
Fターム[4E002BD20]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | その他 (164)
Fターム[4E002BD20]に分類される特許
61 - 80 / 164
鋼板

【課題】打ち抜き加工性と耐腐食性の両方に優れ、バリを除去する面取り加工処理を省略できる、優れた打ち抜き加工性が得られるレベルに達する鋼板を提供する。
【解決手段】αFe相から構成される鋼板であって、αFe相の、鋼板面に対する{222}面集積度Sが20%以上99%以下、または、鋼板面に対する{200}面集積度Pが0.01%以上20%以下の一方又は両方であり、鋼板面の表面から1/8厚さまでの間のAl濃度の最大値をA1/8t(質量%)とし、1/8厚さから1/2厚さまでの間のAl濃度の最小値をA1/2t(質量%)とし、A1/8tとA1/2tの濃度差をΔA=A1/8t−A1/2tとすると、A1/8tが0.5質量%以上10質量%以下であり、ΔAが0.3質量%超であることを特徴とする鋼板である。
(もっと読む)
板反り防止システム及び板反り防止装置

【課題】冷間圧延機によって金属板を圧延する場合において、金属板に発生する反りを簡単な構成によって防止可能な板反り防止システム及び板反り防止装置を提供する。
【解決手段】圧延ロール3を有する冷間圧延機4と、上記圧延ロールの出側に配置される板反り防止装置1とを備える。板反り防止装置は、装置本体と11、装置本体から圧延ロールの入側に向けて突出される下側押さえ部15及び上側押さえ部14とを有する。上側押さえ部と下側押さえ部との間には、圧延ロールによって圧延されて当該圧延ロールの出側に向けて搬送される金属板5の先端51が挿入可能とされる。圧延された金属板5に対して上側、下側の何れかの方向に反る力が作用する場合には、上側押さえ板、下側押さえ板によって抵抗し、金属板5の形状の平坦性を保持できる。
(もっと読む)
シーム疵の発生の少ない無方向性電磁鋼板の製造方法
【課題】無方向性電磁鋼板用のスラブを、縦型ロールを備えた熱間圧延設備によって圧延する際、熱間圧延の前段で縦型ロールによりスラブ幅方向の圧延を行っても、製品板の磁気特性に影響を与えることなく、熱延後のコイル端部におけるシーム疵の発生が低減される手段を提供する。
【解決手段】無方向性電磁鋼板用のスラブを加熱する前に、スラブの長手方向に伸びるコーナー部を全長にわたり面取りし、該面取りしたスラブを加熱した後、粗圧延の終了温度を、950℃以上とする条件で熱間圧延する。
(もっと読む)
鋼帯の熱間圧延方法
【要 約】
【課 題】 オンラインロールグラインダを効果的に使用して超硬ロールによる鋼帯の熱間圧延を行う。
【解決手段】 オンラインロールグラインダの砥石のオフセット量Hをおおむねゼロとするか、オンラインロールグラインダの砥石の砥粒硬度をワークロール表層と同等またはそれ以下とする。
(もっと読む)
溶削装置を用いた鋼鋳片の溶削方法
【課題】鋼鋳片の表面欠陥を良好に溶削して溶削ムラが小さい平滑な溶削面を形成する。
【解決手段】溶削装置1は、断面四角形状の鋼材6の各面に対向して設けられた4つの火口ユニットのそれぞれに酸素ガスを供給する酸素供給配管14、15、24、25とプロパンガスを供給するプロパン供給配管34、35、44、45と、プロパン供給源と火口ユニットとの間及び酸素ガス供給源との火口ユニットとの間にそれぞれ設けられた減圧弁12、22、32、42、圧力計及び流量計13、23、33、43とを備え、流量計により測定される流量がプロパンガスに対する酸素ガスの流量比率が5.0±0.5の範囲を満足するように制御する。
(もっと読む)
熱間圧延での耳割れ発生を防止できるCr−Ni系ステンレス鋼帯の製造方法
【目的】熱間圧延時に発生するCr−Ni系ステンレス鋼帯の耳割れ発生を安定して抑制できる製造方法を提供する。
