
Fターム[4E002BB09]の内容
Fターム[4E002BB09]に分類される特許
81 - 100 / 115
金属板の冷間圧延方法及び冷間タンデム圧延機
【課題】設備コスト及びランニングコストを増大させること無く、低速圧延状態であっても高強度鋼板の冷間タンデム圧延における圧延スタンドの潤滑性を安定的に向上させて圧延負荷を軽減させることで、高強度鋼板の高圧下圧延を可能とする金属板の冷間圧延方法及び冷間タンデム圧延機を提供する。
【解決手段】冷間圧延前の0.2%耐力が220MPa以上の金属板を冷間タンデム圧延機により圧延する金属板の冷間圧延方法であって、少なくとも一つの圧延スタンドのワークロールが、表面の平均粗さRaが、0.2μm以上、1.0μm以下であって、前記表面の粗さが、平均粒子径200μm以下の球状粒子を用いたショットブラスト加工により付与されたものである冷間タンデム圧延機を用いる。
(もっと読む)
鋼板の調質圧延機におけるタッチマーク防止装置及びタッチマーク防止方法

【課題】鋼板をドライで圧延する鋼板の調質圧延機において、凹状サーマルクラウンに起因してワークロールに発生するタッチマークを防止して、定期組み替えを行うまでワークロールが使用できるタッチマーク防止装置、及びタッチマーク防止方法を提供する。
【解決手段】鋼板をドライで圧延する鋼板の調質圧延機において、ワークロールの板道外の表面部分に向けてロール冷却用気体を吹き付ける気体ノズルを設置した鋼板の調質圧延機におけるタッチマーク防止装置、及びそれを用いたタッチマーク防止方法。
(もっと読む)
表面平滑性に優れた低炭素鋼冷延鋼帯の製造方法
【課題】各種機械部材、電気・電子機器部品、自動車用CVTプレート材等に使用される表面の平滑性に優れた低炭素冷延鋼帯の製造方法を提供する。
【解決手段】C量0.12質量%以下の低炭素冷延鋼帯を脱脂洗浄(アルカリ脱脂法等)して鋼帯表面に付着している冷延油脂類等の汚染物を除去したうえ、焼鈍処理することなく調質圧延を行う。調質圧延はドライ方式(調質圧延油不使用)とし、ブライトロールを使用してロール表面を鋼帯に転写する。調質圧延の伸び率(ε)は0.2-1.5%とする。得られる鋼帯は表面粗度Ra0.3μm以下でバラツキの小さい高精度の平滑面を有する。
(もっと読む)
回路用銅又は銅合金箔
【課題】ハーフエッチングを施した時に平滑な表面が得られる銅又は銅合金箔を提供する。
【解決手段】板厚方向に直角な断面を観察した際に、結晶粒径及び同一方位を持つ組織の径が最大で5μm以下である回路用銅又は銅合金箔。
(もっと読む)
平版印刷版用アルミニウム合金板およびその製造方法
【課題】電気化学的粗面化処理によりさらに均一なピットが形成され一層優れた感光膜との密着性、保水性を得ることを可能とする平版印刷版用アルミニウム合金板を提供する。
【解決手段】Mg:0.1〜1.5%、Zn:0.05%を超え0.5%以下、Fe:0.1〜0.6%、Si:0.03〜0.15%、Cu:0.0001〜0.10%、Ti:0.0001〜0.05%を含有し、Mg含有量とZn含有量との関係を4×Zn%−1.4%≦Mg%≦4×Zn%+0.6%に規定し、残部アルミニウムおよび不純物からなる組成を有するアルミニウム合金板で、板表面のアルミパウダー量が0.1〜3.0mg/m2に調整されている。板表面において直径(円相当直径)0.1〜1.0μmの析出物が10,000〜100、000個/mm2分散していればなお効果的である。
(もっと読む)
平版印刷版用アルミニウム合金板およびその製造方法
【目的】一層優れた感光膜との密着性、保水性を得ることを可能とする平版印刷版用アルミニウム合金板を提供する。
【構成】Mg:0.1〜1.5%、Zn:0.5%以下、Mn:0.5%以下、Fe:0.1〜1.0%、Si:0.03〜1.0%、Cu:0.0001〜0.1%、Ti:0.0001〜0.1%を含有し、残部アルミニウムおよび不純物からなる組成を有するアルミニウム合金板で、板表面において直径(円相当直径)が30μm以上のオイルピットの数が50個/mm2以下であることを特徴とする。
(もっと読む)
銅線の製造方法および銅線の製造装置
【課題】 簡単な装置構成で棒状素材の表面に生成した酸化銅皮膜を除去できるとともに、鋳造工程等で発生した酸化銅が棒状素材の内部(表層近傍)に押し込まれた場合であっても、押し込まれた酸化銅を除去して高品質の銅線を製出することができる銅線の製造方法および銅線の製造装置を提供する。
