
Fターム[3J058GA64]の内容
Fターム[3J058GA64]に分類される特許
1 - 20 / 30
摩擦材成形方法
【課題】ブレーキ用摩擦材を容易に予備成形する摩擦材成形装置を提供することを課題とする。
【解決手段】ブレーキ用の摩擦材を予備成形する摩擦材成形装置1であって、第一の型枠4と第二の型枠3とを有し、第一の型枠4と第二の型枠3とを連結することにより予備成形用の型を形成する型枠部材6と、第一の型枠4内を移動することで予備成形用の型に収容された摩擦材を圧縮し、第二の型枠3内に予備成形物を成形する圧縮部材5と、予備成形物が内部に成形された第二の型枠3を第一の型枠4から分離し、本成形用の装置に移動する移動手段と、を備える。
(もっと読む)
ブレーキパッド

【課題】ブレーキパッドの引きずりを低減し、かつブレーキのラトル音を低減でき、早期摩耗やブレーキロータの偏摩耗によって引き起こされるブレーキ振動(ジャダー)、燃費の悪化等を引き起こすことのないブレーキパッドを提供する。
【解決手段】キャリパートルク受け部に当接するバックプレートの両端部分が繊維強化樹脂で形成されるブレーキパッド。
(もっと読む)
加圧用ジグを用いたブレーキパッド加圧方法及び加圧装置、並びに該加圧方法を実現させるプログラムが記録された記録媒体
【課題】スプリングが歪んだ状態を維持するためのインターロック機構を備えた加圧ジグを用いて加圧状態を維持しつつブレーキバッドを製造する工程処理を行うにあたり、規定どおりの加圧荷重が加えられた状態でインターロックを行うことができるようにし、また、インターロック及びその解除並びに加圧ジグからの取り出しを容易にする。
【解決手段】圧締用アクチュエーターの作動端か処理前のブレーキパッドへと実際に加えられている加圧荷重、及びスプリングの実際の歪み量を求め、設定値と一致していない場合は、再確認の後、加圧ジグの交換や修理を行わせる。また、加圧ジグのインターロック機構は、ラチェット用の歯切部が形成されたラチェット棒と、ラチェットポール(爪)と、自重によりラチェットポールを歯切部に押し込むラチェットブロックとを含む。
(もっと読む)
ディスクブレーキパッドの製造方法
【課題】成形型によって摩擦材の傾斜面を形成するディスクブレーキパッドの製造において、摩擦材粉末状原料の流動性が悪い場合にでも、均一な質の摩擦材を製造することが可能な、ディスクブレーキパッドの製造方法を提供する。
【解決手段】粉末状原料を予備成形用金型で加熱せずに加圧して固める予備成形工程と、傾斜面を有する成形用金型で加熱加圧して摩擦材に傾斜面を形成する成形工程を含むディスクブレーキパッドの製造方法において、予備成形工程で得られた予備成形品のバックプレートとの張付側とは反対側に、摩擦材に形成されるべき傾斜面の角度よりも大きな角度の傾斜面を形成するとともに、バックプレートとの張付側に除肉部を形成する。
(もっと読む)
ロックアップクラッチ用摩擦板の製造装置及びその製造方法
【課題】クラッチピストンに対して複数の扇形摩擦材の相互間の圧力を均一化し、互いに密着させて環状の摩擦材としたこと。
【解決手段】環状または略環状摩擦材10の一部を構成する扇形に打ち抜いてなる扇形摩擦材10-1〜10-8の相互間が、接触しない状態で、配置金型30に合わせて略環状に配置する。そして、扇形摩擦材10-1〜10-8を縮径金型50に移動する。そこで、扇形摩擦材10-1〜10-8をその径が小さくなるように、扇形摩擦材10-1〜10-8を環状の中心方向へ移動させて扇形摩擦材10-1〜10-8の相互間を環状または略環状とし、複数枚の扇形摩擦材10-1〜10-8の一面とクラッチピストン60の接合面の一方または両方に接着剤を塗布し、クラッチピストン60を複数枚の扇形摩擦材10-1〜10-8に押圧して、前記対向する面をクラッチピストン60に接着する。