【構成】連続鋳造スラブを幅端部の厚みを幅中央部に比べ厚くする形状に研削し、研削されたスラブを「加熱→粗圧延→仕上げ圧延」の手順で熱間圧延して熱延鋼帯とする際、粗圧延において幅方向圧延を奇数パスで必ず実施し、下式(1)で定義される幅方向圧延における幅圧下量がいずれのパスにおいても7mm以上で行う。
(もっと読む)
溶融亜鉛めっき鋼板およびその製造方法
【課題】量産しても安定して540MPa以上の高強度および優れた曲げ性を有する合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板の表面に溶融亜鉛めっき層を備える溶融亜鉛めっき鋼板である。この鋼板が、C:0.03〜0.11%、Si:0.005〜0.5%、Mn:2.0〜4.0%、P:0.1%以下、S:0.01%以下、sol.Al:0.01〜1.0%、N:0.01%以下を含有し、さらに、Ti:0.50%以下およびNb:0.50%以下の1種または2種を、Ti+Nb/2≧0.03を満足する範囲で含有し、残部がFeおよび不純物からなる化学組成を有し、表面における圧延方向に展伸したMn濃化部の板幅方向の平均間隔が300μm以下であり、フェライトの面積率が60%以上であり、フェライトの平均粒径が1.0〜6.0μmであり、さらに、フェライト中に粒径1〜10nmの析出物を100個/μm2以上含有する鋼組織を有し、引張強度が540MPa以上であり、曲げ性に優れる、高強度溶融亜鉛めっき鋼板である。
(もっと読む)
冷延鋼板の製造方法
【課題】耳伸びや、腹伸びなどの平坦度不良を抑制するとともに、鋼板全面に発生する微小な凹凸による形状不良についても有効に抑制することができる、仕上げ厚みが0.2mm以下の冷延鋼板の製造方法を提供することにある。
【解決手段】最終仕上圧延パス中に、前記鋼板1の降伏強度に対して10%以上の強度に相当する圧延張力を、最終の前記ワークロール11の出側から付与して行うことを特徴とする。
(もっと読む)
加工性及び耐衝突特性に優れた高強度冷延鋼板及びその製造方法
【課題】加工性及び耐衝突特性に優れた高強度冷延鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.25%、Mn:0.50〜2.50%を含有し、Nb、Tiの一方又は双方を合計で0.04〜0.08%含有し、C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4≦0.45を満たし、未再結晶フェライトの面積率が20〜50%、再結晶フェライト、変態フェライトの一方又は双方の面積率が20〜79%であり、パーライトの面積率が1〜30%である高強度冷延鋼板。鋼片を熱間圧延後、冷間圧延し、(Ac1[℃]−100℃)からAc1[℃]までの昇温速度を5℃/s以上、Ac1[℃]〜{Ac1[℃]+2/3×(Ac3[℃]−Ac1[℃])}の温度範囲内での滞留時間を10〜300sとして焼鈍し、平均冷却速度を40℃/s以下として冷却する。
(もっと読む)
磁気浮上式鉄道軌道用の形鋼及びその圧延方法
中低速磁気浮上式列車軌道用形鋼であって、この形鋼の横断面がF形であり、斜脚1、直脚3、腹板2及び水平の突出部4を有している。ここで、斜脚1の中心線と腹板2の下部表面とのなす角を有し、直脚3が、腹板2と水平の突出部4との連結部に配置されており、水平の突出部4の上下両表面が、それぞれ腹板2の上下両表面と互いに平行又は面一となっている。当該形鋼の圧延方法は、粗圧延工程、仕上圧延工程、冷却工程及び矯正工程を順次に含み、粗圧延工程では、2ロール可逆式圧延機を用いて圧延を行い、この圧延機の最大圧延荷重が、8000〜10000KNであり、圧延変形量が、総変形量の60〜90%を占めている。また、仕上圧延工程では、3台のユニバーサル連続圧延機列を用いて連続圧延を行っている。本発明では、大きなH形鋼の熱間圧延生産ラインを用いて、最終製品を生産することができる。 (もっと読む)
