
Fターム[3J044AA10]の内容
ピストン、ピストンリング、シリンダ (7,336) | 目的 (1,529) | 熱対策、熱適応 (257) | 熱変形適応 (29)
Fターム[3J044AA10]に分類される特許
1 - 20 / 29
シリンダライナ及びこれを備えるシリンダブロック
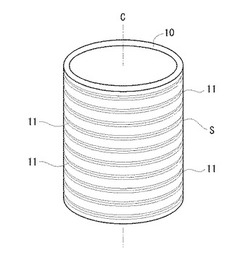
【課題】マグネシウム製のシリンダブロック本体によって鋳包んだ際の残留歪みを低減できるシリンダライナを提供する。
【解決手段】円筒形を呈し、その外周面Sに周方向に連続する環状の溝11が軸方向に所定のピッチで複数本設けられ、マグネシウム系材料からなるシリンダブロック本体31によって鋳包まれるシリンダライナ10であって、シリンダライナ10の外周面Sのうち少なくとも各溝11内の表面粗さ(Rz)が、20μm以下である。外周面Sに対する各溝11の側壁Wの傾斜角度θは、45°〜90°である。
(もっと読む)
ピストンおよび内燃機関

【課題】内燃機関用のピストンにおいて、スカートとピンボスとの間の接続壁における変形や剛性を好適にする。
【解決手段】本発明に係る内燃機関用のピストン10は、スカート20とピンボス18との間に延在する接続壁24を有する。接続壁24は、ピストン10の外方に向けて凸形状であり、スカート20側に位置して第1曲率半径R1の湾曲形状を有するように形成されたスカート側壁部24sと、スカート側壁部24sよりもピンボス18側に位置して第1曲率半径R1よりも小さな第2曲率半径R2の湾曲形状を有するように形成されたピンボス側壁部24pとを有する。
(もっと読む)
アルミ合金製品の断熱構造
【課題】エンジンの冷却損失の低減等に利用することができる断熱構造体を提供する。
【解決手段】アルミ合金製母材11の表面に陽極酸化処理によるポーラス層12を形成し、該ポーラス層12の上に上記母材11よりも熱伝導率が低い被覆層13を設けた構造とする。
(もっと読む)
シリンダライナ及びその製造方法
【課題】シリンダブロックとの接合力を保持でき、しかもシリンダブロックの変形に追従しにくいシリンダライナ、及びその製造方法を提供する。
【解決手段】外周面4に多数の突起5が形成されているシリンダライナ2において、突起が存在しない外周面部分4Aが周方向において部分的に存在する、あるいは突起5の高さが他の部分の突起高さよりも低い外周面部分が周方向において部分的に存在する。上記シリンダライナ2を遠心鋳造法により製造する方法において、外周面に多数の突起を形成した円筒状部材を遠心鋳造後に鋳型から引き抜く工程で、鋳型または鋳型の外部に配置された固定刃具に前記突起を接触させながら通過させることで、前記円筒状部材の外周面の突起を加工する。
(もっと読む)
ピストンリング
【課題】オイル消費量を低減でき、組付性も優れるピストンリングを提供する。
【解決手段】合口17を有する樹脂製リング12と金属製リング13が一体成形されたピストンリング10であって、前記金属製リング13が樹脂製リング12の合口17付近を除く外周面14の凹溝15に一体配置し、前記樹脂製リング12の外周面14が前記金属製リング13の部分において前記金属製リング13の外周面18よりも内周側で、金属製リング13の軸方向幅が外周に向かって小さくされた部分に配置している。前記樹脂製リング12の背面に樹脂製リング12を半径方向外方に押圧するコイルエキスパンダ11を有している。
(もっと読む)
内燃機関におけるピストンの構造
【課題】ピストンリング溝3付きピストン本体2と,ピストンピン孔5を有する一対のボス部4と,スカート部6とを一体に備え,前記スカート部6を,前記両ボス部の間における左右両側の部分に設けて,このスカート部の左右両側と前記両ボス部との間を,前記ピストン本体に一体に設けたスカートリブ7にて一体に連結して成るピストンにおいて,その高温時における焼き付きを低減する。
