
Fターム[4E002AD06]の内容
Fターム[4E002AD06]に分類される特許
1 - 20 / 115
調質圧延装置および調質圧延方法
潤滑性と脱脂性に優れる鋼板
【課題】広い範囲の表面粗さにおいて優れた潤滑性を発揮し、かつ、脱脂性にも優れる潤滑剤を塗布したて加工性と脱脂性に優れる鋼板を提供する。
【解決手段】表面粗さが算術平均粗さRaで0.10〜2.00μmで、表面に水溶性潤滑油を塗布乾燥した後の固形油脂分の厚さが0.2〜1.5μmであり、バウデン式動摩擦試験機で測定した動摩擦係数が0.15未満である鋼板であり、当該鋼板は、ステンレス鋼板または耐熱鋼板であることが好ましい。
(もっと読む)
鋼帯の製造設備
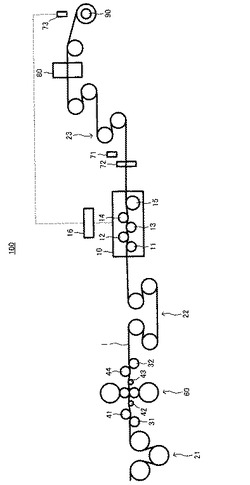
【課題】C反り及びL反りを矯正可能であり且つ設備の小型化及びランニングコスト低減を図ることが可能な、鋼帯の製造設備を提供する。
【解決手段】焼鈍炉を備えた鋼帯の製造ラインに設けられる鋼帯の製造設備であって、調質圧延機及びその出側に配置された通板ロールの下流側に、5本のロールを用いて鋼帯の反りを矯正する反り矯正装置を有し、5本のロールは、パスラインの一方の側に配置された2本のロール、及び、パスラインを挟んで反対側に配置された3本のロールが、パスラインに沿って交互に配置されており、5本のロールのうち、少なくとも2本のロールはパスラインに対する位置を独立に変更可能であり、5本のロールのロール径をパスラインの上流側から順にd1乃至d5とし、隣接するロールの間隔をパスラインの上流側から順にP1乃至P4とするとき、d1=d2=d3=d4<d5、且つ、P1=P2=P3<P4である、鋼帯の製造設備とする。
(もっと読む)
軟質熱延鋼板の製造方法

【課題】成形性に優れる軟質熱延鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.06%、Si:0.1%以下、Mn:0.1〜0.5%、P:0.03%以下、S:0.03%以下、N:0.005%以下、O:0.02%以下を含有し、さらに、sol.Al:0.002%以下を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材を加熱し、さらに、仕上圧延終了温度が750℃〜Ar3変態点の温度範囲とする仕上圧延を施したのち、巻取温度:600℃以上で巻き取る。なお、好ましくはさらに、酸洗を施した後、伸長率:0.5〜5%調質圧延を施してもよい。これにより、降伏強さ:210MPa未満の低強度で、伸び:40%以上の高延性を有し、成形性に優れた軟質熱延鋼板を、容易に得ることができる。
(もっと読む)
軟質熱延鋼板の製造方法
【課題】成形性に優れる軟質熱延鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.06%、Si:0.1%以下、Mn:0.1〜0.5%、P:0.03%以下、S:0.03%以下、N:0.005%以下、O:0.02%以下を含有し、さらに、sol.Al:0.09%以上を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材を加熱し、さらに、仕上圧延終了温度が750℃〜Ar3変態点の温度範囲とする仕上圧延を施したのち、巻取温度:600℃以上で巻き取る。なお、好ましくはさらに、酸洗を施した後、伸長率:0.5〜5%調質圧延を施してもよい。これにより、降伏強さ:210MPa未満の低強度で、伸び:40%以上の高延性を有し、成形性に優れた軟質熱延鋼板を、容易に得ることができる。
(もっと読む)
洗浄装置、洗浄方法および調質圧延機
【課題】ワークロール表面の異物を除去しつつ異物の付着を抑制できるとともに、洗浄廃液量を低減できる洗浄装置、洗浄方法および調質圧延機を提供すること。
【解決手段】調質圧延機1のワークロール2を洗浄する洗浄装置5は、0℃未満の昇華性の固体粒子と噴出媒体とを含むブラスト材、高圧流体および低圧流体を噴出可能な洗浄ノズル51と、洗浄ノズル51に対してそれぞれ、ブラスト材を供給するブラスト材供給手段52と、高圧流体を供給する高圧流体供給手段53と、低圧流体を供給する低圧流体供給手段54と、を備え、洗浄ノズル51は、高圧流体を噴出する第1噴出口と、第1噴出口を囲み低圧流体およびブラスト材を噴出する第2噴出口と、を有し、ブラスト材、高圧流体および低圧流体の供給量を調整する第1調整手段525、第2調整手段533、第3調整手段543が、それぞれ配管P1,P2,P3の途中に設けられていることを特徴とする。
(もっと読む)
耐圧強度が高く加工性に優れたエアゾール缶ボトム用鋼板およびその製造方法
