
Fターム[3F056AA06]の内容
Fターム[3F056AA06]に分類される特許
1 - 17 / 17
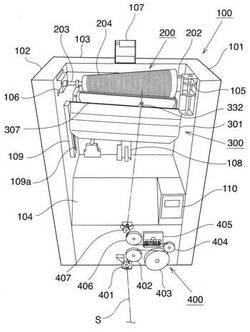
小型巻糸装置
【課題】本発明は、装置を小型化することができ、ひいては省スペース化および製造コストの低減化を図ることが可能な装置の提供を目的とする。
【解決手段】基枠100と、基枠100内の上部に幅方向に略水平状態に配置されたボビンホルダー200と、基枠100内におけるボビンホルダー200の下方に配置されたボビンホルダー用駆動モータ205と、基枠100内におけるボビンホルダ200の下方近傍位置に幅方向に略水平状態に配置されたトラバース装置300と、基枠100の下部前面に設けられた各種ローラ類400とを備え、各部が基枠100内に収まっている状態になり小型化を実現している。
(もっと読む)
光ファイバの巻取り方法

【課題】ボビンの鍔周辺の盛り下がりがなくなり、これに起因した巻段差・巻き不良の発生を低減させることができる光ファイバの巻取り方法及び巻取り装置を提供する。
【解決手段】光ファイバ11をボビン17に巻き取る光ファイバの巻取り方法において、ボビン鍔41におけるトラバース反転位置を、巻取り層数の増大に応じてボビン鍔41の外側方向に移動させる。トラバース反転位置は、巻取り層数と比例関係となるように移動させる。
(もっと読む)
糸条巻取機、及び糸条の巻取方法
【課題】1本の巻取軸に複数のボビンを装着することを前提とした上で、糸条間での張力のバラツキを解消し、もって、各糸条の張力を仕様張力許容範囲内に収める技術を提供する。
【解決手段】糸条巻取機1は、複数の巻取ボビン2が同時に装着可能な1本のボビンホルダー3と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yを夫々トラバースするための複数のトラバース装置5と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yの張力を夫々測定するための複数の張力測定装置6と、各糸条Y毎に、前記張力測定装置6によって測定された上記糸条Yの張力が仕様張力許容範囲内に収まるように、前記トラバース装置5のトラバース速度VTを増減するトラバース速度変更部62と、を備える。
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
光ファイバ巻取装置及び光ファイバ巻取方法
【課題】簡単な構成で光ファイバの巻取張力を追従性良く高精度に制御する光ファイバ巻取装置及び巻取方法を提供する。
【解決手段】光ファイバ巻取装置1は、光ファイバ母材を線引した光ファイバfを固定ローラ12及び可動ローラ13によって巻取張力を制御してボビン16に巻取る。この光ファイバ巻取装置1は、可動ローラ13を移動可能に支持するボールねじ2と、該ボールねじ2を回動させるサーボモータ3と、を備えている。そして、サーボモータ3によって固定ローラ12に対する可動ローラ13の相対位置を制御して光ファイバfの巻取張力を張力測定部4で測定して、その測定結果に応じて張力制御部5により巻取張力を、巻取初期に大きく、その後漸減するように制御する。
(もっと読む)
ガラス繊維ストランドの巻き取り装置および巻き取り方法
【課題】複数本のストランドを巻き取りパッケージとする際、巻き取る前に互いにストランドが接触し合体することを抑制するより簡便なストランドの巻き取り装置および巻き取り方法を提供する。
【解決手段】ガラス繊維フィラメント1にアプリケーターロール3で集束剤を塗布したのち、集束シュー4により分割集束して複数本のストランド5とし、回転するバタフライ6のワイヤー部位7に接触させつつ進行方向を所定の周期で変えコレット8に巻取る際、集束シュー4を2段とし、上段集束シュー4Aは定位置に固定し、回転するバタフライ6のワイヤー部位7にストランド5が接触する際、回転軸方向に往復運動するバタフライ6のストローク動作と同期して、下段集束シュー4Bを連動可能とした。
(もっと読む)
光ファイバの巻取り方法
【課題】 最初に盛り下がった際の制御遅れを解消し、鍔際における巻取り形状を均一化する。
【解決手段】 ボビン3aの回転軸方向に巻取り位置をトラバースし、ボビン3aの胴部の幅に合わせてトラバース方向を反転させて光ファイバ1を胴部に層状に巻き取る際に、光ファイバ1の巻取り速度の変動を調整するダンサー4の挙動でトラバース反転位置を補正する光ファイバの巻取り方法であって、初期トラバース反転位置を、ボビン3aの胴部の幅より外側の位置に設定し、この位置を基準位置として巻取りを行う。ダンサー位置が上または下のどちらかのみに変動した場合には、前記基準位置に対しダンサー4の挙動(変位量、変位方向)に比例して、前記トラバース反転位置を補正する。
