
Fターム[3F105AB07]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 用途 (815) | 包装機、袋製造機、段ボール製造機 (62)
Fターム[3F105AB07]に分類される特許
41 - 60 / 62
アキューム装置
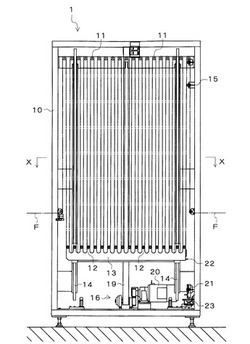
【課題】可動ローラが降下する際に、フィルム導入側において、帯状フィルムに弛みが発生することがなく、しかも、可動ローラが上昇する際には、帯状フィルムを円滑に送出することができるアキューム装置を提供する。
【解決手段】帯状フィルムを送出するフィルム送出装置とラベリング装置との間に設置されており、帯状フィルムが交互に掛け渡される、上方に固定設置された複数の固定ローラ11及びこれらの下方側で昇降する複数の可動ローラ12を備えている。可動ローラ12は、昇降可能に支持された可動プレート13に取り付けられており、昇降機構16によって、昇降させることができるようになっている。そして、帯状フィルムFを貯えるために可動ローラ12が降下していく際、昇降機構16の駆動モータ20を作動させて、可動ローラ12(可動プレート13)を補助的に引き下げることによって、帯状フィルムFに張力をかけるようになっている。
(もっと読む)
フィルム搬送装置

【課題】扁平な筒状の原反フィルムをローラにて搬送する際に、フィルム内に過剰な空気が混入していたとしても、一定個所に空気溜まりが生じることを防止し得る筒状フィルム搬送装置を提供する。
【解決手段】扁平に折り畳まれた筒状の原反フィルム10に圧接されるローラ21,22,23,24を備えたフィルム搬送装置において、ローラ21,22,23,24に原反フィルム10と部分的に非接触となる非接触部である凹部2aを設け、ローラと非接触となるフィルム部分11の内部隙間gを通じてローラに対して搬送方向上流側と下流側のフィルム内部の空気を流通可能としたことを特徴とする。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
モーター制御装置
【課題】 シート材の送り速度等の影響を受けることなく、負荷の慣性力に起因したモーターのトルク変動を自動的に補償することができるモーター制御装置を提供する。
【解決手段】 目標トルクに対応する電流をモーターに流して負荷を駆動するモーター制御装置であって、モーター(2)の回転角加速度(β)を検出する回転角速度検出手段(25)と、負荷である送出しロール(7)の慣性モーメントと回転角加速度(β)とに基づいて、送出しロール(7)の慣性力によるモーター(2)の出力トルクの変動分を演算する変動トルク演算手段(22)と、モーター(2)の出力トルクの変動分に基づいて、この変動分が補償されるようにモーター(2)の目標トルクを補正する目標トルク補正手段(23)と、を備える。
(もっと読む)
供給装置、縦型製袋包装機、および計量包装システム
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
包装巻取製造指示システム
【課題】 本発明の課題は、所定の長さの巻取を製造するにあたって、複数の巻取製品の最適な組み合わせを指示するシステム、および、その方法を提供することである。
【解決手段】 巻取製造指示装置と巻取データ登録装置がネットワークで接続されて構成される巻取接合指示システムにおいて、巻取り識別情報と巻取り長さの値を含む巻取データを記録する巻取り管理ファイルを用いて、所定の長さの値と最大接合本数の値を含んだ巻取接合指示受け付けて、巻取り管理ファイルから順次取得した巻取データの巻取り長さの値を用いて算出した接合の長さと接合本数が、巻取接合指示に含まれる所定の長さの値と最大接合本数の値を含んだ巻取接合指示の条件を満たした接合指示を作成することを特徴とする巻取接合指示システムである。
