
Fターム[4E002BD20]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | その他 (164)
Fターム[4E002BD20]に分類される特許
21 - 40 / 164
マグネシウム合金コイル材

【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
ウェブ押上げ装置

【課題】T形鋼のウェブをウェブ押上げローラにより上方に押上げてT形鋼の曲がりを矯正するときにウェブ押上げローラとの擦れ合いによる擦り疵がT形鋼のウェブに発生することを防止することのできるウェブ押上げ装置を提供する。
【解決手段】ウェブ押上げ装置20は、T形鋼11のウェブ111を上方に押上げるウェブ押上げローラ21と、ウェブ押上げローラ21を回転自在に支承するローラ支承軸22と、ローラ支承軸22を介してウェブ押上げローラ21を水平に支持するローラ支持架台23と、ローラ支持架台23を介してウェブ押上げローラ21を昇降駆動するローラ昇降機構24とを備えている。ウェブ押上げローラ21はローラ支承軸22の軸方向に移動可能に設けられている。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
冷延鋼板の製造方法
【課題】鋼中の非金属介在物に起因する表面欠陥に対する品質管理を行うにあたり、歩留まりや生産性の低下の少ない冷延鋼板の製造方法を提供する。
【解決手段】欠陥検出装置により検出されるスラブ中に存在する非金属介在物の大きさおよびスラブ表面からの深さ方向位置と、前記スラブを冷延鋼板とした時に前記非金属介在物が表面欠陥となるかどうかとの関係を予め求めておき、前記欠陥検出装置によるスラブ中の非金属介在物の検出結果を基に品質管理を行う冷延鋼板の製造方法;ここで、非金属介在物の大きさとは非金属介在物のスラブ幅方向の最大長を、非金属介在物のスラブ表面からの深さ方向位置とはスラブ表面と非金属介在物表面との最短距離を表す。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
マグネシウム合金圧延板の矯正方法および矯正機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とする矯正方法、矯正機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、繰り出された圧延板を加熱した状態で複数のロールにより矯正する温間矯正工程と、前記矯正された板材を巻き取る巻き取り工程とを有するマグネシウム合金の矯正方法であって、前記温間矯正工程の前に、前記繰り出された圧延板の両側端部を連続的に裁断する端部除去工程を備えるようにした。
(もっと読む)
多孔金属箔のロール成形方法及びその方法で成形したコイル状多孔金属箔
【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形方法及びその方法で製造された金属箔の提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
鋼帯の連続処理設備及びフリーループ設備における通板方法
【課題】鋼帯の破断を抑制することが可能な、鋼帯の連続処理設備及びフリーループ設備における通板方法を提供する。
【解決手段】未溶接鋼帯22の長手方向の端部同士を溶接して連続した鋼帯24を形成する溶接機と、溶接機よりも下流側に配置され、連続して通板される鋼帯24を自重により垂れ下がった状態で支持しながら移動させるフリーループ設備を備える連続処理設備であって、フリーループ設備の上流側に、鋼帯24における溶接部分30近傍の少なくとも一部の断面積を減少させる断面積減少部形成設備を備える。
(もっと読む)
金属の鋳造及び圧延をするための装置及び方法
本発明は、本質的に、金属の鋳造及び圧延をするための装置及び方法に関する。少なくとも、スラブを鋳造するための第1の鋳造ライン及び第2の鋳造ラインと、鋳造したスラブを圧延するための圧延ラインとが設けられ、第1の鋳造ラインが、水平型の薄スラブ鋳造装置(1)として形成されており、この水平型の薄スラブ鋳造装置が、溶湯用の少なくとも1つの供給容器(5)と、この少なくとも1つの供給容器(5)の鋳造方向後方に水平に延在する移送ベルト(6)とを有し、第2の鋳造ラインが、同様に水平型の薄スラブ鋳造装置(1)として形成されている、及び/又は、垂直型の薄スラブ鋳造装置(2)として形成されており、この垂直型の薄スラブ鋳造装置が、スラブを垂直鋳造するための少なくとも1つの鋳型(4)と、垂直鋳造したスラブを水平な姿勢に曲げて矯正するための曲げ矯正装置(7)とを有し、少なくとも2つの鋳造ラインの後に、鋳造したスラブを圧延するための圧延ライン(11)が配設されており、少なくとも2つの鋳造ラインが、少なくとも2つの鋳造ラインのそれぞれ一方によって鋳造したスラブを圧延ライン(11)に供給できるように形成されている。 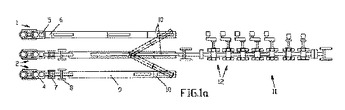 (もっと読む)
