
Fターム[4E002BD20]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | その他 (164)
Fターム[4E002BD20]に分類される特許
81 - 100 / 164
熱間圧延装置

【課題】金属板の品質を向上させるとともに、プロセス速度の向上を図る。
【解決手段】加熱処理された金属材Xの往復移動に伴って金属材Xを複数回圧延することで金属板Yに成形する粗圧延手段5と、該粗圧延手段5によって成形された金属板Yを曲げることなく加熱処理よりも低温にて熱処理する保加熱処理手段7と、保加熱処理手段7によって熱処理された金属板Yをさらに圧延処理する仕上げ圧延手段10と、仕上げ圧延手段10によって圧延処理された金属板Yを冷却する冷却手段11と、金属材Xが粗圧延手段5にて往復移動されている間、前記粗圧延手段の前後にて金属材Xを移動可能に下方から支持する支持テーブル3,6とを備える。
(もっと読む)
高強度合金化溶融亜鉛めっき鋼板とその製造方法
【課題】量産しても安定して540MPa以上の高強度、高延性、優れた穴拡げ性を示す合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】C:0.03〜0.10%、Si:0.005〜0.2%、Mn:2.0〜4.0%、P:0.1%以下、S:0.01%以下、sol.Al:0.01〜0.1%、N:0.01%以下、Ti:0.50%以下とNb:0.50%以下の1種または2種を含有する鋼材を、開始温度1050℃〜1300℃、仕上温度800℃〜950℃、巻取温度450〜750℃で熱延し、冷延した後、Ac3変態点〜950℃の温度域に5〜200秒保持する焼鈍を施し、750℃〜600℃の平均冷却速度が1〜50℃/秒で(亜鉛めっき浴温度-20℃)〜(亜鉛めっき浴温度+100℃)の温度域に冷却し、同温度域めっき浴浸漬時を含めて30〜1000秒保持後、合金化処理を430〜600℃で行う。鋼板は、フェライトの面積率が60%以上、残留オーステナイトの面積率が3.0%以下、フェライトの平均粒径が1.0〜6.0μm、フェライト中に粒径が1〜10 nmの析出物を100個/μm2以上含有する。
(もっと読む)
高生産性型高強度・高靭性鋼板とその製造方法
【課題】 高い生産性にて優れた強度と靭性を兼ね備えることが可能な橋梁向け570N/mm2級の高強度高靭性鋼板とその製造法を提供すること。
【解決手段】 質量%で、C:0.03〜0.12%、Si:0.05〜0.50%、Mn:1.60〜3.00%、P:0.015%以下、S:0.002〜0.015%、Cu+Ni:0.10%以下、Al:0.001〜0.050%、Ti:0.005〜0.030%、Nb:0.005〜0.100%、N:0.0025〜0.0060%、B:0.0005〜0.0020%、を含有し、残部が鉄および不可避的不純物からなり、母材におけるアスペクト比2以上の旧オーステナイト粒からなるベイナイト組織分率が80%以上を満たすミクロ組織を有することを特徴とする。
(もっと読む)
スラブの研削方法及び研削装置

【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
鋳片の幅圧下設備
【課題】設備構成をコンパクト化でき、鋳片の幅圧下を高い生産性で歩留りよく効率的に実施可能な鋳片の幅圧下設備を提供する。
【解決手段】鋳片13を製造する複数の連続鋳造機と、この鋳片13を加熱する加熱炉14と、鋳片13の搬送方向両端部をプレスするプレス式幅圧下装置15と、鋳片33の搬送方向に渡って幅圧下するロール式幅圧下装置16とを有する鋳片の幅圧下設備10であって、プレス式幅圧下装置15とロール式幅圧下装置16は、鋳片13の幅圧下ライン20の上流側と下流側に配置され、その間には幅圧下される鋳片13、33が侵入可能な領域34が設けられ、連続鋳造機から鋳片13を送り出す複数の送出しライン17と幅圧下ライン20を平行に配置し、幅圧下ライン20の領域34と送出しライン17の間に加熱炉14を配置し、送出しライン17と加熱炉14の間に第1の搬送装置を設置した。
