
Fターム[4E002BD20]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | その他 (164)
Fターム[4E002BD20]に分類される特許
161 - 164 / 164
ガス状または液体状の処理媒体のためのノズルを有する、金属の圧延材、特に圧延ストリップを冷間圧延するための方法およびロールスタンド
【解決手段】 ガス状または液体状の処理媒体のためのノズルを有する、金属の圧延材1、特に圧延ストリップ1bの冷間圧延のための方法およびロールスタンドであって、この方法の場合、この圧延材1が、可塑的な形状変化のための処理温度のもとで、ワークロール対2;3の圧延ロール間隙40を通って貫通案内され、これらワークロール2;3の側面2a;3a、及び/または圧延ロール間隙40、及び/または圧延材1に向かって、潤滑、冷却、洗浄のため、および、圧延ロール間隙40及び/または圧延材1に対する不活性化のための、それぞれに個別のノズル列6a〜22bから成る、噴射流グループにおいて、極低温の不活性ガス41、常温のもとでの不活性ガス41a、潤滑剤エマルジョン42、または混ぜ合わされた圧延油43、または、油を含有しない残留物無く気化する炭化水素から成る媒体噴射流がそれぞれに供給される、というやり方で、圧延材表面の改善と並んで、極低温冷却された媒体の供給の際に、圧延材および圧延ロールの潤滑、および表面保護を、圧延力の低下により可能にする。  (もっと読む)
(もっと読む)
圧延ラインのロールスタンド内におけるロールセットを交換するための方法および装置
【解決手段】 圧延ライン1の、ロールスタンド2、3、4内におけるロールセット5、6を交換するための方法および装置は、多数の別個の横方向位置移動車両9、10、11を設けており、その際、個別の摩耗したワークロールセット6が、唯一の結合軌道の上で、唯一の牽引機関部によって、ロール整備場内へと走行され、および、新しいワークロールセット6aが、組み込み位置内へと運び戻され、且つ、ロールスタンド2、3、4の手前で間隙12が形成されている間に、取り出されたバックアップロールセット5がクレーンによってこのロール整備場内へと移送され、且つ帰還移送される。 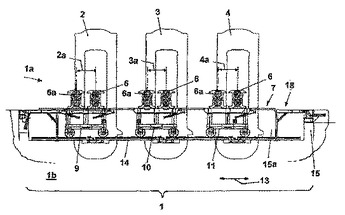 (もっと読む)
(もっと読む)
インラインで熱処理及び焼鈍を行なうアルミニウム合金板材の製造方法

インラインの連続的プロセスでアルミニウム合金板材を製造する方法である。連続鋳造されたアルミニウム合金ストリップを、選択的にクエンチングし、熱間又は冷間で圧延し、焼鈍又は熱処理をインラインで行ない、選択的にクエンチングし、望ましくはコイリングし、所望のゲージに達するまで、追加の熱間、温間又は冷間の圧延工程を施す。この方法を用いることにより、所望の特性を有するT質別又はO質別のアルミニウム合金板材を、これまでよりはるかに短い時間で製造することができる。 (もっと読む)
特に冷間圧延金属板の周縁領域において、制御可能な形で引張り応力分布を形成するための方法及び設備
この発明は、不利な結果である生産性を低下させる板の割れをもたらす大きすぎる応力の形成と板周縁部の割れの危険性を低減することと、比較的速い板の進行速度でも板の表面及びその平坦性を改善することと、板のサイドカット幅を低減することとを目的として、金属板(16)、特に金属箔の冷間圧延の際に、特に周縁領域において、制御可能な形で引張り応力分布を形成するための方法と設備に関する。そのために、a)ワークロールにおいて、その入口側での潤滑剤の投入とその出口側での冷却剤の投入とによって、潤滑と冷却とを分離する措置と、b)「ホットエッジスプレイ」、特にゾーンに分けて異なる温度範囲の圧延油を吹き付ける(21)ことによって、板周縁部に対して、更に作用を加える措置と、c)粗延べ時に、ワークロール(12,12’)の特殊なカット面形態を用いて、板周縁部の領域に部分的な材料構造を形成させて、その構造が、それ以降の圧延時に、板周縁部を延ばすとともに、大きな応力が生じる危険性に対抗して作用することとなる措置との中の少なくとも一つの措置を用いる、或いは少なくとも二つの措置を組み合わせて用いる。  (もっと読む)
(もっと読む)
161 - 164 / 164
[ Back to top ]