【課題】耐圧強度が高く加工性に優れたエアゾール缶ボトム用鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.02〜0.10%、Si:0.01〜0.5%、P:0.001〜0.100%、S:0.001〜0.020%、N:0.007〜0.025%、Al:0.01〜{-4.2×N(%)+0.11}%を含有し、Mnf=Mn−1.71×S(ただし、式中Mn量、S量は鋼中のMn含有量(質量%)、S含有量(質量%))とした時、Mnf:0.10%以上0.30%未満であり、残部がFeおよび不可避的不純物からなる。板厚が0.35(mm)以下であり、鋼板の下降伏強度(N/mm2)と前記板厚(mm)との積が160(N/ mm)以下であり、10%の引張予歪後、25℃において10日間の室温時効を行った際の上降伏強度(N/mm2)と前記板厚(mm)の二乗との積が52.0(N)以上である。
(もっと読む)
ステンレス鋼板及びその製造方法
【課題】強度、延性、疲労特性及び耐へたり性の向上が期待され、特にばね用ステンレス鋼として好適なステンレス鋼を、経済的に製造する。
【解決手段】可逆式圧延機を用いて鋼帯に調質圧延を行う際に、鋼帯に10%以上の圧下率の冷間圧延を行った後に、鋼帯を可逆式圧延機から少なくとも1回取り外し、強制冷却または大気中での放冷を行ってから、鋼帯に10%以上の圧下率の冷間圧延を行うことにより、C:0.10%以下、Si:1.0%以下、Mn:2.0%以下、Cr:16.0〜18.0%、Ni:6.0〜8.0%、N:0.06〜0.25%、Nb、Ti、Vの一種以上:合計で0〜0.5%以下を含有し、残部Fe及び不純物からなる化学組成を有し、その相構造がマルテンサイト相単相またはオーステナイト相との複相組織からなり、硬度(HV)が440以上であり、伸び(El)がEl≧390-0.82HVを満足するステンレス鋼板を製造する。
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
冷間圧延用高炭素熱延鋼板の製造方法
【課題】熱間圧延時の硬さムラに起因して発生する鋼板先端部100m程度に対する周期の短いゲージ変動(板厚変動)が抑制され、冷間圧延後の板厚精度に優れた高炭素熱延鋼板を得ることができる冷間圧延用高炭素熱延鋼板の製造方法を提供する。
【解決手段】冷間圧延用高炭素熱延鋼板の製造に際し、熱間圧延、次いで、焼鈍を施した後、圧下率1.0〜5.0%の軽圧下を付与することを特徴とする冷間圧延用高炭素熱延鋼板の製造方法。
(もっと読む)
指紋や汚れが目立ち難い高耐食性鋼板及びその製造方法
【課題】ダル圧延により付着した指紋が目立ち難く、しかも製造性に優れた高耐食性鋼板を提供する。
【解決手段】ステンレス鋼板又は溶融めっき鋼板に、4.0〜9.0μmの算術平均粗さRaを付したダルロールを用いて被圧延鋼板の板厚が減少しないように1パスの軽圧延を施し、凹部を形成するとともに当該凹部以外の未変形のフラット部分を凸部として残存させた凹凸形状であって、前記凹凸の算術平均粗さRaが3.0〜8.5μm、平均間隔Smが150〜600μm、フラット部分(凸部)面積率が25%〜60%である表面形状を作り出す。
(もっと読む)
異物除去装置、異物除去装置を具える調質圧延設備、及び、異物除去装置を用いた調質圧延方法
【課題】粘着性を維持しつつ、耐久性の向上した粘着性ロールを具えた異物除去装置を提供する。また、かかる異物除去装置を具える調質圧延設備を提供する。粘着性ロールの使用期間を延ばし得る、異物除去装置を用いた調質圧延方法を提供する
【解決手段】金属帯表面の異物を除去する粘着性ロール14を具えた異物除去装置11である。かかる粘着性ロール14は、JIS−A硬度Xが5≦X≦45°の範囲にあり、慣性モーメントYが980N・m2以下であり、かつ、X≧0.5(log10(Y/9.8)+2.5)2+3.9を満たすものである。また、かかる異物除去装置11を具える調質圧延設備12である。更に、異物除去装置11を用いた調質圧延方法である。
(もっと読む)
調質圧延方法
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
複相組織ステンレス鋼鋼板および鋼帯、製造方法
【課題】耐食性に優れた高強度複相組織ステンレス鋼を提供する。
【解決手段】質量%で、C:0.02〜0.20%,Si:0.10〜2.0%,Mn:0.20〜2.0%,P:0.040%以下,S:0.010%以下,Cr:15.0〜18.0%,Ni:0.5〜4.0%,Sn:0.05〜0.50、N:0.010〜0.10%を含み、下記(a)式で定義される値γp が60〜95の範囲にあり、残部が実質的にFeの組成をもち、フェライトおよびオーステナイト二相域に加熱された後の冷却過程でオーステナイト相がマルテンサイト変態することによって生成したフェライトおよびマルテンサイトの複相組織を有することを特徴とするビッカース硬さが200HV以上の複相組織ステンレス鋼鋼板および鋼帯、その製造方法。