(もっと読む)
ロックアップクラッチ用摩擦板の組み付け装置及びその組み付け方法
【課題】高速作業を可能とし、かつ、設置面積を少なくすることのできること。
【解決手段】複数枚の扇形摩擦10を円環状に配設する円環溝31を形成したベース部材30と、ベース部材30の円環溝31の所定の円周毎に配設した扇形摩擦材10の下端を受ける下端側支持材21及びその扇形摩擦材10の上端を受ける上端側支持材22と、ベース部材30の円環溝31の溝内に挿入自在で、円環溝31に並べられた複数枚の扇形摩擦材10を下端側支持材21及び上端側支持材22の退避と共に、複数枚の扇形摩擦材10を環状摩擦材10Aとすべく押圧する押圧部材50とを具備し、複数枚の扇形摩擦材10を順次回転させて供給する場合でも遠心力によって扇形摩擦材10が移動しないから、高速作業が可能となる。また、隣接する複数枚の扇形摩擦材10の端部の接合密度が高くなり、扇形摩擦材10の境界線で機械的強度が低下することがない。
(もっと読む)
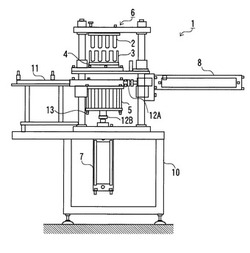
自動車ディスクブレーキ用パッド成形装置
【課題】製造単価と維持補修費用を節減でき、成形時に各成形室の加圧力差による不良発生を防止でき、各仮成形品の原材料の含量に差が発生するとしても、それによる適切な加圧力で加圧して成形できるとともに、基準含量を逸脱する場合に不良を感知できる自動車ディスクブレーキ用パッド成形装置を提供する。
【解決手段】仮成形器によって仮成形された仮成形品を熱加圧成形して完製品を得るための自動車ディスクブレーキ用パッド成形装置において、フレーム2の上部に備わる上盤4と;前記上盤の下側に垂直シリンダー24によって上昇・下降作動するように設置されるとともに、二つ以上の成形室を備える中盤6と;前記中盤の各成形室の直下部に設置され、それぞれ独立したメーンシリンダー12,14によって作動する成形パンチ16,18と;を含んで自動車ディスクブレーキ用パッド成形装置を構成する。
(もっと読む)
摩擦材の製造装置
【課題】摩擦材を熱成形する際の歩留まりと生産性とを向上させる摩擦材の製造装置を提供することを課題とする。
【解決手段】摩擦材の製造装置1であって、ブレーキ用の摩擦材19を熱成形する前の予備成形において、摩擦材19の摩擦面を、粉体離型剤を挟みながら成形する第一の金型5と、予備成形において、摩擦面を除く摩擦材19の面のうち少なくとも摩擦面の裏面を、粉体離型剤を挟まないで成形する第二の金型7と、摩擦材の原料を第一の金型5と第二の金型7とで圧縮することで、摩擦面に粉体離型剤が付着した摩擦材19を予備成形する圧縮手段8と、を備える。
(もっと読む)
ブレーキパッド
【課題】同じ摩擦係数のブレーキパッドを使用しても、初期摩擦係数と相当回数使用後のそれとの差が小さく、大きなブレーキトルクを確保でき初期のパーキング効力が向上したブレーキパッドを提供することである。
【解決手段】少なくとも、基材繊維、結合材及び充填材からなる摩擦材の摩擦面にテーパ部を形成したブレーキパッドであって、該摩擦面のロータとの接触位置の内周側に前記摩擦面の面積の1/3〜1/2を占め、テーパ部の深さが0.05〜0.5mmのテーパ部を形成したことを特徴とするブレーキパッド。テーパ部の深さが0.1〜0.25mmであることが好ましい。
(もっと読む)
有機系摩擦調整材