(もっと読む)
テープリール自動計数装置とその方法
【課題】挿入間違いを発見したときに、テープリールを戻しても、正確に自動計数が実行できるテープリール自動計数装置とその方法を提供する。
【解決手段】一種のテープリール自動計数装置、一組のセンサー25をそのテープリール20の上下部に設け。計数回転盤26、その周辺に歯形を設け、テープリール20のキー孔23にそれぞれ噛み合わせる。符号化器27、その軸心は計数回転盤26に接続することにより、本発明の装置に正方向と反対方向の計数能力を持たせる。
(もっと読む)
搬送装置
【課題】 長尺のテープ形状を有するテープ部材に樹脂成形する際に、特別の加工を施すことなく、精度良くテープ部材の位置決めをすることができる搬送装置を提供する。
【解決手段】 長尺のテープ形状を有するフープ部材25には、金型17に対してフープ部材25を位置決めするために、所定ピッチで長手方向に整列するように複数の開孔26が形成されている。搬送装置1は、ボールネジ6及びフープクランプ5によって、フープ部材25を上方に所定量移送した後、撮像部9によって撮像された画像における開孔26の位置が、予め定められた位置に一致するように、フープ部材25の移動量を微調整する。よって、搬送装置1は、フープ部材25の構造を利用して、搬送時の位置決めと成形時の位置決めとを効率的に行うことが可能となる。
(もっと読む)
巻戻し張力制御装置
【課題】 系の変化に追従するとともにフィードフォワード補償を不要にし、振動を抑制することができる巻戻し張力制御装置を提供する。
【解決手段】 巻戻電動機慣性モーメント設定器23と、巻戻電動機5の速度変化から巻戻電動機トルクを演算する加減速トルク演算器24と、巻戻電動機の速度を検出し巻戻速度検出信号を生成する巻戻電動機速度検出器6と、ライン速度指令を巻戻径で除して巻戻速度指令を生成する除算器27と、巻戻し速度指令と巻戻し速度検出信号から第1巻戻電動機トルク指令を生成する巻戻電動機速度制御器8と、第1巻戻電動機トルク指令に制限をかけて第2巻戻電動機トルク指令を生成する巻戻電動機速度制限回路9と、第2巻戻電動機トルク指令と巻戻電動機トルクから巻戻電動機補正トルク指令を生成する加減速トルク制御器25とを備えた。
(もっと読む)
テープ貼着状態判別装置
【課題】
経済性に優れ、既存の封函機にも容易に取付けられるテープ貼着状態判別装置を提供する。
【解決手段】
封函機の入口側の検知スイッチで包装函を検知して通電状態にする通電機構と、貼着テープが一定の長さ繰り出される毎に作動して、通電状態を解除する通電停止機構と、通電状態が解除されないまま包装函が封函機の出口側に搬送されたときに、出口側の検知スイッチで包装函を検知して、テープロールの貼着テープの残量がないこと、および、貼着状態に不良の可能性があることを知らせる警報機構とから構成されている。
(もっと読む)
包装装置
【課題】 切断時のフィルムの弛みを防止して、直線状のカットラインを得ることのできる包装装置を提供する。
【解決手段】 フィルムロールからフィルムFを引き出して包装部に搬送する搬送手段と、フィルムロールから引き出されたフィルムFを切断するカッタ61と、フィルムFを所定の長さだけ前記フィルムロールから引き出す第1期間、第1期間後に更にフィルムFを引き出しながらフィルムFの切断動作を行う第2期間、ならびに、切断したフィルムFを包装部の所定の位置まで搬送する第3期間の間、搬送手段およびカッタの動作を制御し、第2期間中のフィルムFの速度が第1期間中のフィルムFの速度よりも小さくなるように搬送手段の駆動を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
グリーンシート収納装置及びグリーンシート収納方法
【課題】 リング状のグリーンシートを自動で収納パレットに収納することが可能なグリーンシート収納装置及びグリーンシート収納方法を提供する。