(もっと読む)
引張強さが1500MPa以上の高強度鋼板およびその製造方法
【課題】圧延方向および圧延直角方向の曲げ性および耐遅れ破壊特性に優れた引張強さが1500MPa以上の高強度鋼板およびその製造方法を提供する。
【解決手段】フェライトと炭化物が層をなしており、炭化物のアスペクト比が10以上で、かつ、前記層の間隔が50nm以下である層状組織が組織全体に対する体積率で65%以上である。さらに、炭化物のうちアスペクト比が10以上かつ圧延方向に対して45°以内の角度を有している炭化物の分率が面積率で30%以上60%以下である。上記鋼板は、パーライト組織を主相とし、残部組織におけるフェライト相が組織全体に対する体積率で20%以下であり、パーライト組織のラメラ間隔が500nm以下である組織を有し、ビッカース硬さがHV200以上の鋼板に対して、圧延方向を90°回転させて圧延を繰り返し行うクロス圧延にて圧延率:70%以上で冷間圧延を施すことで得られる。
(もっと読む)
厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法及びその製造ライン
【課題】厚鋼板の長手方向の温度分布が予定したものにすることを目的とする。
【解決手段】矯正装置1と、誘導加熱装置2とをライン上に備えた厚鋼板の熱処理装置において、誘導加熱装置2の出側に該誘導加熱装置により熱処理された厚鋼板5の変形又はスリップを防止するための所定の圧下力を有する押しつけロール3を搬送ロール4に対向させて設ける。熱処理により厚鋼板5が変形したとしても、その厚鋼板5の変形は押しつけロール3によって矯正されるため、目標の搬送速度が維持されることとなり、加熱時間も一定となって厚鋼板5がその長手方向において目標の温度で加熱される。厚鋼板5の変形は、押しつけロール3によって矯正されるため、誘導加熱装置2を用いても、厚鋼板5の搬送が阻害されることなく目標とする熱処理を行うことができ、厚鋼板5をより高い生産性で安定製造することができる。
(もっと読む)
レールの製造方法
【課題】本発明の好適な実施形態は、上記のような従来技術における課題を解決し、簡便で、かつ冷却後の曲がりを低減できるレールの製造方法を提供することを目的とする。
【解決手段】このレールの製造方法は、鋼片をレール形状に熱間圧延し、常温まで冷却するレールの製造方法において、冷却過程の少なくとも400〜250℃の間を、保温や加速冷却をせずに、正立状態で自然冷却する。
(もっと読む)
圧延芯材の製造方法
【課題】コイル材の幅方向中央部のブリッジ部を残して、その以外の部位にスリッターローラにてスリット加工を施す際に、各スリットのブリッジ部側端部でのクラックの発生につながるような非正規破断面の発生を防止する。
【解決手段】一対の鋸歯状のスリッターローラ5,6を噛み合わせて、それらのスリッターローラ5,6同士の間に、圧延芯材となるべき所定幅寸法のコイル材Wを供給する。コイル材Wの幅方向中央部にブリッジ部を残して、その以外の部位にスリッターローラ5,6にてスリット加工を施して、未拡開状態のスリットを形成する。スリッターローラ5,6には、ブリッジ部を切り残すために刃の一部を欠損させるようにして断面円弧状または半円状の凹状溝部13,14を形成しておく。
(もっと読む)
フランジを有する形鋼圧延用ガイド
【課題】フランジを有する形鋼のフランジ部先端の外側アール形成において、低コスト化と省スペース化とを可能にする。
【解決手段】フランジを有する形鋼圧延用ガイドEは、フランジを有する形鋼の最終圧延加工を行なう仕上げユニバーサル圧延機Dの出口に設けられるものであって、上ローラー11と下ローラー11とを有する上下一対のローラーを、仕上げユニバーサル圧延機の水平ロールD1の両端面に沿って設ける。上記上ローラー11と下ローラー11との内側面には、それぞれ所定の隅アールを有する角落し用の段付き部11aが設けられており、上下一対のローラーは、この角落し用の段付き部によって、フランジを有する形鋼9のフランジ部先端の外側アール部92aを形成する。
