
Fターム[4E002BD08]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 加熱・保熱 (300)
Fターム[4E002BD08]に分類される特許
281 - 300 / 300
快削鋼およびその製造方法
【課題】鉛を用いることなしに、圧延ままで、切り屑形状や表面粗度等の被削性に優れ、しかも工具寿命にも優れた快削鋼を得る。
【解決手段】C:0.05質量%未満、Si:0.05質量%以下、Mn:0.1〜4.0質量%、S:0.15〜0.5質量%、Nb:0.010〜0.060質量%およびO:0.0090〜0.0300質量%を含有し、残部はFeおよび不可避的不純物の組成にすると共に、鋼材の表面硬さをビッカース硬さHvで120〜140とする。
(もっと読む)
2つの鋳造ライン及び単一の連続圧延ラインを用いた熱間極薄鋼帯の製造方法及び製造ライン
本発明は、厚み100mm以下の薄いスラブ製造用の2つの鋳造ライン(a)及び(b);該鋳造ライン(a)と直列に配置されてなる仕上用圧延機(g);マンドレルを有する、2組の加熱炉(A1、A2及びB1、B2)、但し各組の加熱炉はそれぞれ鋳造ライン(a)及び(b)のどちらかと関連して配置されている;及び1組の加熱炉(A1)と(A2)との間に設けられたバイパス経路(d)であって、その下流に配置された仕上用圧延機(g)での連続圧延を可能にするバイパス経路(d)含む、熱間鋼帯を製造するための製造ラインに関する。マンドレルを有する加熱炉(B1)及び(B2)を、横断経路(k)に沿って、圧延ライン(g)と直列に配置されてなる鋳造ライン(a)に移動させ、そして元の位置に戻すことで、鋼帯をバッチ的に製造することができる。さらに、誘導炉(f)が、仕上圧延装置(g)の上流に配置されている。また、上記の製造ラインを用いた製造方法にも関する。  (もっと読む)
(もっと読む)
薄い金属ストリップの連続生産のための工程及び装置
本発明は、薄い金属ストリップの、具体的には、金属溶融物から直接、ロールキャスティング装置を使用するロールキャスティング工程の後に<10mmの鋳造ストリップの厚みを有する鋼のホットストリップを連続生産するための工程及び装置に関する。連続鋳造された40〜300mmの鋳造厚みの薄いスラブから、従来技術に従った圧延装置を使用して熱間圧延された金属ストリップの生産において現在達成することができるものに匹敵する、望ましい平坦度の許容誤差を有する熱間圧延された、高品質の金属ストリップを、金属溶融物から直接開始し、記載された薄い鋳造されたストリップ厚みで、連続生産工程における本発明によって生産するために、平坦度測定が移動する金属ストリップ上で行われ、この平坦度測定の測定結果が、目的とされた方法で金属ストリップの平坦度に影響を与えるために使用されることが提案されている。 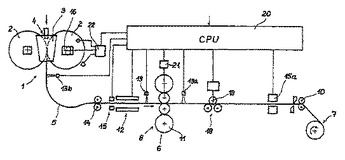 (もっと読む)
(もっと読む)
圧延装置

【課題】従来の加熱圧延ロールにより圧延すると、被圧延物にワレや反りが発生したりする問題がある。
【解決手段】温度設定が可能な二つの加熱装置を上下にして合わせて設置し、その下流側に温度設定が可能なヒータを内蔵した圧延ロールを設け、その下流側に冷却装置を設けたことを特徴とする。
(もっと読む)
深絞り用冷延鋼板用および表面処理鋼板用熱延原板の製造方法
【課題】 熱延工程の仕上げ圧延前に粗大なMnSやTi4C2S2を多く析出させ、通常の連続焼鈍工程でも安定して深絞り性が改善出来、かつ連続焼鈍工程の負荷を軽減出来きる深絞り用冷延鋼板および表面処理鋼板に適用する熱延鋼板の製造方法を提供すること。
【解決手段】 低炭アルミキルド鋼またはTi添加IF鋼において、粗圧延後で、かつ加熱炉を出てから180秒から360秒迄に温度範囲850℃〜950℃の範囲に保持し、その後均熱ヒータでAr3〜1200℃以下に加熱した後に、400mpm以上で仕上げ圧延する。