【解決手段】前記スカート部6のうち前記スカートリブ7間の部分に,前記ピストンよりも熱膨張係数の大きい材料による当て板8を,前記ピストンの軸線方向から見て,前記スカート部と同様に外向き凸の円弧状に湾曲して固着する。
(もっと読む)
内燃機関
【課題】この発明は、内燃機関に関し、気筒内にスキッシュエリアが形成される内燃機関において、ノッキングの抑制と冷却損失の低減との両立を図ることのできる内燃機関を提供することを目的とする。
【解決手段】シリンダヘッド下面とピストン冠面(30)との間隙部にスキッシュエリアが形成される内燃機関を有する。前記ピストン冠面(30)の外縁部に設けられた前記スキッシュエリアを形成する面(22b、24b、26b、28b)であって断熱層を有さない非断熱領域を備える。前記非断熱領域以外の前記ピストン冠面(30)に設けられた断熱層を有する断熱領域(A)を備える。
(もっと読む)
内燃機関のピストン
【課題】各スカート部のシリンダ壁面に対する面圧の偏差を少なくすると共に、面圧荷重を低減して、フリクションの低減化を図り得るピストンを提供する。
【解決手段】アルミニウム合金材のピストン1は、燃焼室を画成する冠部7と、該冠部に一体に設けられ、シリンダ壁面3に摺動するスラスト側と反スラスト側の一対の円弧状のスカート部8,9と、該各スカート部の周方向の両側端に連結部位10を介して連結され、ピンボス13,14を有する一対の湾曲状のエプロン部11,12と、を備えている。該エプロン部の上端部内に凹部19,20を形成して該凹部の下部にくびれ部11d、12dを形成して、各スカート部の冠部側の剛性を低下させ、該冠部側のシリンダ壁との強い衝接を抑制してフリクションの低減化を図る。
(もっと読む)
内燃機関用乾式シリンダライナ
【課題】従来に比べて冷却効率に優れた乾式シリンダライナを提供すること。
【解決手段】軸方向における上部の外周にフランジ部を有する乾式シリンダライナにおいて、少なくとも、フランジ部11の下からシリンダライナの軸方向長さの5%の領域にわたる外周面に、シリンダライナの母材よりも線膨張係数が高い金属からなる熱膨張皮膜を形成する。
(もっと読む)
エンジンのシリンダライナおよびその製造方法、エンジンのシリンダブロック
【課題】鋳包まれたシリンダライナとシリンダブロックとの界面での隙間の発生を防止してシリンダライナの変形を抑えるとともに、硬質メッキの密着性を向上させ、かつ充分良好な加工性が得られるエンジンのシリンダライナを提供する。
【解決手段】7〜12mass%のSiを含むエンジンのシリンダブロック2で鋳包まれるシリンダライナ4である。このシリンダライナ4は、組成が20〜30mass%のSi,0.05〜2.0mass%のCu,0.1〜1.5mass%のMg,0.04〜0.35mass%のCr及び2.0mass%以下のFeを含み、残部がアルミニウム及び不可避不純物であるアルミニウム合金である。また、このシリンダライナ4は、前記組成の急冷凝固粉末を焼結固化後、熱間押出し法により形成され、前記急冷凝固粉末の初晶Si粒子の大きさが最大20μm以下、平均5μm以下であるとともに、熱膨張係数がシリンダブロック2の熱膨張係数の90%以下のものである。
(もっと読む)
内燃機関のピストンリング
【課題】温度上昇に伴う熱膨張によって摺動抵抗が大きく変化することを避けることができるようにする。
【解決手段】ピストン3のリング溝23内に嵌挿されてシリンダボア2aに摺接するアウタリング21と、このアウタリングとリング溝の底面との間に介装されてアウタリングを径方向外向きに付勢するエキスパンダ22とから構成されるピストンリングにおいて、エキスパンダが、内周側部材25と外周側部材26とを貼り合わせてなり、内周側部材が熱膨張率が大きい材料で、外周側部材が熱膨張率が小さい材料でそれぞれ形成されたものとする。
(もっと読む)
シリンダブロックの加工方法および加工用治具
【課題】シリンダブロックの形状のバラツキにかかわらず、シリンダボアに対する仕上げ加工によってシリンダボアに対してエンジン実働時に生じるボア変形を相殺するような変形を与えることができ、エンジン実働時におけるシリンダボアの真円度の低下を抑制することができるシリンダブロックの加工方法を提供する。
