
Fターム[4E002BA04]の内容
Fターム[4E002BA04]に分類される特許
1 - 20 / 57
H形鋼矢板及びその製造方法
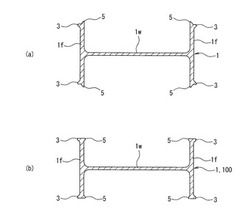
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
フランジを有する形鋼の圧延方法

【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
(もっと読む)
H形鋼の圧延方法および仕上ユニバーサル圧延機
【課題】ウェブ高さの造り分けを行う際に生じるH形鋼ウェブ部両端の増厚部を解消し、同一セットのロールから均一なウェブ厚みの製品が製造できるH形鋼の圧延方法および仕上ユニバーサル圧延機を提供する。
【解決手段】ウェブ両端の増厚部を圧下しながらウェブ高さを拡幅または縮幅することによって、多サイズを造り分ける仕上ユニバーサル圧延機を用いたH形鋼の圧延において、当該仕上ユニバーサル圧延機の竪ロール径を水平ロール径の15〜40%のものを用い、竪ロールの回転軸と水平ロールの回転軸とを同一平面上に設置し、最終パスでウェブ両端の増厚部を圧下することを特徴とするH形鋼の圧延方法が提供される。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
T形鋼の製造方法および圧延設備
【課題】フランジ幅が異なるT形鋼をロール交換することなく製造するT形鋼の製造方法および圧延装置を提供する。
【解決手段】鋼片を略T字形状に粗成形する粗圧延工程と、粗成形されたT形鋼片をユニバーサル圧延機とエッジャ圧延機により圧下する中間圧延工程と、前記中間圧延工程で得られたT形鋼を製品寸法に圧延する仕上圧延工程を有し、前記中間圧延工程でユニバーサル圧延機でウェブとフランジの厚みを圧下する際のフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、前記中間圧延工程の前半パスにおいて前記圧下率差が5〜15%の範囲で圧延を行うパスを少なくとも1パス設けるとともに、1パス目または1パス目を含む最初の複数パスではエッジャ圧延機でフランジ先端を圧下しないことにより、前記T形鋼片のフランジ脚長よりも製品のフランジ脚長が長いT形鋼を製造する。
(もっと読む)
T形鋼の製造方法
【課題】T形鋼の左右曲がりを防止するユニバーサル圧延方法方法を提供する。
【解決手段】略T字形状に粗成形されたT形鋼片に対し、ユニバーサル圧延機によりウェブとフランジを圧下するとともにエッジャ圧延機によりフランジの端面を圧下する中間圧延工程を有するT形鋼の製造方法において、ユニバーサル圧延機による各圧延パスにおけるフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、中間圧延工程におけるユニバーサル圧延機の各圧延パスでの前記圧下率差が0〜10%、且つ、中間圧延工程を圧延初期、圧延中期、圧延後期に分けたときの各期の圧延パスの平均圧下率差が下記(1)式を満たし、好ましくは圧延初期の平均圧下率差を7%±3%、圧延後期の平均圧下率差を2%±2%とする。
(圧延初期の平均圧下率差)>(圧延中期の平均圧下率差)>(圧延後期の平均圧下率差) ・・・・・・(1)
(もっと読む)
ユニバーサル圧延機の竪ロール、ユニバーサル圧延機およびT形鋼の製造方法
【課題】T形鋼の熱間圧延に用いられるユニバーサル圧延機の竪ロール、ユニバーサル圧延機、および、それらを用いたT形鋼の製造方法を提供する。
