミニウムを含有する基材層、エポキシ樹脂硬化物からなる層および熱可塑性樹脂層がこの順に積層された積層体であって、該エポキシ樹脂硬化物が、ビスフェノールAから誘導されたグリシジルエーテル部位を有するエポキシ樹脂と、キシリレンジアミン骨格構造を含有するエポキシ樹脂硬化剤が反応して得られた硬化物であることを特徴とする積層体を使用してなる多層容器に密閉保存する。
(もっと読む)
アルミニウム缶の成形加工方法
【課題】
DI加工後のDI缶の周方向における高さのバラツキを小さくし、トリミング時の切除片を減少してコストダウンをはかる。
【解決手段】
DI加工に供するブランク材に最適形状を付与する。具体的には缶素材のアルミニウム圧延板の圧延方向に対して、ブランク材の0°方位及び60°方位の各半径線方向の長さを、90°方位の半径方向の長さに対してそれぞれ0.7〜1.6%、および0.8〜1.8%の範囲で相対的に短く設定する。
(もっと読む)
耐食性、密着性に優れる樹脂被覆シームレスアルミニウム缶
【課題】 アルミニウム合金板にノンクロム化成処理被膜を付与し、更にその上を有機樹脂層で被覆した密着性及び耐食性を有するアルミニウムシームレス缶を提供する。
【解決手段】 アルミニウム合金板の少なくとも片側表面に、ジルコニウム化合物をジルコニウム原子換算で2〜20mg/m2、リン化合物をリン原子換算で1〜10mg/m2、有機化合物を炭素原子換算で5〜60mg/m2 含有する有機−無機複合表面処理層を有し、さらにその上に有機樹脂被覆層を有する耐食性、密着性に優れる樹脂被覆アルミニウムシームレス缶。
(もっと読む)
2ピース缶用ラミネート鋼板および2ピースラミネート缶
【課題】エアゾール2ピース缶のような高加工度の缶体であってもラミネート樹脂層の剥離と破断を防止できる加工度の高い2ピース缶の製造に好適なラミネート鋼板及び加工度の高い2ピースラミネート缶を提供する。
【解決手段】最終成形体の高さh、最大半径r、最小半径d(rとdが同じ場合を含む)が、最終成形体と重量が等価となる成形前の円状板の半径Rに対して、0.1≦d/R≦0.25、かつ1.5≦h/(R−r)≦4の関係を満足する2ピース缶の製造に使用するラミネート鋼板であって、鋼板の少なくとも片面に、ポリエステルを主成分とする主相と、主相中に主相と非相溶で分散して存在し、ガラス転位点(Tg)が5℃以下の樹脂からなる副相が混合した混合樹脂からなり、前記混合樹脂中の副相の体積比率が3vol%以上30vol%以下であり、副相のラミネート方向の断面形状は、扁平率が0.50以下である樹脂被覆層を有する。
(もっと読む)
2ピース缶及びその製造方法、並びに2ピース缶用鋼板
【課題】缶体強度が十分でかつ耐食性に優れた2ピース缶を得ることを目的としたものであり、2ピース缶を割れが生じることなく容易に製造できる成形方法を提供する。
【解決手段】 ラミネート鋼板を素材とし、有底円筒状の缶胴部を有する2ピース缶であって、前記缶胴部は、その開口側が缶胴直径よりも小さい径に縮径加工され、
かつ下記式(1)および式(2)を満足し、
さらに、前記缶胴部の開口側には、開口先端部を缶外側に断面円弧状にカールさせたビードであって、かつ、最先端部が前記断面円弧内でさらに断面円弧状にカールした断面形状を有するビード部が形成されている2ピース缶である。
1.5≦h/(R−r)・・・(1)
d/R≦0.25・・・(2)
ただし、h:缶底から開口先端部までの高さ、R:円形ブランク位置半径、r:底部半径、d:開口先端部の半径
(もっと読む)
2ピース缶及びその製造方法、並びに2ピース缶用鋼板
【課題】缶体強度が十分でかつ耐食性に優れた2ピース缶を得ることを目的としたものであり、2ピース缶を割れが生じることなく容易に製造できる2ピース缶の成形方法を提供する。
【解決手段】 ラミネート鋼板を素材とし、有底円筒状の缶胴2を形成するように、円形ブランク1を、複数回、絞り加工する工程Aと、前記缶胴部の開口先端に、缶胴半径方向外側に延出したテーパー部3を形成する工程Bと前記テーパー部を缶胴直径と同じ径まで縮径加工する工程Eと、前記缶胴の開口側を缶胴直径より小さい径で、かつ、下記式(1)及び式(2)を満足するように縮径加工する工程Fを経て得られる2ピース缶。1.5≦h/(R−r)・・・(1)d/R≦0.25・・・(2)ただし、h:缶底から開口先端部までの高さ、R:円形ブランク位置半径、r:底部半径、d:開口先端部の半径
(もっと読む)
缶体および缶体の製造方法
【課題】 減圧時の変形形状を安定させることのできる缶体および缶体の製造方法を提供する。
【解決手段】 胴部11を有する減圧用の缶体10であって、胴部11に、周方向に延びる一対の段部14、15により画成された縮径部16が形成され、該縮径部16は、複数の平面部16aが周方向で連なる多面形状とされている。
