
Fターム[3E050GC02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 整形 (95)
Fターム[3E050GC02]に分類される特許
61 - 80 / 95
紙容器フラップ検査装置と紙容器フラップ検査方法

【課題】フラップ不良の紙容器の出荷を確実に防ぐことができる紙容器フラップ検査装置と紙容器フラップ検査方法を提供する。
【解決手段】
紙容器30は一側面30aを進行方向に向けてコンベヤー35上を移動する。紙容器30の側面30aに固着される上部フラップ31の固着状態を検査する紙容器フラップ検査装置36が検出手段37と制御手段38と排出手段39とで構成される。検出手段37は紙容器30と非接触で、上部フラップ31の近傍で紙容器30の側面30aと天面30cに平行に設けられる第一検出部41と上部フラップ31上方で紙容器30の側面30aに平行で天面30cと垂直方向に設けられる第二検出部42とから成る。第一検出部41は発光素子部41aと受光素子部41bと光軸41cによる透過型の光電スイッチで、第二検出部42は反射型の光軸42aによる光電スイッチが使用される。
(もっと読む)
流動食品を詰めた密閉パッケージの製造方法、およびこの方法を実施する包装装置
所定の通路(P)に沿って移動する包装材料ウェブ(3)から流動食品を収容した密封パッケージ(5)を製造する方法が記載される。この方法は、包装材料ウェブ(3)に印刷された整合マーク(13)の繰返し現れるパターンを備える段階と、印刷された整合マーク(13)の位置の関数として、包装材料ウェブ(3)に対して折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と、折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と同期して、包装材料ウェブ(3)に折曲げまたは折畳み線(19,20,21)とは別個の新たな参照手段(26,26’)を形成する段階と、新たな参照手段(26,26’)の検出により発生される同期パルスに基づいて前記包装材料ウェブ(3)に対して1つ以上の順次の作業を遂行する段階とを含む。 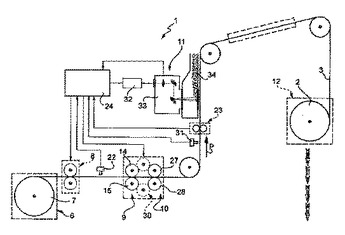 (もっと読む)
(もっと読む)
角底袋用縦形製袋充填包装機

【課題】1個当たりの角底袋の製造に要する時間を短縮し、その運転速度の高速化を図ることができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底用縦形製袋充填包装機は、横シーラの(18)の下方に規定された折込み位置に一対の折込み部材(78)を備えており、横シーラ(18)による横シールの形成及び三角フラップ付き底部の成形と、折込み部材(78)による三角フラップ付き底部の平坦底への三角フラップの折込みとを並行して実施して角底袋を製造する。
(もっと読む)
角底袋用縦形製袋充填包装機
【課題】角底の一部である三角フラップを見栄え良く形成することができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、充填チューブ(2)に沿い角底袋の長さに対応する長さだけ筒状包材(CW1)の1次繰出しを実施する包材フィーダ(12)と、充填チューブ(2)の下端から横シーラ(18)の近傍まで延び、筒状包材(CW1)を角筒状包材(CW2)に形成する弾性変形可能な4本のリーフスプリング(32)と、角筒包材(CW2)に横シールを形成する横シーラ(18)が閉位置にある状態で、角筒状包材(CW2)の両側面の一部を押し込み、三角フラップを形成する一対の三角フラップ成形部材(34)とを備え、横シールの形成時、組みをなす2本ずつのリーフスプリング(32)はその下端間の間隔が縮小するように弾性変形し、この後、三角フラップ成形部材(34)による三角フラップの形成時、包材フィーダ(12)は筒状包材(CW1)の2次繰出しを実施する。
(もっと読む)
製袋包装機及び製袋包装機における包装方法
【課題】製袋包装機において、底部が形成されると共に該底部にボトムシールリブが折り込まれた袋を損傷することなく製造する。
