
Fターム[3J044BC12]の内容
ピストン、ピストンリング、シリンダ (7,336) | 母材料及び表面被覆・処理の部位 (829) | シリンダ (167) | シリンダライナ (134)
Fターム[3J044BC12]の下位に属するFターム
シリンダライナ内周面 (76)
シリンダライナ外周面 (24)
Fターム[3J044BC12]に分類される特許
1 - 20 / 34
αFeSi2基及びβFeSi2基低摩擦合金、該低摩擦合金からなる摺動部材、及び、該低摩擦合金の製造方法
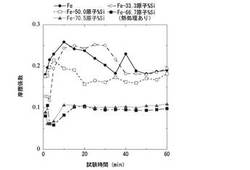
【課題】エタノール中で低摩擦・低摩耗を示し、摺動部材として用いるのに適した低摩擦合金及びその製造方法を提供する。
【解決手段】αFeSi2単相、又は、αFeSi2相とFeSi相あるいはαFeSi2相とSi相の2相、又は、αFeSi2相とFeSi相と Si相の3相から構成され、合金中のFeとSiの原子比が35:65から20:80までの範囲内であり、純度90%以上のエタノール中においてSi3N4からなる部材相手に低摩擦を示すαFeSi2基低摩擦合金であることを特徴とする。
(もっと読む)
鋳鉄及び該鋳鉄により製造されたシリンダライナ

【課題】 簡単かつ低コストな構成でありながら、耐スカッフ性及び耐摩耗性に優れると共に耐腐食性にも優れるシリンダライナ材に適した鋳鉄及び該鋳鉄により製造されたシリンダライナを提供する。
【解決手段】 本発明に係る鋳鉄は、主としてパーライトからなる基地相であるパーライト相20に、ステダイトを含む硬質相と、片状黒鉛相10と、を所定に分散させた組織を有すると共に、前記パーライト相20において、フェライト相20Aとセメンタイト相20Bの析出間隔を所定に狭めたことを特徴とする。
(もっと読む)
シリンダライナ
【課題】ライナ軸方向における温度差を小さくしつつ、シリンダブロックとの密着性を改善できるシリンダライナを提供する。
【解決手段】シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と中間部と下部に皮膜4,5,6が被覆され、前記上部と中間部に被覆されている皮膜4,5は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜5,6は皮膜材料が相違している。次の構成でもよい。すなわち、シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と下部にブラスト処理面8,9が形成され、中間部に皮膜5が被覆されている。
(もっと読む)
シリンダライナ
【課題】シリンダブロックに挿入保持されるシリンダライナに関し、シリンダボア内(シリンダライナ筒内)からの冷却損失を低減して燃費を向上する。
【解決手段】シリンダブロック2に挿入保持されるシリンダライナ10であって、シリンダライナ10の外周には溝11が形成されており、溝11のシリンダライナ10径方向厚み対する溝深さ率を小さく設定するほど、溝11のシリンダライナ10外周面積に対する溝面積率を大きく設定する。
(もっと読む)
摺動部材及びそれの製造方法
【課題】Al製シリンダライナに摺動性を付与することができる技術を提供することを課題とする。
【解決手段】図(a)に示すように、アルミニウム合金溶湯23が満たされているラドル14を回転金型11へ移動する。回転金型11へ挿入する前のタイミングでラドル14に、ホッパ18から鋳鉄粉末26を投下する。鋳鉄粉末26の投入開始、停止はバルブ19で実施し、バルブ19により適量の鋳鉄粉末26をアルミニウム合金溶湯23に混入する。
【効果】摺動部材は、アルミニウム合金母材中に、黒鉛が晶出した鉄基合金が分散している。黒鉛が潤滑油を保持するなどして潤滑作用を発揮し、摺動性が確保される。
(もっと読む)
ピストン・シリンダ摺動構造及び該ピストン・シリンダ摺動構造を用いた往復動内燃機関
【課題】シリンダ・ピストン摺動構造及び該ピストン・シリンダ摺動構造において、シリンダの表面あらさを適正にし、ピストンリングの耐摩耗性を改善することにより、シリンダ、ピストン間の相対的なフリクションを低減する。