【解決手段】ロール幅方向の両端部にロール軸を中心に自由回転する大径部を有し、中央部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する小径部を有し、またはロール幅方向の中央部にロール軸を中心に自由回転する小径部を有し、両端部にはロール軸に対して偏心して取り付けられる偏心リングと、前記偏心リングの外側にベアリングを介して回転する大径部を有し、前記偏心リングのロール軸に対する取付位置が調整可能である竪ロール。この竪ロールをウェブ先端側に配置したユニバーサル圧延機。粗ユニバーサル圧延機の左右の竪ロールの一方でウェブの先端面を圧下し、他方でフランジをその板厚方向に圧下する際、ウェブ先端面を圧下する側の竪ロールに、大径部と小径部の段差量を調整することが可能な竪ロールを用い圧延する。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延する圧延機で、金属板の端部をコイラの巻き胴に保持し、かつ保持箇所近傍で金属板に過剰な屈曲が生じない圧延機を提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、このコイラ10を収納するヒートボックス20と、コイラ10からヒートボックスを通って繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。巻き胴12は、金属板Mの端部を保持する端部保持機構を有する。端部保持機構は、巻き胴の回転軸を有する基部と基部に対して開閉する可動部とを備え、基部に対して可動部を開くことで巻き胴の外周面から金属板の端部が挿入される溝を基部と可動部との間に形成する。溝は、その溝に挿入された金属板の端部と、この端部につながり巻き胴の外周に接して巻回される金属板とのなす角度が鈍角となる方向に形成されている。
(もっと読む)
T形鋼のフランジ曲がり防止方法とフランジ曲がり防止装置及びT形鋼製造設備
【課題】T形鋼を熱間圧延にて製造するときにT形鋼のフランジにフランジ曲がりが発生することをT形鋼のフランジ幅に影響されることなく防止することのできるT形鋼のフランジ曲がり防止方法とフランジ曲がり防止装置を提供する。
【解決手段】断面略T字状に粗造形圧延されたT形鋼片15を製品形状に近い形状になるまで中間圧延した後、製品形状に仕上圧延して製造されるT形鋼のフランジ上側内面、フランジ下側内面およびフランジ外面のうち少なくともフランジ上側内面とフランジ下側内面に冷却水CWを中間圧延工程および/又は仕上圧延工程で噴射するとともに、フランジ上側内面に噴射される冷却水CWの噴射位置をT形鋼のフランジ幅に応じて上下方向に変更する。
(もっと読む)
凹凸模様付き異形断面条およびその製造方法
【課題】軽量化と強度確保が実現できる両端部にフランジを有し、好ましくは板幅方向で段差形状となっている低コストの異形断面条とその製造方法を提供する。
【解決手段】両端部にフランジを有する異形断面条の外表面および/又は内表面の全体あるいは部分領域に凹凸形状を付与する。凹凸形状を成形および付与する方法としては、所定の断面形状に応じたプロフィールを持つロールと表面に凹凸模様を有したロールを四方ロール圧延機に配置して、圧延によって実施する。
(もっと読む)
T形鋼の圧延設備
【課題】圧延時に素材に湾曲,捩れ,フランジ倒れ込みが生じにくいT形鋼の圧延設備を提供する。
【解決手段】T形鋼の圧延設備は、圧延方向の上流側から下流側に向かって、粗造形圧延機1、粗ユニバーサル圧延機2、エッジャ圧延機3、及び仕上ユニバーサル圧延機4が順次配されてなり、断面略T字状の鋼製素材10’を熱間圧延してT形鋼製品10を製造する設備である。粗ユニバーサル圧延機2、エッジャ圧延機3、及び仕上ユニバーサル圧延機4のそれぞれの上流側近傍部分及び下流側近傍部分には、鋼製素材10’を各圧延機2,3,4に案内し且つ鋼製素材10’の異常な変形を抑制するフランジガイド5A,5Bとウェブガイド6A,6Bが設置されている。これらのガイド5A,5B,6A,6Bにより、鋼製素材10’の湾曲,捩れや長手方向尾端におけるフランジ12’の倒れ込みが抑制される。
(もっと読む)
ユニバーサル圧延機
【課題】ウエブの片側にフランジを有するT形鋼素材を精度よく圧延することのできるユニバーサル圧延機を提供する。
【解決手段】T形鋼素材のウエブを圧延する水平ロールと竪ロール23との間にT形鋼素材のフランジ厚さ方向に移動可能に配置されたフランジガイド28を有するユニバーサル圧延機において、上下一対の水平ロールの間にT形鋼素材のウエブを案内する前後一対の下側ウエブガイド24,25に、フランジガイド28と水平ロールとの間にT形鋼素材のフランジを案内するガイドバー29と、ガイドバー29を竪ロール23と平行な軸回りに回動自在に且つフランジガイド28の動きに追従して支持するガイドバー支持機構30とを設けた。