【解決手段】前後一対のシールジョー21,21が筒状包材Fを挟んで対接しているときに、前側シールジョー21に連結された左右一対のリブ折込部材24,24の前側片24a,24aと後側片24b,24bとを、左右一対の底部折込部材23,23により形成された底部の直下方に進入させる。そして、シールジョー21,21が離反するときに、リブ折込部材24,24の後側片24b,24bを底部の直下方にさらに進入させることによりボトムシールリブを底部に折り込む。
(もっと読む)
包装容器製造における成形装置、成形機械、包装積層材ウェブ、成形方法及び工程
包装容器がチューブから製造される型式の包装機械に使用するための成形装置及び方法。成形装置22a、22b、22cは、チューブをその間に平らに横たえ、熱可塑性樹脂を加熱し且つチューブの第1の横断方向シールを得るために締め付けるように構成される2つの対向するシーリング要素58、60を備える。それは、2つの容積制御要素28、30をさらに備える。この成形装置は、第1の横断方向シールに対して基本的に直角な変位方向Dに、変位方向に対して所定の傾斜角度βを有して配置される壁41を有する対応する最終包装容器40の、後での整形を可能にするように、第1の横断方向シールをチューブの第1の部分の長手方向軸64に対して偏心して変位させるように構成されることを特徴とする。本発明は、機械、工程及び包装積層材にも関する。  (もっと読む)
(もっと読む)
流動食品の密封パッケージの山形部分を製造する折曲げ組立体および方法
互いに傾斜してシール(53) 位置にて結合される第1および第2の壁(67,69)と、第1および第2の壁(67,69)の対応する側縁を連結する折り代(70,71)とを有する流動食品用の密封パッケージ(2)の山形部分(61)を製造する折曲げ組立体(90)であって、折曲げ組立体(90)は、軸線(R)を有して一端(50a)における前記軸線(R)の反対両側に山形部分(61)を形成するように折曲げられる2つの端部分(51a,51b)を含み、前記端部分(51a,51b)はそれぞれ折曲げられる第1および第2の部分(52a,52b)を有するパック(3)を給送され、端部分(51a,51b)はそれぞれ折曲げられる第1および第2の部分(52a,52b)を有し、端部分(51a,51b)の間に位置するパック(3)の側面(55)によって結合されており、また、折曲げ組立体(90)は折り代(70,71)を形成するために軸線(R)の反対両側でパック(3)の第1および第2の部分(52a,52b)と相互作用して第2部分(52b)を側面(55)上に、そして第1部分(52a)を第2部分(52b)上に折重ねる折曲げ手段(100,101)を含むことを特徴とする。  (もっと読む)
(もっと読む)
包装体の製造方法、包装体の製造装置及び包装シート
【課題】生産性が良好で被包装物を取出しやすい包装体の製造方法、包装体の製造装置及び包装シートを提供する。
【解決手段】包装シートSをシリンダ3外周に筒状に巻付け、その合わせ目を縦シーラ32で縦方向に溶着し、包装シートSの下端部が横シーラ36で既に溶着された状態で、シリンダ30から被包装物を投入して包装シート内に充填後、シート引き手段により包装シートを所定寸法下方に引張り、包装シートの所定箇所を前記横シーラにより横方向に溶着し被包装物を封入する。そして、包装シートSを横シーラ36で溶着する際に、折り込み板35を一回おきに突き込ませ、包装シートSの両側に折り目2を形成した状態で溶着した部分と、包装シートSの両側に折り目2を形成せずに溶着した部分とを交互に形成する。その結果、一方に折り目2があり他方に折り目2がない包装体1を連続して生産性よく製造できる。
(もっと読む)
発熱体の製造方法、発熱体の折り畳み方法及び製造装置
【課題】 非本発明は、このような従来の問題点に鑑み、発熱体本体の周辺部においても十分な発熱が得られ、小型で携帯性に優れ、地球環境に優しい使い捨てカイロ、その製造方法及び製造装置を提供する。
【解決手段】 成形性含余剰水発熱組成物を基材上に積層し、通気性を有する被覆材により被覆するとともに周縁部をヒートシールして、複数の区分発熱部を、区分け部を介して設け、非通気性の収納袋に封入する発熱体の製造方法であって、前記発熱体の基材側を、前記収納袋を構成する非通気性の包装材に重ねる発熱体重ね合わせ工程と、前記発熱体を、前記被覆材側が内側となるように前記包装材とともに折り畳み工程と、前記包装材をシールすることにより前記発熱体を袋体内に封入する封止工程とを備えることを特徴とする。