【解決手段】スカート3aを有するピストン3と、ピストン3を潤滑油を介して摺動自在にかつ往復動自在に収容するシリンダ2と、ピストン3の外周面に円周方向に沿って張設されるピストンリング5、6、7とを備えたシリンダ・ピストン摺動構造において、シリンダ2は筒形に形成され、ピストンリング5、6、7はシリンダ2の内面2aに潤滑油を介して相対的に摺動し得るリング状に形成されており、シリンダ2のピストンリング5、6、7との摺動面が鏡面に形成され、ピストンリング5、6、7の摺動面には非晶質硬質炭素皮膜11が形成される。
(もっと読む)
シリンダライナ及びその製造方法
【課題】シリンダブロックとの接合力を保持でき、しかもシリンダブロックの変形に追従しにくいシリンダライナ、及びその製造方法を提供する。
【解決手段】外周面4に多数の突起5が形成されているシリンダライナ2において、突起が存在しない外周面部分4Aが周方向において部分的に存在する、あるいは突起5の高さが他の部分の突起高さよりも低い外周面部分が周方向において部分的に存在する。上記シリンダライナ2を遠心鋳造法により製造する方法において、外周面に多数の突起を形成した円筒状部材を遠心鋳造後に鋳型から引き抜く工程で、鋳型または鋳型の外部に配置された固定刃具に前記突起を接触させながら通過させることで、前記円筒状部材の外周面の突起を加工する。
(もっと読む)
シリンダライナ及びその製造方法
【課題】シリンダブロックとの接合強度が高いシリンダライナ及びその製造方法を提供する。
【解決手段】シリコンアルミニウム合金を材料とし、外側面に複数の複数の凸部が形成されており、凸部は、外側面から延びる柱部と、柱部の先端に形成された頭部と、を含む、シリンダライナ。
(もっと読む)
シリンダライナとクランクケースとから成る構成ユニット
【課題】運転確実性を維持しながら製造も修理も簡単にされるような構成ユニットを提供する。
【解決手段】シリンダライナ11とクランクケース12とが、それぞれ1つの端面19;18を有しており、シリンダライナ11とクランクケース12との間に、シリンダライナを少なくとも部分的に取り囲みかつ前記端面19;18に対して開いた冷却水室17が形成されており、該冷却水室17を完全に覆い、かつシリンダライナ11の端面19を少なくとも部分的に覆う保持リング20が設けられている。
(もっと読む)
シリンダライナ
【課題】表面構造体を有する外周面を備えたシリンダライナに関して、僅かな手間をかけるだけで製造でき、しかも信頼性の良い形状締結ならびにクランクケースに対するできるだけ高い熱伝達を保証し、ひいてはシリンダ内での均一な温度分布を保証するシリンダライナを提供する。
【解決手段】表面構造体12を有する外周面11が隆起部13,14を備え、隆起部13,14が、ベースの範囲に少なくとも1つの丸み付け部16を有し、隆起部の一部13が、少なくとも1つのアンダカット部15を有し、アンダカット部15を備えた2つの隆起部13の間に、アンダカット部15を有しない少なくとも1つの隆起部14が配置されている。
(もっと読む)
円筒状摺動部材及びその製造方法
【課題】耐摩耗性と耐スカッフ性の摺動特性及び加工性に優れ、しかも相手摺動部材に対する攻撃性も小さい円筒状摺動部材、及びその製造方法を提供する。
【解決手段】円筒状摺動部材は、アルミニウム合金基材中に鉄系粒子を含んでおり、鉄系粒子が面積率25%以上、60%以下の割合で内周摺動面に分散して露出している。鉄系粒子の粒度の篩目開きは0.5mm以上、2.36mm以下であることが好ましい。また、鉄系粒子は鋳鉄又は鋼であることが好ましい。円筒状摺動部材としてはシリンダライナが挙げられる。上記円筒状摺動部材は遠心鋳造によって製造できる。
(もっと読む)
鉄系溶射被膜
【課題】高い負荷環境においても十分な耐久性(耐剥離性)に加えて、優れた耐摩耗性と耐スカッフ性を兼ね備え、例えば、高出力エンジンのライナレスシリンダーブロックのボア内面に適用するに十分な性能を発揮する鉄系溶射被膜を提供する。
【解決手段】アルミニウム合金製母材の表面を被覆するための鉄系溶射被膜に含まれる炭素量(C)を0.3〜0.4質量%、珪素量(Si)を0.2〜0.5質量%、マンガン量(Mn)を0.3〜1.5質量%、クロム量(Cr)及び/又はモリブデン量(Mo)を合計で0.5質量%以下とし、好ましくは被膜硬度をHV250〜500とする。