(もっと読む)
ガラスロービング、ガラスロービング製造用トラバース装置、及びガラスロービングの製造方法
【課題】繊維強化樹脂を製造する際の製造効率低下等を抑止し、安定した性能の繊維強化樹脂を成形できるガラスロービングと、このガラスロービング製造用トラバース装置及びガラスロービングの製造方法を提供する。
【解決手段】本発明のガラスロービング10は、ガラスストランド20を構成するガラスフィラメントが、フィラメント糸長方向に右撚りと左撚りを交互に繰り返した単糸撚りされた状態で巻き取られてなる。ガラスロービング10製造用トラバース装置は、装置の糸条ガイド部材に糸溝が形成され、糸溝の糸道方向の糸条ガイド部材の厚み寸法に対する糸溝幅寸法の比率が1.0以上である。ガラスロービングの製造方法は、ガラスフィラメントに集束剤を塗布し、糸条ガイド部材を有するガラスロービング製造用トラバース装置を使用し、ガラスフィラメント束を250mmから400mmの綾振り幅で綾振りさせて回巻状に巻き取り、その後に水分を乾燥することによって本発明のガラスロービング10を製造する。
(もっと読む)
層間材挿入装置
【課題】 自動的に層間材を挿入すること。
【解決手段】 層間材挿入装置は、スペーサ12をトラバース機構14を介して、ボビン10の外周に多層状に巻付ける際に、シート状層間材16を、スペーサ12の上下層間に挿入するものであって、巻付け機構20と層間材16のまくれ上がりを規制する巻付け補助機構28とを備えている。機構20は、層間材16を吸引して保持する前後自在な層間材吸着保持部21と、スペーサ12に当接して、その位置を検知する前後移動自在な位置検出ローラ22と、層間材16をスペーサ12に押圧する前後移動自在な押圧ローラ23と、層間材16に突き刺さってこれを保持するピン21dと、位置検出および押圧ローラ22,23を支持する支持部24と、支持部24の旋回移動部25と、これらをボビン10に対して、近接ないしは離間移動させる移動台30とを有している。
(もっと読む)
フィラメントワインディング装置
【課題】角度の異なる複数の種類のヘリカル巻を短時間且つ確実に行う。
【解決手段】マンドレルMの表面に繊維束Rを巻き付けるフィラメントワインディング装置で、複数の繊維束RをマンドレルMに対してヘリカル巻で巻き付けるためのヘリカル巻ヘッド13を備え、ヘリカル巻ヘッド13は、マンドレルの周方向M2に沿って配置された複数のガイド部からなる少なくとも二つのガイド列15と、各ガイド列15を相対的に回転して、各ガイド部15の位置を変更可能とする位置変更機構とを備えている。
(もっと読む)
長尺の巻取線材を移動させるための方法および装置
【課題】長尺の巻付線材を移動させるための方法であって、可能な限り山および谷のない良好な巻き状態を任意のスプール上に作成する、方法を提供する。
【解決手段】長尺の巻取線材、たとえばワイヤ、絶縁性または非絶縁性の撚り線、ガラスファイバー等を移動させるための方法において、紐状の線材が回転対称に構成された巻き付けスプールに層を成して巻き付けられ、巻取線材は、移動させるために方向転換ロールを介して巻き付けスプールに案内され、巻取線材を巻き付けスプールに分配するために、方向転換ロールは、線送り装置上で軸方向に対して少なくとも概ね平行に移動される、方法において、センサユニットが、スプールフランジの層および巻取線材の巻き直径を検出し、センサユニットの測定値から、前記方向転換ロールの移動用の制御信号を導出する。
(もっと読む)
ガラスロービング回巻体巻き取り装置及びガラスロービング回巻体の成形方法
【課題】ガラスロービングの回巻体の欠陥であるループの発生による引き出し作業の効率低下を抑止するガラスロービング回巻体巻き取り装置と、ガラスロービング回巻体を用いる各種の複合材料成形体の強度の低下を招かないガラスロービング回巻体の成形方法を提供する。
【解決手段】本発明のガラスロービング巻き取り装置10は、ガラス繊維束Fをワインダー20に巻き取り、ガラス繊維束Fの回巻体を成形するガラスロービング回巻体巻き取り装置10であって、ガラス繊維束Fの巻き取り動作中にガラス繊維回巻体30の表面に発生するガラス繊維束ループを回転中心の方向に押圧動作をするガラス繊維束抑え機構40が配設されていることを特徴とする。また、本発明のガラスロービング回巻体30の巻き取り方法は、上記のガラスロービング巻き取り装置10を使用してガラス繊維束Fのガラスロービング回巻体30を成形するものである。