(もっと読む)
包装容器製造装置及び包装容器製造方法
【課題】ストリップテープを包材の適正な位置に貼(ちょう)着することができるとともに、縦シールを良好に行うことができるようにする。
【解決手段】貼着部材と、包材の縁を検出するための第1の検出部と、ストリップテープ12の縁を検出するための第2の検出部と、包材に対するストリップテープ12の位置の判定を行う位置判定処理手段と、ストリップテープ12の包材に対する位置を矯正する位置矯正処理手段とを有する。第1、第2の検出部の出力に基づいて、ストリップテープ12の包材に対する位置の判定を行い、位置の判定結果に基づいて、ストリップテープ12の包材に対する位置を矯正するようになっているので、包材に対してストリップテープ12が包材の適正な位置に置かれる。
(もっと読む)
製袋包装機
【課題】筒状包材における横シール予定部近傍側部に折込部材を当接させることにより該筒状包材を内方に折り込むと共に、この折り込まれた状態で筒状包材を横シール部材により幅方向に横シールすることにより折込部を有する袋を成形する製袋包装機において、袋生産の高速化を達成可能な製袋包装機を提供する。
【解決手段】 筒状包材Fbを連続的に移送する移送手段13,13と、横シール部材23…23及び折込部材34,34,35,35を、横シール及び折り込みに際し、前記移送手段13,13で連続的に移送される筒状包材Fbに追従して移動させる第1、第2の駆動手段とを設ける。
(もっと読む)
包装品の製造方法および包装品の製造装置
【課題】表示機能を有する包装袋を製造しつつ、包装袋に充填収納して製造される包装品を、多品種の収納物に対してそれぞれ柔軟にかつ確実に対応できるようにする。
【解決手段】包装品の製造方法は、本体フィルム供給工程S1および表面フィルム供給工程S2と、フィルム合わせ工程S3と、包装フィルム形成同時供給工程S4と、背貼りシール工程S5と、直方体形状筒成形工程S6と、ボトムシール工程S7と、充填工程S8と、カッティング工程S9と、トリミング工程S10と、テープ貼り工程S11とからなる。包装フィルムを充填直前まで本体フィルムと表面フィルムとに別々に形成することで、本体フィルムを収納物の品種にかかわらず共通にできるので、本体フィルムの在庫を低減することができる。
(もっと読む)
包材及び充填機
【課題】包材の位置決めを正確に行うことができ、シールする位置、切断又は裁断する位置等を正確に決定することができるようにする。
【解決手段】外側の表面に検出用マークが形成され、充填(てん)機において所定の加工が行われて包装容器になる。検出用マークは複数のマーク要素m1〜m7を備え、各マーク要素m1〜m7のうちの、少なくとも所定のマーク要素が磁気材料で形成される。検出用マークは複数のマーク要素m1〜m7を備え、各マーク要素m1〜m7のうちの、少なくとも所定のマーク要素が磁気材料で形成されるので、検出用マークを磁気的に検出することができる。包材10の外側の表面に外装用として印刷されたデザインを、位置決め用の検出用マークと誤って検出することがなくなる。包材10の位置決めを正確に行うことができる。
(もっと読む)
包装機並びに耳折り装置
【課題】 簡単な構成で確実に耳部の折り曲げ処理を行なうことができる耳折り装置を提供すること
【解決手段】 エンドシール装置15にてエンドシール処理されている筒状フィルム13の先端側の上面に接触すると共に、下方に付勢する上部抑え装置31と、その上部抑え装置で移動が抑制されている筒状フィルムの先端部分のエンドシールされた耳部17aを起立させて折り曲げる折り癖装置32と、を備える。折り癖装置は、正逆方向に回転可能に設置されたエアシリンダ35と、そのシリンダのシリンダロッドに連結された耳折り板36と、その耳折り板に接触し、シリンダロッドの往復移動に伴う耳折り板の昇降移動の軌跡を規制する固定ローラ37と、シリンダの本体に連結され、耳折り板を回転ローラ側に付勢するバネ38とを備える。耳折り板が上昇すると、バネによる付勢力により、耳折り板の上端側の押し当て部が、耳部を被包装物14側に押し付けるように構成した。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