【解決手段】シリンダボア4に、シリンダボア4が非真円形状となる所定の変形を与えた状態で、シリンダボア4について所定の真円度を得るための仕上げ加工を行う加工方法において、シリンダブロック1に対して、シリンダボア4に所定の変形を与えるための荷重である変形荷重を付与するとともに、ボア壁面4aのボア径方向の変位量について、所定の変形に応じてあらかじめ設定される目標値と、前記変位量を検出することにより得られる検出値との比較による差に基づくフィードバック制御を行うことにより、前記変形荷重の大きさの調整量を制御する。
(もっと読む)
ピストンリングを安定させるための方法および当該方法を実施するための手段および当該方法の使用
径方向および軸方向に遊びを有して、往復動内燃機関のピストン(1)の対応するピストンリング溝(5)に設けられているピストンリング(6)は、傾くことと、前記ピストンリング溝(5)の径方向外縁に当接することとに対して、安定化される。当該安定化は、以下のように行われる。すなわち、前記ピストンリング(6)および/または前記ピストンリング溝(5)の断面の形成が、前記ピストンリング(6)の下側と、対応する前記ピストンリング溝(5)の下方支持面との間に、径方向において径方向外側に向かって、高さ方向において開いてゆく間隙が形成されるように行われ、前記ピストンリング(6)に上側の圧力が加えられていない限り、前記間隙は、ピストンリング(6)に負荷がかけられていない状態で、前記ピストン(1)の温度に関わらず、外側に向かって開かれたままである。これによって、運転中に熱の作用で変形されたピストン(1)において、前記ピストンリング(6)の下側と、前記ピストンリング溝(5)の対向する前記下方支持面との最初の接触は、少なくとも前記ピストンリング(6)の下側の、ピストン軸に対向する領域において開始され、前記ピストンリング溝(5)の径方向外縁において前記ピストンリング(6)が擦れることが防止される。  (もっと読む)
(もっと読む)
シリンダブロック及びその製造方法
【課題】シリンダライナを鋳包んだシリンダブロックにおいて、エンジン運転状態におけるシリンダボアの真円度を高める。
【解決手段】アルミニウム合金製のシリンダブロック本体2に鋳鉄製のシリンダライナ3を鋳包む。シリンダライナ3のシリンダボア4を機械加工によって真円に仕上る。その後、各シリンダライナ3を鋳包むシリンダ壁5の外周部のシリンダヘッドボルト穴7に臨む4箇所を平坦に切削、除去して除去加工部9を形成する。これにより、シリンダブロック1の成型時にシリンダブロック本体2とシリンダライナ3との熱膨張差によって生じた残留応力の一部が解放されて、シリンダボア4のシリンダヘッドボルト穴7に臨む部位が外側に変形する。この変形により、エンジン運転状態におけるシリンダボアの4次変形が相殺されるので、エンジン運転状態におけるシリンダボア4の真円度を高めることができる。
(もっと読む)
圧力リング
【課題】合口部の面厚上昇を抑制し、より高性能・高負荷のエンジンに対応した圧力リングの提供。
【解決手段】略円形状を成しシリンダに対し摺動する外周面3と、ピストンに対向する内周面4と、略円形状半径方向に分断する一つの合口部2とを備え、合口部2の端面に開口して始端とし該半径方向と交差する方向に延出されるスリット1aが形成され、スリット1aの終端位置1cにおける終端距離Aが、リング厚さa1の0.40倍以上、0.70倍以下に構成され、スリット1aの始端位置における始端距離Xが、終端距離A以下に構成され、スリット1aの始端位置1bから終端位置1cまでの円形状の中心角が3°以上20°以下に形成されると共に、スリット1aの厚さがリング厚さa1の0.01倍以上0.30倍以下に形成されている圧力リングを提供する。
(もっと読む)
板バネ付きピストンリング及びピストンとピストンリングの組合せ