(もっと読む)
金属板用面削装置
【課題】元材の形状如何によらず、カッターを駆動するモータ負荷を一定にし、その上で仕上げ寸法を一定とすることの可能な面削装置を提供する。
【解決手段】走行する長尺の金属板の両側面、上面及び下面を連続的に面削装置において、負荷検出手段によって検出したカッターを回転させるための駆動手段の電流値又は電力値に基づいて、金属板を上下面から挟持するように配置され、前記金属板を連続的に搬送するためのフィードロールの回転速度3を変化させた。
(もっと読む)
厚鋼板の材質保証設備
【課題】厚鋼板の板厚方向および鋼板面内の材質均一性を向上させる操業管理が可能な、厚鋼板の材質保証設備を提供する。
【解決手段】仕上圧延機2と仕上圧延機の下流側に設置された加速冷却装置5を備えた厚鋼板製造ラインにおいて、温度計測手段と温度実績解析手段とを備え、前記温度計測手段は、仕上圧延機の後面および加速冷却装置の前後面のそれぞれの位置に設置されるスポット型放射温度計7a、7b、7c、7dおよび走査型放射温度計6a、6b、6c、6dと、スポット型放射温度計に対応する位置に設置される光ファイバー放射温度計8a,8b、8c、8dと、前記走査型放射温度計に対応する位置にライン幅方向に任意の間隔で複数台設置される光ファイバー放射温度計とからなり、前記温度実績解析手段は、前記各温度計測手段で計測された鋼板温度から鋼板全体の温度分布を求める手段からなることを特徴とする厚鋼板の材質保証設備。
(もっと読む)
圧延用ガイド
【課題】高品質な丸棒鋼20が得られる圧延用ガイド24の提供。
【解決手段】ガイド24は、圧延機26に近接して配置されている。このガイド24は、フレーム36、フンド38及び一対のボルト40を備えている。フレーム36は、概してボックス状である。このフレーム36に、フンド38が収容されている。フンド38の内周面の断面形状は、実施的に円である。フンド38は、上フンド38a及び下フンド38bからなる。上フンド38aは、下フンド38bと当接している。上フンド38aの先端42aは、上ロール28のカリバー32と当接している。下フンド38bの先端42bは、下ロール30のカリバー34と当接している。ボルト40は、フレーム36の天プレート44を貫通している。このボルト40により、上フンド38aが下フンド38bに押圧されている。
(もっと読む)
厚鋼板の材質保証設備
【課題】厚鋼板の板厚方向および鋼板面内の材質均一性を向上させる操業管理が可能な、厚鋼板の材質保証設備を提供する。
【解決手段】仕上圧延機と仕上圧延機の下流側に設置された加速冷却装置を備えた厚鋼板製造ラインにおいて、鋼板温度を計測する温度計測手段と計測された鋼板温度を解析する温度実績解析手段とを備えた厚鋼板の材質保証設備であって、前記温度計測手段は、厚鋼板製造ラインの上面側上方で、加速冷却装置の前後面のそれぞれの位置に設置されるスポット型放射温度計および走査型放射温度計と、前記厚板製造ラインの下面側で、前記上面側のスポット型放射温度計に対応する位置に設置される光ファイバー放射温度計と、前記走査型放射温度計に対応する位置にライン幅方向に任意の間隔で複数台設置される光ファイバー放射温度計とからなり、前記温度実績解析手段は、前記各温度計測手段で計測された鋼板温度から鋼板全体の温度分布を求める手段からなることを特徴とする厚鋼板の材質保証設備。
(もっと読む)
厚鋼板の材質保証設備
【課題】厚鋼板の板厚方向および鋼板面内の材質均一性を向上させる操業管理が可能な、厚鋼板の材質保証設備を提供する。
【解決手段】仕上圧延機と仕上圧延機の下流側に設置された加速冷却装置を備えた厚鋼板製造ラインにおいて、鋼板温度を計測する温度計測手段と計測された鋼板温度を解析する温度実績解析手段とを備えた厚鋼板の材質保証設備であって、前記温度計測手段は、厚鋼板製造ラインの上面側上方で、仕上圧延機の後面および加速冷却装置の後面のそれぞれの位置に設置されるスポット型放射温度計および走査型放射温度計と、前記厚板製造ラインの下面側で、前記上面側のスポット型放射温度計に対応する位置に設置される光ファイバー放射温度計と、前記走査型放射温度計に対応する位置にライン幅方向に任意の間隔で複数台設置される光ファイバー放射温度計とからなり、前記温度実績解析手段は、前記各温度計測手段で計測された鋼板温度から鋼板全体の温度分布を求める手段からなることを特徴とする厚鋼板の材質保証設備。
(もっと読む)
21 - 40 / 164
[ Back to top ]