製袋包装機及び該製袋包装機を備えた包装箱詰めシステム
【課題】 包装機の構造を徒に複雑化させることなく、袋厚みを調整可能な製袋包装機を提供する。
【解決手段】 シールジョー23,23を、包材移送方向への移動中、所定の間隔Wに保った後、対接させることにより筒状包材Faを幅方向に横シールして袋に成形させる場合に、各シールジョー23に、前記所定の間隔Wに保たれている間、該シールジョー23に対して一定の位置関係を保って袋を挟みつけることにより製袋する袋の厚みを調整する厚み調整部材58を取り付けると共に、シールジョー23の前記所定の間隔Wを調整可能とする。
(もっと読む)
プラスチックパウチの製造・充填方法
【課題】 効率良くプラスチックパウチを製造し、内容部欝を充填することができるプラスチックパウチの製造・充填方法を提供すること。
【解決手段】 プラスチックフィルム21の幅方向両縁部を、折返し部13とその先端13aのシール部14cとを形成可能に重ね合わせ、この重ね合わせ部分24の先端部のみをピローシール25して略筒状体26とした後、重ね合わせ部分24の基端を折り曲げるとともに、両端を接着剤28で固定して折返し部13を形成し、略筒状体26の先端を閉じる先端シール31を行って内容物32を充填し、さらに後端を閉じる後端シール34を行った後切断するようにする。
これにより、折返し部13とその両端13aを固定したパウチを製造しながら内容物を充填することもでき、効率的に製造・充填を行うことができる。
(もっと読む)
縦形製袋充填機
【課題】合掌シール部を有していても充分な密封性と易開封性を発揮する。
【解決手段】製袋チューブに沿って搬送する包装筒状のフィルムが縦シーラで合掌シール部を形成すると共に切れ目形成手段で合掌シール部の一部に切れ目を3本形成し、合掌シール部を包装袋の表面に倒す。合掌シール部の第一領域を横シーラで袋表面に溶着させ、第二領域をジッパ本付け手段で袋表面に溶着させる。合掌シール部の切れ目の周囲を切れ目周囲ヒータブロック60,61のヒータ面60a、61aで袋表面に溶着する。切れ目周囲ヒータブロックは伝熱抑制部材62,63を介して横シーラの第一及び第二ヒータブロック46,47に連結して加熱温度を低減し、ヒータ面に弾性部材を設けてシール圧を弱くする。第三領域は加熱温度とシール圧が弱いために袋表面と溶着するが、袋内の裏面同士は溶着しない。
(もっと読む)
2つの収容室を有する2液袋包装袋を製造する製造方法および縦型充填包装機
【課題】 シゴキ動作を行う2液袋包装袋の製造において、封入する充填物の重量が比較的重い場合であっても、シゴキ動作の際に筒状フィルムにシワを発生させにくい製造方法を実施する縦型充填包装機を提供する。
【解決手段】 2液袋包装機は、筒状フィルム2を挟み込む一対のシゴキローラ50と、それぞれシゴキローラ50の上方および下方に配置され、いずれも押圧部材によって筒状フィルム2を挟み込む上部押さえ機構110および下部押さえ機構120を有している。上部押さえ機構110および下部押さえ機構120は、シゴキローラ50によるシゴキ動作が行われる前に、充填物が投入された筒状フィルム2を挟み込む。両機構110、120によって筒状フィルム2が挟まれた状態で、一対のシゴキローラ50を駆動して、投入された充填物を分割すると共に、筒状フィルム2に充填物の存在しない空充填部2aを形成する。
(もっと読む)
製袋充填包装方法及び装置
【課題】 筒状包装材に形成するための背貼りシール部を包装袋の一側部に位置させることによって、包装袋の表裏の表面から背貼りシール部を無くして、高級感を醸し出し且つ表面をフルに利用できる袋包装体の製造方法及び装置を提供する。
【解決手段】 背貼りシール部5が形成されている筒状包装材Ftにおいては、エンドシールが施される前に、背貼りシール部5がその内側シール縁線を折り曲げ線として、折り曲げ手段40によって包装袋1の一方の側部に折り曲げられて返されて包装袋となる包装材の外面側に重ねられている。袋包装体の表裏の表面中央には背貼りシール部5を無くして、高級感を醸し出し且つ表面をフルに利用することができる袋包装体が連続して得られる。
(もっと読む)
61 - 80 / 95
[ Back to top ]