(もっと読む)
棒鋼または線材の製造方法
【課題】断面形状が略正方形の角鋼材をタンデム圧延して棒鋼または線材を製造するに当たり、表面疵の発生を防止でき、しかも得られた棒鋼または線材を鍛造しても表面に線状の疵が発生しない棒鋼または線材を製造できる方法を提供する。
【解決手段】圧延方向が互いに直交するスタンドを交互に並べたタンデム圧延機によって、断面形状が略正方形の角鋼材を粗圧延し、その後さらに圧延を続けて棒鋼または線材を製造するにあたり、粗圧延前に、前記角鋼材の断面について2組の対辺の距離を夫々測定し、それらの距離の差が所定値を超える場合には、該距離の差が所定値以下となるように角鋼材の表面を研削してからタンデム圧延すればよい。
(もっと読む)
鋼帯連続酸洗ラインの制御方法
【課題】再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる新規な鋼帯連続酸洗ラインの制御方法の提供。
【解決手段】酸洗処理中に鋼帯B表面に不良が発生したときは、圧延処理と矯正処理を中断した後、その鋼帯のうち酸洗槽10の出口に達した部分が少なくとも酸洗槽10の入口側に戻るようにラインを逆転させてから再びそのラインを正転させてその鋼帯Bの逆転領域に対して再度酸洗処理を実施し、しかる後、その鋼帯Bのうちその検出部分が酸洗槽10の出口に到達したときに、圧延処理による荷重と矯正処理を再開する。これによって、再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる。
(もっと読む)
フェライト系ステンレス鋼の熱間圧延方法
【課題】Crを16質量%以上含む高Cr系フェライトステンレス鋼およびMoを含む特殊フェライト系ステンレス鋼の熱間圧延で、表面に肌荒れを生じ難くする。
【解決手段】Crを16質量%以上含む高Cr系フェライトステンレス鋼では、1次スケール除去工程と粗圧延工程との間に、前記スラブの表面にショットブラスト処理を施す工程を行うことで、粗圧延後のステンレス鋼帯の表面に、1μm以上の厚さの鉄酸化物層を有する2次スケールを生成する。Moを含む特殊フェライト系ステンレス鋼では、さらに、2次スケール除去工程と仕上げ圧延工程との間に、前記スラブの表面にショットブラスト処理を施す工程を行うことで、仕上げ圧延後のステンレス鋼帯の表面に、1μm以上の厚さの鉄酸化物層を有する2次スケールを生成する。
(もっと読む)
電子部品用チタン銅及びこれを用いた電子部品
【課題】コネクタ等の部品にプレス加工後、そのままでも使えるが、さらに強いばね性が必要な場合、プレス加工後に低温での熱処理を加えることでばね性が顕著に向上する銅合金を提供する。
【解決手段】Tiを2.0〜4.0質量%及びFe、Co、Ni、Si、Cr、V、Nb、Zr、B、Pの中から1種以上を合計0.05〜0.50質量%含有する銅基合金において、他の不純物元素が合計で0.050質量%以下であり、CとOの含有量が共に0.010質量%以下であり、平均結晶粒径が3〜10μmである電子部品用銅合金。
(もっと読む)
熱間圧延ライン
【課題】需要家に対する製品納入上の品質保証を適正に行えるような、熱間圧延ラインを提供する。
【解決手段】熱間圧延ライン100のコイラー24入側、ランナウトテーブル23の中間、仕上圧延機18出側のうち一箇所以上に熱延金属帯8の全幅を撮影が可能な近赤外線カメラ25A,27A,21Aのうちの一つ以上を設置した熱間圧延ライン100。
(もっと読む)
条鋼材の熱間圧延方法
【課題】条鋼材を熱間圧延する際に発生する表面疵を、大きな設備投資をすることなく抑制することができ、近年の厳しい表面疵保証を満足する条鋼材製品を製造することができる条鋼材の熱間圧延方法を提供することである。