【課題】CNSLの硬化反応において、酸触媒を使用しないで有機系摩擦調整材を調製し、酸成分を含まない前記調整材を配合した摩擦材を提供することである。
【解決手段】カシューナッツシェルリキッド(CNSL)を硬化して得られる有機系摩擦調整材であって、CNSLと一級アミン及び/又は二級アミンとアルデヒド類を反応させて得た初期重合物を更に加熱硬化したことを特徴とする有機系摩擦調整材。補強繊維、摩擦調整材及び結合材を主成分とする摩擦材において、該摩擦調整材がCNSLと一級アミン及び/又は二級アミンとアルデヒド類を反応させ、初期重合物を更に加熱硬化して得られた有機系摩擦調整材を配合したことを特徴とする摩擦材。有機系摩擦調整材を摩擦材全体に対し2〜15質量%配合することが好ましい。
(もっと読む)
有機化層状粘土鉱物系潤滑材及びそれを含む摩擦材
【課題】湿度依存性の低い特性を有するシランカップリング剤を挿入した有機化層状粘土鉱物を検討し、それを摩擦材に配合して、湿度により摩擦係数が変動しにくいブレーキフィーリングに優れた特性を有する摩擦材を提供することである。
【解決手段】粘土鉱物にシランカップリング剤を用いる化学的処理を施して、粘土鉱物層間にシランカップリング剤を挿入した有機化層状粘土鉱物。繊維基材、摩擦調整材及び結合材を用いてなる摩擦材において、摩擦調整材として粘土鉱物層間にシランカップリング剤を挿入した有機化層状粘土鉱物を含有する摩擦材。
(もっと読む)
鉄系焼結摩擦材及びそれを用いた鉄道車両用制輪子並びにそれらの製造方法
【課題】環境保護を考慮して、鉄又は鉄合金を主成分とし、PRTR法指定化学物質を一切使用していない鉄系焼結摩擦部材、及びそれを使用した鉄道用制輪子、並びにそれらの製造方法を提供する。
【解決手段】鉄又は鉄合金を主成分とした焼結摩擦部材10,10は、摩擦特性に優れた材料粉末が焼結されてなる第1層11と、接着特性に優れた材料粉末が焼結されてなる第2層12と、補強特性に優れた材料粉末が焼結されてなる第3層13とを含む。焼結摩擦部材10の各層は、鉄又は鉄合金を主成分としており、PRTR法指定化学物質を一切使用していないので、環境保護の点で優れている。また、摩擦材が鉄系材料であり、且つ補強板となる第3層13が鉄系材料であるので、銅と鉄のような異種の金属を接合する際に必要とされるメッキ処理を省略することができる。
(もっと読む)
摩擦材
【課題】耐摩耗性に優れ、相手材への攻撃性が小さく、広い温度域において高い摩擦係数を有する摩擦材を提供する。
【解決手段】繊維基材と充填材を結合剤によって結着させた摩擦材であって、充填材として、非ウィスカー状チタン酸アルカリ金属塩と非ウィスカー状チタン酸アルカリ金属・アルカリ土類金属塩の少なくとも一つのチタン酸化合物塩と、平均粒径0.4〜4μmのFe2O3とを含んでいる。
(もっと読む)
ノンアスベスト摩擦部材
【課題】ノンアスベスト系摩擦材において摩擦摩耗性能等の摩擦材自体の性能を損なうことなく、良好な鳴き、異音特性を持つノンアスベスト摩擦部材を提供する。
【解決手段】熱硬化性樹脂結合材、補強繊維、摩擦調整材とを含む摩擦材がプレシャプレートと一体に成形されたノンアスベスト摩擦部材において、前記摩擦材は、摩擦面側の第一層摩擦材とプレッシャプレート側の第二層摩擦材とを有し、該第二層摩擦材中に少なくともエラストマー、架橋剤を含むプレミックスが配合されていることを特徴とするノンアスベスト摩擦部材。該プレミックスが繊維を含むことが好ましく、また該プレミックスがエラストマーを10〜97vol%配合されていることが好ましい。
(もっと読む)
摩擦材