(もっと読む)
電解コンデンサ用アルミニウム硬質箔用薄板の製造方法
【課題】 管理元素数が少なく、高い静電容量の得られる電解コンデンサ用アルミニウム硬質箔用薄板の製造方法を提供する。
【解決手段】 質量で、Cu:5〜20ppm、V+Cr+Ni+Zr:1〜6ppm、かつNi+Zr:0.05〜1.5ppm、残部:Alおよび不可避的不純物、かつAl:箔質量の99.98%以上であり、Feを含む金属間化合物の最大径が20nm以下であり、単体SiおよびSiを含む金属間化合物が23万倍で観測して実質的に検出されない硬質箔の素材としての薄板の製造方法は、上記組成のスラブを温度530〜570℃に3時間以上加熱保持して均質化処理した後、複数パスの熱間圧延により、最終パスF1およびその1パス前の最終直前パスF2において、温度385℃以上の火延板を最終直前パスF2により温度275〜320℃の火延板とし、次いで最終パスF1により温度230℃以下の火延板とした後、冷間圧延する。
(もっと読む)
高Ni合金鋼の熱間加工方法

【要 約】
【課 題】 高Ni合金鋼の連鋳スラブを可及的均一に加熱することによって熱応力割れの発生を抑制するとともに、加熱した連鋳スラブを熱間加工する際にエッジ割れの発生を抑制できる熱間加工方法を提供する。
【解決手段】 Niを25.0〜85.0質量%含有する高Ni合金鋼の連鋳スラブを熱間加工する方法であって、当該連鋳スラブを加工するのに先立って加熱するに際し、VT=12−2×(H/250 )2 で算出されるVT値以下の昇温速度(℃/分)で加熱する。
(もっと読む)
高Ni合金鋼の熱間加工方法
【要 約】
【課 題】 高Ni合金鋼の連鋳スラブを可及的均一に加熱することによって熱応力割れの発生を抑制するとともに、加熱した連鋳スラブを熱間加工する際にエッジ割れの発生を抑制できる熱間加工方法を提供する。
【解決手段】 Niを25.0〜85.0質量%含有する高Ni合金鋼の連鋳スラブを熱間加工する方法であって、連鋳スラブを加工するのに先立って加熱する際に、連鋳スラブ内温度の最大値と最小値の差を 200℃以内とする。
(もっと読む)
溶接性および靱性に優れた引張り強さ550MPa級以上の高張力鋼材およびその製造方法
【課題】 溶接熱影響部の強度と靭性を同時に母材と同等に高めることのできる、引張り強さ550MPa級以上の高張力鋼材およびその製造方法を提供する。
【解決手段】 質量%で、C=0.005〜0.10%、W=0.10〜3.0%、Nb=0.010〜0.080%、V=0.010〜0.50%を含有し、Tiを0.005%未満に制限し、EC=2[C]−[Nb]/9−[V]/12>0.020を満たし、鋼材中に含まれるWの析出量が、定電位電解抽出残渣を蛍光X線分析によって定量分析して得られる分析値において0.0050%以下であり、鋼の断面における組織構成の60%以上がベイナイト組織であることを特徴とする、溶接性および靱性に優れた引張り強さ550MPa級以上の高張力鋼材、およびその製造方法である。
(もっと読む)
サンドイッチ鋼板
本発明が対象とするのは、融点がTpの金属板外装面二枚(1、1’)と、融点Taの金属製芯(4)であり、該融点TaはTpと等しくても異なっていてもよく、芯(4)の密度は各外装面(1、1’)の密度を下回り、芯(4)と各外装面(1、1’)は、Ta及びTpを下回る融点Tmの金属結合剤(3、3’)で結合されている金属製芯(4)とからなり、成形作業と溶接作業に適していて、高温での耐性が優れている、サンドイッチ鋼板(2)である。本発明はまた、そのようなサンドイッチ鋼板(2)の製造法並びに自動車分野におけるその使用法も対象にしている。  (もっと読む)
(もっと読む)
金属ストリップを製造する方法および装置