(もっと読む)
Si粒子含有Al−Si系合金摺動材及び摺動面の形成方法
【課題】摺動面におけるスカッフィング(特に低温でのスカッフィング)の発生が防止されたSi粒子含有Al−Si系合金摺動材を提供する。
【解決手段】17〜35質量%のSiを少なくとも含むと共に、研削加工により形成された潤滑油保持が可能な溝部と塑性加工が施された平坦部とを有し、少なくとも前記平坦部の表面からSi粒子の一部が突出した摺動面を備えている。
(もっと読む)
シリンダボアのシール構造及び方法
【課題】 シリンダボアの内面を使用して高信頼性でシールすることができるシリンダボアのシール構造を提供する。
【解決手段】 シリンダボア16のシール構造は、第2ベース部材22の上面に載置されると共にシリンダボア16の内面に接するリング状のシール材24と、シール材24の上端に接すると共にシリンダボア16の内面に隣接する上部26と、シール材24の内側に接する下部28とを有し、第2ベース部材22に固定される第3ベース部材30とを備えている。
(もっと読む)
ピストンリングとシリンダーライナの製造用窒化可能な鋼組成物
良好な窒化特性を有する特にピストンリングとシリンダーライナの製造用の鋼組成物は、該鋼組成物100重量%に対して表示された以下の割合の元素、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、2.0〜12.0重量%のNi、2.0〜10.0重量%のSi、そして0.05〜2.0重量%のVを含有する。これは、出発材料の溶融塊を製造し、溶融塊を調整型に流し込むことにより製造し得る。得られた鋼組成物を窒化すると、焼入れ焼戻した球状黒鉛鋳鉄を上回る特性を有する重力鋳造製造により製造される窒化鋼組成物を得る。 (もっと読む)
ピストンリングとシリンダーライナの製造用窒化可能な鋼組成物
良好な窒化特性を有する特にピストンリングとシリンダーライナの製造用の鋼組成物は、該鋼組成物100重量%に対して表示された以下の割合の元素、0.5〜1.5重量%のAl、0.5〜1.2重量%のC、68.2〜96.9重量%のFe、0.1〜3.0重量%のMn、2.0〜10.0重量%のSiを含有する。これは、出発材料の溶融塊を製造し、溶融塊を調整型に流し込むことにより製造し得る。得られた鋼組成物を窒化すると、焼入れ焼戻した球状黒鉛鋳鉄を上回る特性を有する重力鋳造製造により製造される窒化鋼組成物を得る。 (もっと読む)
窒化可能な鋼製ピストンリングと鋼製シリンダーライナ及びその製造用鋳造方法
良好な窒化特性を有する鋼組成物を本体として含む鋼製ピストンリングと鋼製シリンダーライナを開示する。鋼組成物は以下の元素、0〜0.5重量%のB、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、0〜2.0重量%のCu、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、0〜0.05重量%のNb、2.0〜12.0重量%のNi、0〜0.1重量%のP、0〜0.05重量%のPb、0〜0.05重量%のS、2.0〜10.0重量%のSi、0〜0.05重量%のSn、0.05〜2.0重量%のV、0〜0.2重量%のTi、および0〜0.5重量%のWからなる。鋼製ピストンリングと鋼製シリンダーライナは、鋳鉄部品の製造用の機械および技術を使用する鋳造プロセスで製造し得る。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.03〜2.0質量%のB、0.5〜1.2質量%のC、70.1〜97.3質量%のFe、0.1〜3.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、6.0〜20.0質量%のCr、45.0〜88.5質量%のFe、3.0〜15.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、0〜3.0質量%のCr、72.0〜94.5質量%のFe、3.0〜15.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
1 - 20 / 34
[ Back to top ]