製造プロセスにおける操業と品質の関連解析装置、解析方法、プログラム、及びコンピュータ読み取り可能な記録媒体
【課題】操業因子と品質の関連性を解析するにあたって操業因子空間を分割する場合に、予め設定した分割点に基づき分割パターンを作成し、更にモデルの選択基準を変更可能とし、また品質指標に応じた重みを反映した予測モデルを構築可能にすることで、物理的に理解し易く、また解析者の志向を反映した品質と操業の関連モデルを構築可能とする。
【解決手段】分割パターンを作成する際に、予め設定した分割点で分割を行い、また各局所領域における関係式モデルは、品質に応じた重み指標を反映した行列演算を行うことで未定係数を算出する。更に、複数個作成された分割パターンから、最適な分割を選ぶに際してモデル選択基準を平均予測誤差だけでなく、ある閾値以上の予測誤差となる学習データの個数等も準備して、解析者が都度、選択可能とすることで、解析者の志向を反映したモデルの構築を可能とする。
(もっと読む)
棒鋼の製造方法
【課題】条材の製造方法における、安価で簡単なヘゲ疵抑制方法の提供。
【解決手段】本発明に係る条鋼の製造方法は、本発明に係る条鋼の製造方法は、鋼塊2を鍛伸して鍛片4を得る工程と、鍛片4を砥石研削する工程と、砥石研削された鍛片4を圧延して鋼片30を得る工程と、鋼片30を砥石研削して鋼片32を得る工程と、この鋼片32を圧延して条鋼を得る工程とを備えている。鍛片4を砥石研削する工程は、鍛片の研削される表面を水で濡らして砥石研削する工程である。鋼片30を砥石研削する工程は、鋼片30の研削される表面を水で濡らして砥石研削する工程である。砥石研削する工程では、砥石の押し付け圧力は、0を超え4.0MPa以下である。
(もっと読む)
ホットスカーファー設備へのノロ付着防止方法及びホットスカーファー設備
【課題】ホットスカーフィングにより吹き飛ばされたノロがフードシャッターに付着するのを防止するためのホットスカーファー設備におけるノロ付着防止方法及びホットスカーファー設備を提供する。
【解決手段】鋼材1表面を溶削して発生したノロが水ノズル4からの高圧水により吹き飛ばされて、ホットスカーファーフード5のフードシャッター7に付着するのを防止するための、ホットスカーファー設備におけるノロ付着防止方法であって、フードシャッター7と水ノズル4の間にスプレー列10を配して、このスプレー列10から水スプレーまたは気水スプレーを噴霧してノロ捕捉用のカーテンを形成するノロ付着防止方法、及びフードシャッター7の上流側にスプレー列10を配設したホットスカーファー設備。
(もっと読む)
切断装置
【課題】金属バーの切断精度を維持しつつ、冷却水の金属バーへの付着を抑制した切断装置を提供することにある。
【解決手段】金属バー6の通板経路の上方および下方にそれぞれ配置され、切断刃12a,12b,14a,14bが組み付けられた上ドラム13および下ドラム15とを有し、上ドラム13と下ドラム15とを回転駆動して金属バー6を切断する切断装置10であって、上ドラム13の下方側を覆う防熱部材20と、防熱部材20を移動させる移動機構30とを具備するようにした。
(もっと読む)
鋼矢板の熱間圧延方法及び熱間圧延機
【課題】有効幅が900mm前後の大型のハット形鋼矢板を、安定した熱間圧延により製造する方法を提供する。
【解決手段】ウエブ1wとその両側にフランジ1fを備えた概略U形の鋼矢板1の、フランジ1fの両側の各々に、直線部からなる腕部1aと、該腕部1aの端部に嵌合用の爪部1cを有する鋼矢板1を熱間で圧延するに際し、ウエブ1wとフランジ1fが交わるコーナー部内側に、ウエブ1wとフランジ1fに接触する第1のガイドを、ウエブ1wの上部には、前記第1のガイドとでウエブ1wを挟み込む第2のガイドを、さらに前記腕部1aを上下から拘束する第3のガイドを夫々配置した熱間圧延機で、ウエブ1wの上下面とフランジ1fの側面の拘束、さらに腕部1aの上下面を拘束して圧延する。