【課題】ピストン温度の低減を図り、板バネの張力の熱減退を低減し、板バネ付きピストンリングの耐久性向上を図る。
【解決手段】熱伝導率が100W/m・K以上の板バネ4がピストンリング5の内周面5a及びピストン1のリング溝3の底面3aに当接して、ピストンリング5をシリンダ2の内周面2aに押圧する。ピストン1のリング溝3底における上下の角部曲率半径をRa、板バネ4内周における上下の角部曲率半径をRb、ピストン1のリング溝3底の軸方向直線部長さをLa、板バネ4内周の軸方向直線部長さをLbとしたとき、Ra≧RbかつLa≧Lbである。また、ピストンリング5の熱伝導率が100W/m・K以上、ピストンリング5及び板バネ4の少なくとも一方の材質がクロム銅又はベリリウム銅、ピストンリング5及び板バネ4の少なくとも一方に銅めっき又は銀めっきが被覆されていることが好ましい。
(もっと読む)
シリンダブロック
【課題】従来のセミオープンデッキ構造のシリンダブロックは、加工時にライナ上部が変形することがあり、これにより、ライナに歪みが発生して潤滑油の消費が多くなる、という問題があった。
【解決手段】セミオープンデッキ構造のシリンダブロック100において、ライナ12上部(厚肉部12b)の肉厚t2を、ライナ12の他の部分の肉厚t1よりも厚く構成した。また、厚肉部12bを、ピストン4が上死点に位置した時のトップリング4aの位置よりも上側に配置した。
(もっと読む)
バンドリング
【課題】 外周部の摩耗及びフリクションを減じるとともにブローバイガスを効率良く遮断できる樹脂製のバンドリングを提供する。
【解決手段】 内燃機関のピストン2Aの外周面に設けられたリング溝2aAに、トップリング4よりも下方で装着される樹脂製の合い口の無いバンドリング1Aであって、内燃機関に組み込まれたピストン2Aに装着された状態で、外周部が常温でピストン2Aを収容するボア3aに密接しないように形成されており、且つ常温でリング溝2aAに装着できる所定の伸び性を有している。バンドリング1Aは、リング溝2aAに装着する際の手扱いでバンドリング1Aに損傷等の品質の問題が発生しないように、所定の伸び性として10%以上の伸び性を有している。
(もっと読む)
シリンダブロックおよびシリンダライナ
【課題】シリンダブロックのシリンダボアに対するホーニング加工等の仕上げ加工に際して工程の増加をともなうことなく、エンジン実働時に生じるボア変形を抑制することができ、エンジン実働時におけるシリンダボアの真円度の悪化を防止することができるシリンダブロックを提供すること。
【解決手段】ヘッドボルト11によってシリンダヘッドが固定されるヘッド取付面3に開口するシリンダボア4と、シリンダボア4を囲む壁状部分であるシリンダ部5を介してシリンダボア4を取り囲むように形成されるウォータジャケット6とを有するシリンダブロック1であって、ウォータジャケット6による冷却作用を受けるシリンダ部外周面15およびライナ外周面19のうち、シリンダボア4の円周形状におけるボルト締結部10に対応する位相(角度範囲α1)以外の位相の部分に、少なくともウォータジャケット6の高さ範囲で、凹状部21・22を設けた。
(もっと読む)
ピストンのオイルリング構造
【課題】既存のサイドレールを有効利用し、新たな材料変更に伴うコストアップを抑えつつ、オイルの掻き落とし性能の向上およびオイルの消費量の低減を図ることができるピストンのオイルリング構造を提供する。
【解決手段】オイルリングを、ピストン軸方向上下に設けられた上側サイドレールおよび下側サイドレール232と、この各サイドレール間に組み合わされたコイルエキスパンダとで構成し、下側サイドレール232の円周方向所定間隔置きの所定位置に、そのサイドレール232の剛性を部分的に低下させる複数の低剛性部232b,232b,…を設けている。各低剛性部232bを、下側サイドレール232をピストン軸方向に貫通する貫通孔により構成し、この貫通孔を、下側サイドレール232の円周方向に長い長円孔形状に形成している。
(もっと読む)
1 - 20 / 29
[ Back to top ]