(もっと読む)
フランジを有する形鋼圧延用ガイド
【課題】フランジを有する形鋼のフランジ部先端の外側アール形成において、低コスト化と省スペース化とを可能にする。
【解決手段】フランジを有する形鋼圧延用ガイドEは、フランジを有する形鋼の最終圧延加工を行なう仕上げユニバーサル圧延機Dの出口に設けられるものであって、上ローラー11と下ローラー11とを有する上下一対のローラーを、仕上げユニバーサル圧延機の水平ロールD1の両端面に沿って設ける。上記上ローラー11と下ローラー11との内側面には、それぞれ所定の隅アールを有する角落し用の段付き部11aが設けられており、上下一対のローラーは、この角落し用の段付き部によって、フランジを有する形鋼9のフランジ部先端の外側アール部92aを形成する。
(もっと読む)
熱間圧延T形鋼およびその製造方法
【課題】引張特性と靭性に優れ、且つ安価に製造することが可能な熱間圧延T形鋼を提供する。
【解決手段】C:0.07〜0.23mass%、Si:0.10〜0.50mass%、Mn:0.4〜2.0mass%、P:0.025mass%以下、S:0.01mass%以下、Al:0.005〜0.10mass%、N:0.001〜0.008mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、且つ加工フェライトを含むフェライトとパーライトとからなり、加工フェライトの面積分率が10%以上である金属組織を有する。
(もっと読む)
T形鋼の製造設備及び製造方法
【課題】T形鋼のフランジの先端の内側角部及び外側角部の双方にRを形成することができる熱間圧延によるT形鋼の製造設備及び製造方法を提供する。
【解決手段】熱間圧延によるT形鋼の製造設備1において、エッジャ圧延機5が、フランジ22の先端の内側角部を圧下する円弧形状の内側角部57Aを少なくとも有する第1の孔型58Aと、フランジ22の先端の内側角部を圧下する円弧形状の内側角部57B及びフランジ22の先端の外側角部を圧下する円弧形状の外側角部59Bを少なくとも有する第2の孔型58Bとを備えた上下の水平ロール51a、51bを有する。更に第1の孔型58A及び第2の孔型58Bのそれぞれが粗ユニバーサル圧延機4のミルセンターに位置するようにエッジャ圧延機5をロール軸方向に移動させる移動手段7を備えている。
(もっと読む)
T形鋼の製造設備及び製造方法
【課題】T形鋼のフランジの先端の内側角部及び外側角部の双方にRを形成することができる熱間圧延によるT形鋼の製造設備及び製造方法を提供する。
【解決手段】熱間圧延によるT形鋼の製造設備1において、エッジャ圧延機5が、フランジ22の先端の内側角部を圧下する円弧形状の内側角部55を少なくとも有する孔型を備えた上下の水平ロール51a,51bを有し、仕上圧延機6の前面または後面には、フランジ22の先端面に接触する小径部72とフランジ22の外面に接触する側壁部74とを有するとともに小径部72と側壁部74との間の角部75を円弧形状とした上下のローラ7,7を設ける。
(もっと読む)
T形鋼の製造設備及び製造方法
【課題】フランジとウェブとの温度差によって発生する冷却曲りを極力小さくすることができるT形鋼の製造設備を提供する。
【解決手段】熱間圧延によるT形鋼の製造設備1であって、仕上圧延機7の前面に、被圧延材Hのフランジ22を水冷する冷却装置8が設置されている。冷却装置8は、断面略T字形のウェブ21及びフランジ22からなる被圧延材Hのフランジ外面を水冷により冷却する外面水冷ノズル8a及び/又は被圧延材のフランジ内面を水冷により冷却する内面水冷ノズルを備えている。外面水冷ノズル及び/又は前記内面水冷ノズルは、被圧延材のウェブが被圧延材を搬送するローラテーブル13に対して略水平の状態からウェブの先端とフランジ下端とが同じ高さの状態まで傾斜した場合に、ウェブのいずれの傾斜状態においても、フランジの外面及び/又は内面に向けて注水可能な位置及び向きに設けられている。
(もっと読む)
1 - 20 / 57
[ Back to top ]