本発明は、金属ストランド、特に薄肉スラブが炉(3,3a,3b)内で所望の温度まで上げられ、および/または所望の温度で保持され、かつ金属ストランド(1)の移送方向(R)で炉(3,3a,3b)の後方において圧延ライン(4)内で圧延工程を受ける様式の装置(2)内で金属ストリップ(1)を製造するための方法に関する。さらに本発明は金属ストリップを製造するための方法に関する。炉の後方領域内におけるデスケーリングを防止するために、本発明によれば、金属ストランド(1)は炉(3,3a,3b)領域(5)内での滞留時に少なくとも一回のデスケーリング作業を受ける。さらに本発明は金属ストリップを製造するための装置に関する。  (もっと読む)
(もっと読む)
温間制御圧延により大ひずみが導入された金属線材、およびその製造方法と製造装置
【目的】 二次加工用または三次加工用の金属線材に特別な熱処理を施さなくても、優れた強度と延性を付与するとともに、従来得られていない程度の大単重の金属細線を生産効率よく製造する方法および装置を提供する。
【構成】 温間温度範囲内に制御された金属線材を複数基の孔型ロール圧延機により、真ひずみが少なくとも0.25以上になるように連続的に圧延することにより金属線材に大ひずみを形成する。
(もっと読む)
キャップ用アルミニウム合金板の製造方法
【課題】絞り成形時に印刷文字が曲がったりしない、耳率の小さいキャップ用Al合金板を製造する。
【解決手段】Mgを1.0〜2.2質量%(以下、%と記す。)、Feを0.1〜0.3%、Mnを0.05%以下、Siを0.2%以下、Cuを0.2%以下含有し、残部がAlと不可避不純物からなるAl合金に、均質化処理を490℃以上、前記アルミニウム合金の融点未満の温度で1時間以上施し、次いで熱間圧延を終了温度310℃以上、総圧延率90%以上で施した上で、熱間圧延板の横断面における再結晶率を80%以上とし、次いで前記熱間圧延板に冷間圧延を総圧延率30%以上で施したのち、中間焼鈍を100℃/分以上の急速加熱を含む420〜550℃の温度で施し、次いで仕上圧延を総圧延率30〜65%で施す。必要に応じて安定化処理を150〜250℃の温度で施す。
(もっと読む)
高強度熱延鋼板製造設備。
【課題】 薄スラブ連鋳直送熱延プロセスを適用して、表面性状、形状寸法及び内部組織が優れ、品質が良好なものを、安定して効率よく低コストで製造できる高強度熱延鋼板及び薄物熱延鋼板の製造設備を提供する。
【解決手段】 薄スラブを鋳造する連続鋳造機と、連続鋳造機の出側に配置し、薄スラブを搬送するローラテーブルと薄スラブを加熱・均熱する加熱装置とを備えたトンネル炉と、デスケーリング装置と、熱間圧延機と、高冷却設備と、空冷ゾーンに兼用若しくは切替可能であり、高速シャー及び切替コイラからなる近方巻取設備と、緩冷却設備または高冷却設備と、遠方巻取設備を備えた熱延鋼板製造設備で、高強度熱延鋼板および薄物熱延鋼板の製造設備として兼用可能。
(もっと読む)
表面性状に優れた鋼板およびその製造方法
【課題】 粗圧延時のスラブコーナー部近傍におけるスケール残りに起因する表面欠陥がなく、しかも製造コストも低い表面性状に優れた鋼板およびその製造方法を提供する。
【解決手段】 mass%で、C:0.1%以下、Si:1%以下、Mn:0.1〜2.5%、S:0.03%以下を含有し鋼板の表面粗さRzが10μm未満である鋼板。もしくは、mass%で、C:0.1%以下、Si:1%以下、Mn:0.1〜2.5%、S:0.03%以下を含有し、鋼板の表面粗さRzが10μm以上である領域の鋼板幅方向での幅が1mm未満であり、前記領域以外の領域の鋼板の表面粗さRzが10μm未満である鋼板。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。 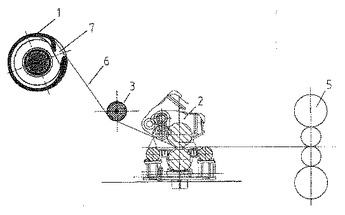 (もっと読む)