γp =420C+470N+23Ni+7Mn+9Cu−11.5Cr−11.5Si−12Mo−7Sn−49Ti−47Nb−52Al+189・・・式(a)
(もっと読む)
溶融亜鉛系めっき鋼板の製造方法
【課題】めっき後合金化処理を施さない、表面の活性度が低い溶融亜鉛めっき鋼板に対して、アルカリ前処理を行わなくても摺動特性に優れたZn系酸化物層を形成できる溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、調質圧延を施した後pH緩衝作用を有する酸性溶液に接触させ、接触終了後1〜60秒保持した後に水洗することによりめっき表面に酸化物層を形成する亜鉛系めっき鋼板の製造方法において、調質圧延は、Raが2μm以上のダルロールを用いて圧下率5%以下で圧延し、次にRaが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延する、又は、Raが0.1μm以下のブライトロールを用いて圧下率3%以下で圧延し、次にRaが2μm以上のダルロールを用いて圧下率5%以下で圧延する。
(もっと読む)
構造部材用高強度および高延性オーステナイト系ステンレス鋼板およびその製造方法
【課題】強度と延性に優れた構造部材用ステンレス鋼板およびその製造方法を提供する。
【解決手段】質量%にて、C:0.05〜0.30%、N:0.01〜0.30%、Si:0.1〜3.0%、Mn:0.1〜30.0%、Ni:0.1〜5.0%、Cu:0.1〜4.0%、Cr:10.0〜19.0%、Mo:0.5%以下、Nb:0.3%以下、Al:0.020〜2.00%を含有し、残部がFeおよび不可避的不純物からなり、所定の式で表されるMd30およびMsが、50≦Md30・・・(c)、4.5Md30−625≦Ms≦50・・・(d)の式を満足し、オーステナイト相を母相とし、マルテンサイト相を1%以上含むことを特徴とする構造部材用高強度および高延性オーステナイト系ステンレス鋼板。
(もっと読む)
太陽電池基板材用ステンレス鋼板およびその製造方法
【課題】成膜性が良好な太陽電池基板材用ステンレス鋼板を提供する。
【解決手段】鋼板表面は、表面粗さパラメータの十点平均粗さRzが0.3μm以下であり、かつ、高さ方向の特徴平均パラメータRskが0.7未満である。RzおよびRskを規定することにより、成膜性を悪化させる鋼板表面の凹凸を制御できるので、成膜性を向上できる。また、このような太陽電池基板材用ステンレス鋼板を製造する際には、調質圧延までに行う冷間圧延の総圧延率が70%以上となるように圧延する。また、仕上焼鈍前に行う冷間圧延において、圧延率が30%以上であり、かつ、最終パスにて粗さRaが0.4μm以下の圧延ロールを用いて圧延する。このように製造することにより、マイクロクラックの発生を抑制でき、Rzが0.3μm以下でRskが0.7未満の平滑な鋼板表面である太陽電池基板材用ステンレス鋼板を容易に製造できる。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
調質圧延液及びそれを用いた調質圧延方法
【課題】調質圧延液としての基本性能を維持しつつも、調質圧延により鋼帯の表面に傷がつくことを有効に抑制し、ミルの清掃を容易とする調質圧延液、及び、かかる調質圧延液を用いて調質圧延された鋼帯を提供する。
【解決手段】調質圧延に用いる水溶性の調質圧延液であって、かかる調質圧延液は、2.66kPaの減圧下にて、60℃で1時間加熱した際に残存する残渣の、20℃における粘度が7000mPa・s以下である。また、金属帯を調質圧延するに際し、かかる調質圧延液を用いて調質圧延する方法である。
(もっと読む)
表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法
【課題】表面光沢に優れたフェライト系ステンレス鋼帯を安定して製造する方法を提供する。
【解決手段】冷間圧延、焼鈍、あるいはさらに酸洗をこの順に施した鋼帯を、調質圧延により表面仕上げするステンレス冷延鋼帯の製造方法において、鋼ロールの表面にCrめっきを施した後、ロール幅方向の平均粗さRaが0.003μm以上0.010μm以下に研磨したロールを用い、無潤滑にて、伸び率が0.8%以上2.0%以下となるように前記調質圧延を行う。
(もっと読む)
1 - 20 / 115
[ Back to top ]