【解決手段】Siを0.05質量%以上と、Cr、Niのうち少なくとも1種以上を0.1質量%以上含有する鋼からなる素材ビレット4(被圧延材)を1200℃以下で加熱した後、この被圧延材4aを少なくとも1回、露点:30〜60℃の湿潤雰囲気中に2秒以下曝して水蒸気酸化処理を行ない、この酸化処理工程後、メカニカルデスケーリングを施して熱間圧延を行ない、所要の形状・寸法の条鋼材に仕上げるようにした。水蒸気の作用で剥離が困難なサブスケールを含むスケール性状を剥離しやすいスケール性状に改質することにより、大掛かりな設備を必要とせずに効果的にスケールを除去することができる。
(もっと読む)
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 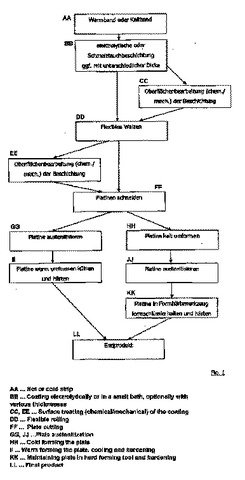 (もっと読む)
(もっと読む)
被圧延材の温度予測方法および圧延方法ならびに被圧延材の温度予測システムおよび圧延システム
【課題】 被圧延材を複数パスにわたって各パスでは圧延スタンドの前後で冷却媒体により冷却しながら冷間圧延する際の被圧延材の温度を精度よく予測する。
【解決手段】 各回のパス毎に圧延スタンド2へ装入される被圧延材1の温度を入側温度T1として、初回のパスでは実測温度、2回以降のパスでは前回のパスで予測する出側温度を設定し、圧延加工される直前のミル前温度T2を入側温度T1および被圧延材1から冷却媒体3への熱伝達に基づいて予測する。次に、圧延加工直後の加工後温度T3を、ミル前温度T2、ミルモーターの出力、単位時間当たりの被圧延材1の熱容量、および仕事の熱当量に基づいて予測する。さらに、圧延スタンド2から排出されるときの出側温度T4を、加工後温度T3および被圧延材1から冷却媒体3への熱伝達に基づいて予測する。
(もっと読む)
高張力冷延鋼板、高張力亜鉛めっき鋼板およびそれらの製造方法
【課題】成形性および耐二次加工脆性に優れた高張力冷延鋼板、高張力亜鉛めっき鋼板およびそれらの製造方法を提供する。
【解決手段】成分組成は、C:0.004〜0.008%、Si:0.1%以下、Mn:0.5〜1.5%、P:0.02〜0.10%、S:0.02%以下、Al:0.01〜0.08%、N:0.005%以下を含み、1.0≦([Nb]/93)/([C]/12+[N]/14)≦3.0(ただし、[Nb]、[C]、[N]はそれぞれNb、C、Nの含有量(質量%))を満足するようにNbを含有し、残部はFeおよび不可避的不純物である。そして、アシキュラーフェライトおよびポリゴナルフェライトからなるフェライト単相組織であり、前記アシキュラーフェライトの分率は体積比で50〜95%であり、平均結晶粒径は20
μm以下である。また、前記Nbの一部をTiにより置換することができる。
(もっと読む)
高降伏比を有する高強度冷延鋼板及びその製造方法
【課題】高い降伏比を有し、且つ、成形性に優れた引張り最大強度590MPa以上の高強度冷延鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.25%、Si:0.001〜0.7%、Mn:1.1〜1.9%、B:0.0001〜0.0008%、Al:0.001〜0.1%、N:0.001〜0.01%、S:0.01%以下、O:0.01%以下を含有し、更に、NbとTiとの何れか一方又は両方を合計で0.01〜0.07%含有し、残部がFe及び可避的不純物からなり、鋼板組織が再結晶フェライト、未再結晶フェライト及びパーライトを含み、引張り最大強度が590MPa以上であり、降伏比が0.70以上であることを特徴とする。
(もっと読む)
温間圧延装置及び温間圧延方法並びに温間・冷間連続加工装置
【課題】 特別な熱処理を施さなくても、超微細結晶粒組織により強度と延性のバランスに優れた水準を有する金属線を製造するために、温間温度域で操業するコンパクトな圧延装置を創案すると共に、これを用いて圧延工程における材料の倒れが発生せず、且つ孔型への材料充満度が適切となる圧延技術を提供する。