【解決手段】 グリーンシート収納装置2は、スピンドル64、ガイドシャフト62、第1〜3のテーブル48,50,52、及びこれらを制御する制御部8を備えている。ガイドシャフト62は、一端部がスピンドル64から突出するようにスピンドル64内に配置されており、この一端部にはリング状のグリーンシートSが巻回されている。第1,3のテーブル48,52は、ガイドシャフト62に巻き付けられたグリーンシートSと仮焼成用パレットSPとを対向させる。第2のテーブル50は、ガイドシャフト62の一端部を仮焼成用パレットSPに押し付ける。これにより、リング状のグリーンシートSはスピンドル64に押し出されて仮焼成用パレットSPに収納される。
(もっと読む)
シート自動巻出装置及び方法
【課題】シート材料(ポリシート)の巻き出し及び巻取体交換を自動的に行う。
【解決手段】巻取シャフト12を駆動してポリシートの巻取体からポリシート14を巻き出し、これをコンベアベルト20上に誘導し、誘導後はコンベアベルト20の牽引力で巻取シャフト12を自由回転させながら巻き出しを行う。巻取シャフト12が回転を停止したときは、シート状材料切れと判断して、次の巻取体10から同様にポリシートを巻き出しを行う。この作業をコンベアベルト20上に設置した巻取体10全てについて連続して自動的に行う。
(もっと読む)
ラベル送り制御方法
【課題】ラベルロール上にラベルのない、歯抜けラベルに対するセンサーの検知不良による重ね貼り等の誤動作を防ぐラベルの送り制御方法を提供する。
【解決手段】ラベラーの起動時に事前に設定したラベルピッチで、ラベル送りモータを駆動しラベルを繰り出す定寸送りモードによる制御と、搬送路に近接して設けたセンサーにてラベルを検知した場合にマークモードに切り替わり、ラベルを停止位置設定分繰り出して停止する制御を併用した。
(もっと読む)
帯状材搬送装置
【課題】各種の生産部材などの帯状材にかかる張力を一定として、レコード状やスパイラル状などに巻出しおよび巻取る帯状材搬送装置を提供することを目的とするものである。
【解決手段】帯状材75の巻出量を測長する測長エンコーダ4からの出力信号19を、巻出リール駆動サーボ系の位置フィードバックパルスとし、巻出しのダンサーレバー5aにおける位置検出エンコーダ6の出力でなり、帯状材75を送出する駆動系の動作指令パルス33を、巻出リール駆動サーボ系の動作指令パルスとした閉ループを構成することにより、巻出リール1の回転駆動と帯状材75の送出ローラ7による送出駆動との同期をとる構成とし、巻出しのダンサーレバー5aの変動を常に制御し抑制する。
(もっと読む)
2つの材料ウェブを位置正確に結合するための装置
本発明は、第1の材料ウェブ(1)を第2の材料ウェブ(2)に位置正確に結合するための装置であって、第1の材料ウェブ(1)が、区分長さA1の、分離箇所Tによって分離される区分に要素Bを有しており、第2の材料ウェブ(2)が、マーキング部(2a)を有しており、該マーキング部(2a)が、予め規定された間隔A2を互いに有しており、該間隔A2が、場合によって存在する差Dを除いて区分長さA1に相当しており、さらに、第1の装置(3)と、搬送装置(5)と、第2の装置(4)とが設けられており、第1の装置(3)によって、両材料ウェブ(1,2)が互いに結合されるようになっており、搬送装置(5)によって、両材料ウェブ(1,2)が、予め規定された間隔A2だけ部分的にさらに搬送されるようになっており、第2の装置(4)によって、両材料ウェブ(1,2)を所定の区分だけさらに搬送した後、第1の装置(3)と第2の装置(4)との間の第1の材料ウェブ(1)の長さが、オフセット装置(6,6a)によって調整可能なオフセット量を場合によって加算して、区分長さA1の予め規定された倍数に相当している場合に常に第1の材料ウェブ(1)に1つの要素Bが付与されるようになっている形式のものに関する。センサ(7)が設けられており、該センサ(7)によって、差Dが検出可能であり、オフセット量が、差Dに関連して調整されるようになっている。  (もっと読む)