【課題】本発明は、アラミドパルプの添加量を少なくしても高いフィラー保持性や成型性、摩擦材強度を達成できる摩擦材を提供するものである。
【解決手段】所定の範囲に高度にフィブリル化されたパラ型アラミドパルプを摩擦材に特定量含有させることにより、アラミドパルプの添加量を少なくしても高いフィラー保持性や摩擦材成型性、摩擦材強度を有する摩擦材とする。
(もっと読む)
ブレーキパッドの製造方法
【課題】接着剤を摩擦材の接着面に塗布する際に、効率的に塗布でき、保管方法、品質管理も可能なブレーキパッドの製造方法を提供する。
【解決手段】摩擦材の予備成形物の金属製プレッシャプレート側の表面に粉体接着剤を静電塗布する。摩擦材側の接着面に直接粉体接着剤を塗布するため、金属製のプレッシャプレートの処理は前処理のみとなり、金属製のプレッシャプレートヘのプライマー塗布、接着剤塗布、乾燥工程が必要ない。従って、50%以上の大幅な処理時間の短縮が図れ、それに伴う設備費削減が図れ、摩擦材と金属製のプレッシャプレートとの接着面以外に塗布されないため、材料コストの削減にもなる。
(もっと読む)
摩擦材の製造方法
【課題】メンテナンス工数を低減し、成形不良を低減して摩擦材の熱成形を効率的に行なうことができる摩擦材の製造方法を提供する。
【解決手段】ブレーキに用いる摩擦材の原料を予備成形型に投入して所定形状の予備成形品を成形する予備成形工程と、前記予備成形物の摩擦面および側面に粉体離型剤を付着させる工程と、前記粉体離型剤が付着した予備成形物とプレッシャプレートとを熱成形(圧着加熱)する工程と、を含むことを特徴とする構成とすることで、必要以外の箇所に付着させない(塗布しない)ことによる材料ロスの低減、型清浄化の維持(型洗浄頻度の低減)ができ、また、粉体であるため型の温度低下がなく、成形不良の低減、生産性向上を図ることができる。
(もっと読む)
摩擦材
【課題】 特に小型ブレーキライニング(小型BL)用摩擦材において、高温熱履歴後の多湿環境下放置後におけるME現象、グー音の発生を同時に防止する摩擦材を提供することを課題とする。
【解決手段】 繊維基材、結合材、充填材を含有する摩擦材において、該充填材として少なくとも消石灰を7〜30体積%、かつアルミニウム粒子を2.0〜3.5体積%含有することを特徴とする摩擦材。
(もっと読む)
ディスクブレーキ用ブレーキパッドの製造方法
【課題】 摩擦材のプレッシャプレートへの結合部において窪みが生じるのを防止して見栄えの良いディスクブレーキ用ブレーキパッドを製造することができるディスクブレーキ用ブレーキパッドの製造方法を提供する。
【解決手段】 予備成形工程において、プレッシャプレート3への結合側の周縁部分13に摩擦材の盛上げ部分14を形成した予備成形体10が形成される。熱成形工程において、盛上げ部分14がプレッシャプレート3に押し付けられて、周縁部分13で生じていた窪みを充填する形で平坦にされる。摩擦材は周縁部分13において隙間なくプレッシャプレート3と密着される。摩擦材が加圧・加熱によってプレッシャプレート3に結合されるとき、見栄えの良いブレーキパッドが得られる。
(もっと読む)
摩擦部材の製造方法
【課題】 摩擦材の品質を保持し、かつ導入設備、及びメンテナンスのコストを抑えつつ、製造工程の時間短縮を実現する摩擦部材の製造方法を提供すること。
【解決手段】 摩擦材原料からなる成形材料を、上型1,中型2,下型3を備えた成形型内で加圧−加熱する成形工程を経て成形する摩擦部材4の製造方法において、前記成形工程の上型1,下型3の型温を190〜230℃に、圧力を0.05〜10MPaにすること。
(もっと読む)
1 - 20 / 30
[ Back to top ]