(もっと読む)
制御された二次行程を有する巻取機
少なくとも1つのケーク(13)を支持するように設計された少なくとも1つのスピンドル(6,7)を有し該スピンドル(6,7)が該ケークの径に対して略垂直の第1の軸の周りを回転可能なフレーム(2)と、第1の旋回運動(C1)で少なくとも1つのストランドをスピンドル(6,7)上に堆積させるように設計された少なくとも1つのクロス巻取装置(8)とを含み、該ストランドがフォロアーによって第2の旋回運動(C2)で該スピンドル(6,7)上にさらに堆積する、巻取機(1)であって、該フォロアーが該第2の旋回運動を制御するための制御装置(12)を含むことを特徴とする巻取機(1)。 (もっと読む)
長繊維強化樹脂構造物製造用の撚りがかけられた連続繊維束パッケージの巻取り装置、撚りがかけられた連続繊維束パッケージ及び長繊維強化樹脂構造物の製造方法
【課題】 樹脂含浸装置に繊維束を供給し、これに樹脂を均一に含浸させて高強度かつ安定した物性の繊維強化樹脂構造物を、連続的に製造する。
【解決手段】 軸方向に往復動可能で回転しない柱状の巻取り芯4、巻取り芯4の軸と同軸に設けられ、巻取り芯4の周りを回転可能な孔空き盤2、及び孔空き盤2の一方の面2s上に設けられ、面2sに直角に自転軸を有し、該孔空き盤2に対して自転可能な案内装置3からなり、撚りのない連続繊維束を案内装置3に供給し、孔空き盤2を巻取り芯4の周りに回転させ、案内装置3を、孔空き盤2が1回転する間に孔空き盤2の回転方向と逆方向に1回、自転させながら、案内装置3から出た連続繊維束を柱状巻取り芯4に巻取り、逆撚りがかけられた連続繊維束パッケージを得る。
(もっと読む)
繊維束の綾振り装置、巻取装置および繊維束パッケージの製造装置
【課題】補強繊維が薄く均一に幅広く広げられてなるテープ状繊維束を巻き取るに際しても、該均一に薄く拡幅されたままに均斉に高品位に巻き取ることを可能とし、ひいては、プリプレグなどの該補強繊維の2次加工製品を高品質・高品位なものとして製造することを可能にすることのできる繊維束の綾振り装置を提供すること、そのような巻き取りを可能にする巻取り装置、繊維束パッケージの製造装置と製造方法を提供すること。
【解決手段】繊維束を案内するトラバースガイドと、該トラバースガイドのトラバース機構とを有し、該トラバースガイドは少なくとも巻取りボビンの回転軸と実質的に直角にねじれた位置に回転軸が配された第1のガイドロールと、前記巻取りボビンの回転軸と実質的に平行に回転軸方向が配された自由回転最終ガイドロールを有するとともに、該自由回転最終ガイドロールはそのガイド位置の調整機構を有してなる繊維束の綾振り装置であり、さらに、該綾振り装置を用いた繊維束の巻取装置、繊維束パッケージの製造装置、製造方法。
(もっと読む)
異形断面線状材の整列巻き方法および整列巻き装置
【課題】 鍔部の近傍における巻き乱れを回避すること。
【解決手段】 巻胴部Cの両端に一対の鍔部Dが設けられたボビンBを上下移動自在かつ回転可能に支持するボビン巻取り部と、ボビンBの回転駆動駆動機構と、光ファイバケーブル用スペーサなどの異形断面線状材を支持する回転可能なトラバースガイド部と、トラバースガイド部を上下方向およびボビンBの軸方向に沿って移動させるトラバース移動機構とを備え、ボビンBの巻胴部C表面及び巻き取り前層との層間に層間材Eを介装するとともに、トラバースガイド部の先端から送り出された異形断面線状材が、各巻き取り層において、対応する巻き取り前層の直上になるように制御する制御部とを有している。
(もっと読む)
線条部材のボビン巻き方法および光学部品
【課題】 巻き取り用ボビンに巻かれた線条部材の両端部を十分に繰り出すことができる線条部材のボビン巻き方法および光学部品を提供する。
【解決手段】 光ファイバ1のボビン巻きを行う場合は、まず、2つの補助ボビン2,3を用意する。そして、光ファイバ1を一端側から補助ボビン2に巻き付けると共に、光ファイバ1を他端側から巻き付ける。続いて、補助ボビン2を巻き取り用ボビン10に組み付けた状態で、補助ボビン3に巻かれた光ファイバ1を巻き取り用ボビン10に巻き取る。続いて、巻き取り用ボビン10から補助ボビン2を取り外し、補助ボビン3を巻き取り用ボビン10に組み付けた状態で、補助ボビン2に巻かれた光ファイバ1を巻き取り用ボビン10に巻き取る。
(もっと読む)
1 - 17 / 17
[ Back to top ]