(もっと読む)
極厚鋼板の製造方法
【課題】連続鋳造スラブや、連続鋳造スラブを予備圧延した鋼板を圧下比2未満で、板厚200mm以上の内質が均一な極厚鋼板とする製造方法を提供する。
【解決手段】複数の鋼片を、重ね合わせる面の黒皮を除去して重ね合わせ、界面を真空状態とした後、周囲を溶接して組立てた複合スラブまたは、周囲を溶接後、界面を真空状態として組立てた複合スラブを熱間圧延前に1100℃以上に加熱後、圧下比2未満で熱間圧延し、必要に応じて徐冷BOXまたは保温材を用いて冷却する冷却時間tが下記式を満足する。t≧(Ra)2/0.15 但し、t:圧延終了後、500℃までの冷却時間(sec)、Ra:黒皮除去後の鋼片表面の中心線平均粗さ(μm)とする。熱間圧延後、更に50MPa以上の静水圧を付加する場合は冷却時間tをt≧(Ra)2/0.6とする。
(もっと読む)
純モリブデンまたはモリブデン合金薄帯の製造方法
【課題】 材料を使用する際の作業効率が高く、できるだけ安価な長尺の純モリブデンまたはモリブデン合金薄帯を提供する。
【解決手段】 純モリブデンまたはモリブデン合金薄帯の製造方法において、厚さ0.5〜5.0mmの純モリブデンまたはモリブデン合金板を素材とし、該素材同士を溶接後、250〜600℃に加熱して総圧下率10〜90%の温間圧延を行う工程を含む純モリブデンまたはモリブデン合金薄帯の製造方法である。好ましくは、温間圧延後に700〜1100℃での軟化焼鈍を行う純モリブデンまたはモリブデン合金薄帯の製造方法である。
(もっと読む)
低温靱性に優れた超高強度ラインパイプ用鋼板及び鋼管並びにそれらの製造方法
【課題】現地溶接部の低温靭性及び長手方向の耐破壊特性の両立を可能にする超高強度ラインパイプを提供する。
【解決手段】質量%で、C:0.03〜0.07%、Si:0.6%以下、Mn:1.5〜2.5%、P:0.015%以下、S:0.003%以下、Ni:0.1〜1.5%、Mo:0.15〜0.60%、Nb:0.01〜0.10%、Ti:0.005〜0.030%、Al:0.06%以下を含み、更に、所要量のB、N、V、Cu、Cr、Ca、REM、Mgの1種又は2種以上を含有して残部が鉄及び不可避的不純物からなる鋼板を突き合わせて溶接した鋼管であって、2.5≦P≦4.0で、Hv-ave(母材部の肉厚方向の平均ビッカース硬さ)/C量で決まるマルテンサイト硬さHv-M(Hv-M=270+1300C)との比(Hv-ave)/(Hv-M)が0.8〜0.9で、引張強さTS-Cが900〜1100MPaであることを特徴とする低温靱性に優れた超高強度ラインパイプ。
P=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+(1+β)Mo-1+β(B≧3ppmではβ=1、B<3ppmではβ=0)
(もっと読む)
加工性に優れ、かつ加工性の幅方向での変動が少ない薄鋼板の製造方法
【課題】 寸法精度の厳しいプレス加工用途にも適合し得る、加工性に優れ、かつ加工性の幅方向で均一な薄鋼板の製造方法を提供すること。
【解決手段】 重量%にて、C:0.2%以下、Si:2.0%以下、Mn:3.0%以下、P:0.2以下、S:0.05%以下、O:0.004%以下、sol.Al:0.01〜0.1%、N:0.02%以下を含有する連続鋳造スラブを再加熱後または直接熱間圧延するに際して、Ar3以上で圧下率70%以上で1次圧延を施し、鋼帯全体をAr3+10℃〜1150℃の範囲内で再加熱し、その再加熱の前または後またはその両方で鋼帯の幅方向エッジを100℃以下で加熱し、Ar3点以上の温度で80%以上の圧下率にて2次圧延を施し、その終了温度をAr3〜Ar3+30℃の範囲内とし、引き続き750℃以下の温度で巻き取る。
(もっと読む)
281 - 300 / 300
[ Back to top ]