【解決手段】 連続して棒状鋳塊21を製出する連続鋳造工程と、多段に配置された複数の圧延ロール40、50によって棒状鋳塊21を圧延して棒状素材22を得て棒状素材22をさらに圧延して銅線23を製出する連続圧延工程とを有する銅線の製造方法であって、前記連続圧延工程は、仕上圧延ロール34にて前記銅線の表面を成形する仕上圧延工程と、該仕上圧延工程の前に、圧延研磨ロール35にて前記棒状素材を圧延しつつ研磨する圧延研磨工程とを有することを特徴とする。
(もっと読む)
転写ロールの製造方法
【課題】装飾性や塗装鮮映性の向上等を目的として、金属板の表面に転写する凹凸パターンを、正確に低コストで実現することができる転写ロールの製造方法およびこの製造方法を用いた転写ロールを提供する。
【解決手段】 金属板の表面に凹凸パターンを転写する転写ロール1a、1bを、圧延用ロール2の表面に線径が50μm以下の高強度極細線3を、その一端側をロール端部に固定した後、ロール周方向に、極細線3が互いに接触するよう張力を付与しながらロール軸方向に順次巻付けた後、圧延ロール2の他端側に固定して形成するようにしたのである。リソグラフィ加工に比べて極めて簡便にロール表面に凹凸形状を形成することができる。この凹凸形状の凸部の先端形状は円形で摩耗損傷しにくく、極細線3の巻替えのみで摩耗が進行した凹凸形状を更新でき、ロール寿命も向上し、ロール加工コストが低減する。
(もっと読む)
光輝表面仕上げおよび優れた機械的特性を有するオーステナイトステンレス鋼ストリップ
本発明は、600MPa以上である弾性限界RP0.2、800MPa以上のである破断荷重Rm、40%以上のである伸度A80および光輝焼鈍しタイプの光輝表面仕上げを有するオーステナイトステンレス鋼ストリップに関する。本発明はまた、前記オーステナイトステンレス鋼ストリップを連続的に作成するための方法に関する。 (もっと読む)
1次冷延シャドウマスク鋼帯の製造方法
1次冷延シャドマスク鋼帯における化学成分、製造工程、パラメータによって得られる、材質性能に優れ、表面の縦筋が著しく減少し、消滅でき、さらに板の形状が良好で生産性が高く、生産コストが低下できるカラーフラウン管用1次冷延シャドマスク鋼帯を提供する。
1次冷延シャドウマスク鋼帯の製造方法は、精錬・鋳造・熱延した後、温度880〜900℃で最終熱延し、温度510〜610℃で巻取る工程、酸洗・冷延する工程、トリミングカット・ラインを用意し、周辺傷、バールなどの周辺部の欠陥を消滅して縁取る工程、加熱段と均熱段の板温が675〜695℃の範囲に制御し、20〜35s均熱する連続焼鈍を施す工程、ダブルスタンド六ハイスキンパッシングミルによりスキンパッシングする工程を付与する。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
銅張積層基板用高光沢圧延銅箔
【課題】低歪み屈曲負荷が繰り返しかかる条件下でも疲労特性に優れ、屈曲疲労寿命が長くばらつきの小さい圧延銅箔を提供する。
【解決手段】冷間圧延で形成された表面において、圧延平行方向の光沢度Gs(60°)が150%以上である耐屈曲性に優れた圧延銅箔であって、200℃で30分で加熱すると、圧延面のX線回折で求めた(200)面の積分強度(I)の、微粉末銅の(200)面の積分強度(I0)に対する割合I/I0が20以上であり、好ましくは最大高さRyが2.0μm以下、屈曲疲労寿命が20万回以上、厚みが35μm以下である圧延銅箔。
(もっと読む)
乾式調質圧延におけるロールの溶損防止装置および方法
【課題】 信頼性に優れた溶損防止装置および溶損防止方法を提供する。
【解決手段】 乾式調質圧延設備を構成するロール2の溶損を防止するための装置であって、前記ロール2の表面における、ロール軸線に沿う近接対向部位にある測定領域5の温度を赤外線センサで測定する温度測定手段と、前記温度測定手段によって測定された前記温度を用いてロール2の溶損を予測する予測手段を備えた溶損防止装置とする。
(もっと読む)
銅張積層基板用低光沢圧延銅箔
【課題】 高歪み折り曲げ負荷が繰り返しかかる条件下でも疲労特性に優れ、折り曲げ疲労寿命が高くばらつきの小さい圧延銅箔を提供する。
【解決手段】 冷間圧延で形成された表面において、圧延平行方向の光沢度(JIS Z8741準拠)でGs(60°)が250%未満である耐折性に優れた圧延銅箔であって、200℃で30分で加熱すると、圧延面のX線回折で求めた(200)面の積分強度(I)の、微粉末銅の(200)面の積分強度(I0)に対する割合I/I0が20以下であり、好ましくは最大高さRyが2.0μm以下、圧延平行方向に採取した後200℃で30分にて加熱した試験片を用いたFPC耐折性試験において、折り曲げ疲労寿命(JIS C5016準拠)が200回以上、厚みが35μm以下である圧延銅箔。
(もっと読む)
熱延鋼板の調質圧延方法