(もっと読む)
PTP機のカバーフィルム定テンション繰出し装置
【課題】 カバーフィルム連続搬送ラインの途中にバッファ機能を持つ間欠運転型印刷機を配置しても、それ以降の張力一定制御を安定して行なわせることができるようにする。
【解決手段】 PTP機に、間欠運転型印刷機11からカバーフィルム4を繰り出すための繰出しローラ17と、繰出しローラ17を駆動する駆動モータ16と、付勢手段により常時付勢された揺動自在なスィングアーム18の自由端に取り付けられて、繰出しローラ17を通過してきたカバーフィルム4に張力を付与するテンションローラ19と、スィングアーム18の揺動角度に応じて信号を出力する角度センサ21と、角度センサ21からの信号に基づいて、スィングアーム18が所定角度に保持されるように駆動モータ16の速度を制御することで、カバーフィルム4に付与する張力が一定となるように制御する張力制御装置31とを設ける。
(もっと読む)
原材シートの加工装置
【課題】 原材シートに部分的な伸びや縮みが発生しても、原材シートの本来加工すべき部位に正確に加工を施すことが可能となる原材シートの加工装置を提供することである。
【解決手段】 搬送される原材シートSの幅方向と平行となる軸21に装着された回転加工体31によって原材シートSに対して所定間隔毎に所定の加工を施す原材シートSの加工装置であって、原材シートS上に所定間隔にて形成された識別部を検出する識別部検出手段51と、前記識別部が検出されたタイミングに基づいて前記回転加工体31の回転位相速度を制御する回転制御手段50、52とを有する構成となる。
(もっと読む)
ウェブ材料の歪みを制御するためのシステム及び方法
【課題】 ウェブに印加される力を調節してウェブの歪みを制御するシステム及び方法を提供する。
【解決手段】 ウェブ材料に印加される張力を調節することにより、機械に供給されるウェブ材料の歪みを制御するためのシステム及び方法。オペレータは、入力装置(610)を通じて目標ウェブ歪みを定める。速度センサ(614)は、第1の位置及び第2の位置で機械に供給されるウェブ材料の速度を感知し、その差を表す速度信号を発生する。張力センサ(620、621)は、第1の位置の前及び第1の位置の後でウェブに印加される張力を感知し、その差を表す張力信号を発生する。制御システム(637)は、張力信号及び速度信号の関数としてウェブの歪みを計算し、計算された歪みを目標ウェブ歪みと比較し、その比較に応じて速度制御信号を発生する。給送装置(630)は、ウェブの速度差を調節するための速度制御信号に応答して、ウェブに印加される張力を調節する。  (もっと読む)
(もっと読む)
包装装置における包装材供給装置
【課題】 連続送りされる包装材を間欠送りで送り出す貯留部に貯留可能とするとともに、高速包装をさせた場合でも包装材の張力を一定にし、包装を正確に行うことを含めて調整可能な包装装置における包装材供給装置を提供する。
【解決手段】 包装材供給装置1は、ウェブ状包装材料Fwで製品Aを包装する包装装置に適用される。ウェブ状包装材は、連続送り手段40によって連続的に送られる。一方、包装装置30に配設されている間欠送り手段36は、ウェブ状包装材Fwを包装装置30の包装動作に合わせて間欠的に走行させる。連続送り手段40の下流側で且つ包装装置30に至る途中に配置されている貯留手段2は、両送り手段36,40による送り量の差を吸収可能である。貯留手段2の出口側に配設されている吸引手段7は、ウェブ状包装材Fwに吸い込み面10を当て、ウェブ状包装材Fwに走行抵抗を与えて張力を付与する。
(もっと読む)
41 - 60 / 62
[ Back to top ]