【解決手段】 被圧延金属材のパスライン方向に対して直角且つロールの軸心が平行な2本のカリバーロール対を備えた第1番目圧延機と、これに隣接して被圧延金属材の圧下方向に対して直角で、且つロールの軸心が平行な2本のカリバーロール対を備えた第2番目圧延機を至近距離に配設すると共に、ロール回転駆動を独立方式にした、偶数機近接圧延基を、複数基直列に配設し、しかも1基の偶数機近接圧延基による総減面率Rを30%以上50%以下に設定すると共に、圧延ロールのロール外径周速度比等を調整する操業を行なう。
(もっと読む)
鋼帯の冷間タンデム圧延方法及び圧延装置
【課題】研削加工されたワークロールによる冷間タンデム圧延において製品鋼帯表面に発生し易い焼付き状の線状疵を防止するための圧延方法および圧延装置を提供する。
【解決手段】直列配置された複数の圧延スタンドにおける、少なくとも第2スタンド以降の各圧延機のワークロールとして、表面粗さRa:0.6μm以下に研削仕上げされ、研削仕上げ面に研削掻き疵(1)が存在する場合の該掻き疵の大きさは、深さ(d):20μm以下、開口幅(w):50μm以下、および長さ(l)(円周方向):5mm以下であるロールを使用する。研削仕上げには粒度番号70以上の砥石を使用する。上流側のワークロール(112)の表面粗度、研削掻き疵の大きさを制限したことにより、下流側のワークロール(113)の線状突起の形成とそれに起因する製品鋼帯の線状疵(4)の発生が防止され、高速度・高圧下率の圧延で健全な表面品質が確保される。
(もっと読む)
ガイド装置
【課題】H形鋼の中心偏りを効率よく抑制するガイド装置を備えた圧延設備を提供する。
【解決手段】H形鋼10のフランジ幅圧下を行うエッジング圧延機の入側及び出側に設置され、パスラインに沿って延びると共に当該ウェブ10aを挟んで対向配置される一対のガイド3によって、H形鋼10のウェブ10aをエッジャーロール107間に案内するガイド装置を備える。このガイド装置は、ガイド3の先端部に対し、回転可能に支持されると共にガイド3よりもウェブ10a側に突出したウェブ拘束用のローラ2を設けた。
(もっと読む)
ステンレス鋼板の製造方法
【課題】スラブ段階での所定の面積中に存在する最大非金属介在物の大きさを、迅速かつ簡便に特定することにより、非金属介在物に関する品質が保証されたステンレス鋼板を製造すること。
【解決手段】Cr:5〜30wt%、Ni:30wt%以下、Si:0.1〜3wt%、Mn:0.3〜3wt%、Al:0.0001〜0.01wt%、Ca:0.00001〜0.002wt%、Mg:0.00001〜0.002wt%、O:0.001〜0.007wt%を含有し、残部はFe及び不可避的不純物からなる鋼スラブを、熱間圧延または、熱間および冷間圧延して、ステンレス鋼板を製造する方法において、
圧延後の鋼板の圧延方向に対して直角ないしほぼ直角に切断した断面の一部を検査基準面積とし、その検査基準面積内にあるMnO:1〜45wt%、CaO:1〜45wt%、SiO2:10〜60wt%、Al2O3:5〜50wt%、MgO:0.5〜30wt%、Cr2O3:0.2〜10wt%、FeO:0.2〜10wt%の成分組成を有する非金属介在物の幅方向長さを顕微鏡観察し、その観察により得られた該非金属介在物の最大幅方向長さから、この鋼板のスラブ段階における最大非金属介在物の大きさ√areamaxが300μm以下としてなる鋼スラブを、用いるステンレス鋼板の製造方法。
(もっと読む)
延性及び耐常温時効性に優れた冷延鋼鈑の製造方法
【課題】板幅方向の材質の均質性を確保することが可能な、延性及び耐常温時効性に優れた冷延鋼板の製造方法を提供する。
【解決手段】軸方向に3以上に分割された分割バックアップロールによってワークロールが支持され、分割バックアップロールに負荷される荷重を検出する荷重検出装置と各分割バックアップロールを独立して昇降させる圧下装置を設けた圧延機により、固溶C量と固溶N量の合計が0.0010%未満であり、板厚が0.3〜2.0mm、板幅が600〜2000mmである冷延鋼鈑に、伸び率が0.1以上0.8%未満の調質圧延を施す。
(もっと読む)
81 - 100 / 164
[ Back to top ]