【効果】ハット型鋼矢板を、捩れや上下反り・左右曲がりの発生を効果的に抑制して、安定的に圧延できる。
(もっと読む)
船舶用熱間圧延形鋼およびその製造方法
【課題】船舶のバラストタンク等の厳しい腐食環境下において優れた耐食性を有すると共にYPが315MPa以上の強度を有する縦通材(ロンジ材)等に用いられる船舶用熱間圧延形鋼を安価に提供する。
【解決手段】質量%で、C:0.03〜0.25%、Si:0.05〜0.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.01%以下、Al:0.005〜0.10%、W:0.01〜1.0%、Cr:0.01%以上0.20%未満、N:0.001〜0.008%を含有する鋼素材を1000〜1350℃に加熱後、Ar3温度以下での累積圧下率を10〜80%、圧延仕上温度を(Ar3−30℃)〜(Ar3−180℃)とする熱間圧延し、その後、放冷することにより、加工フェライトを含むフェライトとパーライト組織とからなるミクロ組織を有する船舶用熱間圧延形鋼とする。
(もっと読む)
スラブの研削方法、熱間圧延用スラブ及びそれらを用いた鋼板の製造方法
【課題】手入れ面の不規則さに起因する瑕及びエッジシーム瑕の発生を同時に抑制しうるエッジ面取り形状を提供するスラブの研削方法、それを用いてエッジ部の面取り加工がなされた熱間圧延用スラブ、及びそれらを用いた鋼板の製造方法を提供する。
【解決手段】搬送されるスラブ17の形状を計測して得られたスラブ17のエッジ部の位置座標データを用いて、搬送方向及び搬送方向に直交する方向に移動可能な砥石を制御して面取り加工を行う自動研削装置を用いて、連続鋳造されたスラブ17のエッジ部の面取り加工を行うに際し、1又は複数の屈折点を有し、該屈折点で折れ線状に連接する複数の線分からなるスラブ17の上面と研削面との稜線中の隣接する線分間の角度θが、全ての屈折点において常にθ≦60°となるか、θ>60°となる屈折点で隣接する線分のうち短い方の長さが25mm以下となるように研削を行う。
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
傾斜圧延法によってプレートおよびシートの組織を制御する方法
金属シートまたはプレート(3)を圧延するための方法および装置が提供される。前記方法は、所定の角度で圧延機(1,2)に前記金属プレートまたはシート(3)を供給するステップを有する。前記装置は、傾斜フィードテーブル(4)、または移送テーブルおよび傾斜フィードテーブルを載置可能なエプロンを備える圧延機を有する。本発明の方法と装置を使用して、板厚方向勾配と剪断組織を改善することができる。 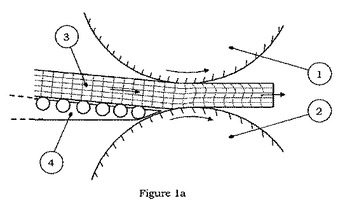 (もっと読む)
(もっと読む)
ハット形鋼矢板の熱間圧延方法
【課題】圧延ロールの折損や極端な磨耗を防止しつつ、有効幅が900mm前後の大型のハット形鋼矢板を安定して製造する。
【解決手段】全幅が900〜1000mm、全高さが230〜470mmのハット形鋼矢板の熱間圧延方法である。1250℃以上に加熱した鋼片を、上下2重式ロールの粗圧延機2にて複数パスの圧延を行った後、最小ロール径が750〜950mmの上下2重式ロールの、少なくとも1基の中間圧延機近傍における圧延前の被圧延材ウエブ中央部近傍の表面温度Tを700℃以上とし、かつ被圧延材ウエブ中央部近傍の圧延1パス当たりの肉厚圧下率rを、表面温度Tが900℃以上のときは24%以下、800℃以上、900℃未満のときは17%以下、700℃以上、800℃未満のときは11%以下となるように設定して圧延する。
【効果】圧延ロールのクラックの発生および進展に伴う折損や極端な磨耗を未然に防止できる。
(もっと読む)
61 - 80 / 164
[ Back to top ]