(もっと読む)
飲み零(こぼ)しが少ない缶ビ−ル、缶ジュ−ス類の新型容器
【課題】 飲み零しや飲み残しの少ない飲料用缶容器を提供し、缶を大きく傾けても飲み零しを可及的に少なくし、衣服や顔の汚れ、床の汚れを防止し、軽く傾けるだけで中身を完全に飲み干して缶飲料の飲み残しを無くすことを目的とする。
【解決手段】 筒状有底缶容器で飲み口を有する飲料用缶容器の胴部上端に、下唇を当接させる突起部を一体的に形成し、鍔部に沿わせて飲料を直接下唇の上に注ぎ込み、口外へあふれ出すことなく飲料を口中へと誘導するのである。
(もっと読む)
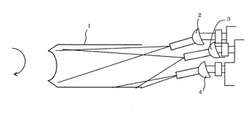
バルジ缶、バルジ缶の製造方法及びバルジ缶の製造装置
材料の機械的強度を低下させずに、すなわち、焼鈍しなくても、エアーブローによる内圧を用いて、張り出し率の大きなバルジ成形を可能とし、かつ、品質,生産性及び経済性を向上させることの可能なバルジ缶、バルジ缶の製造方法及びバルジ缶製造装置の提供を目的とする。 シール缶を、エアーブローの内圧を利用してバルジ成形したバルジ缶1であって、バルジ部13の張り出し率を15%以下とし、かつ、バルジ部13の板厚に関して、下記板厚減少率α=(Tb−Ta)×100/Tb(ただし、Tb:バルジ成形前の板厚[mm],Ta:バルジ成形後の板厚[mm])を6%以下とした。 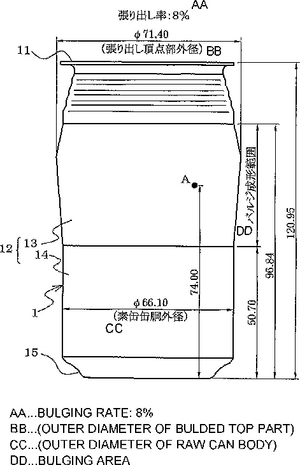 (もっと読む)
(もっと読む)
燃料容器及び燃料電池システム
【課題】 燃料電池の燃料にジメチルエーテル(DME)及び水を用いる場合、DMEの浸透力が強いにも拘わらず安定して充填保持することのできる燃料カートリッジを提供する。
【解決手段】 ジメチルエーテルと水を含む燃料を収容する燃料容器であって、当該容器における筐体1に係る主成分がポリエチレンナフタレートあるいはポリブチレンナフタレートを含むナフタレート系ポリエステル樹脂、あるいはポリアセテートである。また、ジメチルエーテルと水を含む燃料を収容する燃料容器であって、当該容器における筐体1に係る主成分がポリエチレンナフタレートとポリブチレンナフタレートとの混合体である。また、ジメチルエーテルと水を含む燃料を収容する燃料容器であって、当該容器に対するノズル取付部のシール部材13としてのゴム部材は、ブチルゴム、パーフルオロゴムの少なくとも一つである。
(もっと読む)
側壁部に環状の厚肉部を有するテーパー缶およびその製造方法
【課題】 しわや段差を発生させないテーパー缶の成形方法を提供する。
【解決手段】 開口部の直径が底部の直径よりも大きい逆円錐状の側壁部を有する金属製テーパー缶において、テーパー角度が1.5°を超え、缶高さが缶の開口部の直径よりも高く、側壁部に、高さ方向に所定の幅で壁厚が厚く形成された環状の厚肉部を有することを特徴としており、側壁部に壁厚の厚い厚肉部が高さ方向に所定の幅で環状に形成されているため、成形前の金属板を厚くして側壁部全体を厚くすることなく、側壁部の強度が強化される。そのため、板厚の薄い材料を使用してテーパー缶の成形時に従来と同程度の強度を維持できるので、低コスト化が図れる。特に、側壁部が変形しやすい缶高さが開口部直径よりも大きいテーパー缶においては、側壁部の強度を強化することができる。
(もっと読む)
開栓容器
【課題】天板の近接領域に沿って配置された円い支持輸送リング及び栓開口部を備えた開栓容器において、外部の力の作用による負荷に対する栓開口部の抵抗力を向上した開栓容器を提供する。
【解決手段】開栓容器(1)が、注入排出栓(11)と栓開口部(9,10)を1つずつ有する換気排気栓(12)とを備え、これらの栓開口部(9,10)は、開栓容器(1)の天板(4)の凹部(7,8)のこの天板(4)の縁領域内で直径上に対向して配置されている。栓開口部(9,10)に対向する補強凸部(15,16)が、支持輸送リング(6)の内側に形成されている。補強突起部(17,18)が、補強凸部と栓開口部(9,10)との間で開栓容器(1)の天板(4)の凹部(7,8)から上に向かって形成されている。
(もっと読む)
キャッププリフォーム、ボトル缶及びキャップ付ボトル缶
【課題】 グリップ性がよく、開栓性を向上したキャップを得ることができるキャッププリフォーム、ボトル缶及びキャップ付ボトル缶を提供すること。
【解決手段】 キャップ基体30と、キャップ基体30の外面に形成されたキャップ塗装膜31とを有し、ボトル缶2の口金部16に被着され、キャップ塗装膜31が、エラストマーを含有している。また、エラストマーの添加量が、キャップ塗装膜31に対して、5重量%以上40重量%以下である。
(もっと読む)
41 - 60 / 68
[ Back to top ]