【課題】本発明は、スケール剥離を従来より生じ難く、且つ密着性に優れた熱延鋼板とする熱延鋼板の調質圧延方法を提供することを目的としている。
【解決手段】鋼鋳片を熱間圧延して熱延鋼板とした後、コイル状に巻き取り、冷却してから再度巻き戻して調質圧延する方法を改良した。それは、前記鋼鋳片のSi含有量を0.10質量%以下とし、前記熱間圧延時の最終仕上げ圧延温度を900℃以下とし、さらにコイル状に巻き取る際の温度を640℃以下とした上で、前記調質圧延ラインにおいて、ワークロール交換後の累積ロール通板量が1000トンになるまでの間に、前記熱延鋼板を調質圧延するものである。
(もっと読む)
放熱板およびその製造法
【課題】Pbフリーはんだを適用した場合に、はんだボイドの生成が顕著に抑制され、高い接合面強度が安定して発揮される半導体装置用の放熱板を提供する。
【解決手段】板の圧延方向をL方向、圧延方向と板厚方向とに垂直な方向をT方向と呼ぶとき、オーバーハング部を有し且つL方向の径が3μm以上である窪みが、L方向に50μm以上の長さX(μm)にわたって、下記(A)に従うL方向の密度で連なって形成される「筋状カブリ」の存在密度が、T方向1mmあたりに3本以下である銅または銅合金の板からなる半導体装置用の放熱板。(A)前記長さXの中に存在する各窪みのL方向の径を合計した値をDTOTAL(μm)とするとき、下記(1)式を満たすこと。
DTOTAL/X>0.1 ……(1)
(もっと読む)
フランジ外面突起付H形鋼の圧延方法
【課題】縞成形ロールの圧下を強くすることなく、突起高さの均一化を図ることができるフランジ外面突起付H形鋼の圧延方法を提供する。
【解決手段】フランジ外面突起付H形鋼1のフランジ外面22に縞状の突条30を成形する中間圧延機の縞成形ロール300の外面302には断面台形の円周方向の溝330が複数箇所に設けられ、円周方向の溝330の深さは、中間製品1bのフランジの下端21または上端23から20〜50mmの位置に相当する位置で、これ以外の位置より0.1〜0.5mm深くなっている。 さらに、縞状の突条30を分断して突起40を成形する最終圧延機の突起成形ロール400の外面402には断面台形の軸方向の溝440が複数箇所に設けられ、外面402は軸心404に対して僅かに傾斜して上方に拡大した略円錐台状を呈している(片側のテーパ角度が0.1〜0.3°)。
(もっと読む)
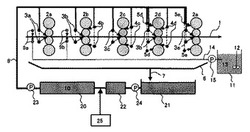
溶融めっきされた熱間圧延スチールストリップを制御により減厚させる方法及び当該方法で使用される装置
本発明は熱間圧延されたスチールストリップを溶融めっきするための方法に関し、スチールストリップは酸洗いステーション、すすぎステーション、乾燥ステーション、加熱炉及び次に融解浴を通過する。溶融めっきスチールストリップの最終厚さ及び厚さ許容差が加工ラインの圧延機スタンドにおける制御された減厚によって実現される。ここで、圧延機スタンドの出口に位置した少なくとも1つの厚さゲージが最終厚さが実現されたかをチェックし、これより上方又は下方のずれが圧延機スタンドの調節のために制御信号としてフィードバックされ、それで減厚が対応して増加又は減少する。本発明は前記スチールストリップを製造するための装置にも関する。 (もっと読む)
プレス加工用銅又は銅合金板条
【課題】 銅又は銅合金板条に対して、有機化合物防錆処理を行いながらも、プレス加工時においてふき取りパッドに緑粉が堆積することを防止し、これにより、変色防止と防食を行うと同時に、プレス生産性を向上できる銅又は銅合金板条を提供することを目的とする。
【解決手段】 銅と反応してカルボン酸塩を生成する有機化合物防錆皮膜が表面に形成された銅又は銅合金板条であって、基材である銅又は銅合金板条の3次元表面粗さ測定における度数分布図の半値幅が0.2μm以上であることとし、銅又は銅合金板条の表面に存在する凹凸の大きさのばらつきを抑制し、銅又は銅合金板条表面と前記ふき取りパッドとの間の摩擦あるいは摩耗を低減して、ふき取りパッドに緑粉が堆積することを防止する。
(もっと読む)
粗面を有する金属箔の製造方法およびそれを用いて製造してなる粗面を有する金属箔
【課題】 使用する圧延ロールの表面粗さに依存することなく、所望の厚さの粗面を有する金属箔を製造する方法、および大きな表面粗さを有する金属箔を提供する。
【解決手段】 任意の表面粗さを有する圧延ロールを用いて金属板を圧延して表面を粗面化した後、金属板の両面に有機樹脂を被覆し、次いで金属板が所定の厚さの金属箔になるように有機樹脂被覆金属板を再圧延した後、両面の有機樹脂を剥離して安定して粗面を有する金属箔を得る。
(もっと読む)
81 - 100 / 115
[ Back to top ]