
Fターム[4E002CA08]の内容
金属圧延一般 (9,037) | 目的、効果(圧延材の形状・寸法) (401) | 板厚 (47)
Fターム[4E002CA08]に分類される特許
1 - 20 / 47
冷間タンデム圧延機の圧延方法
差厚鋼板のスラブ編成方法およびスラブ編成装置
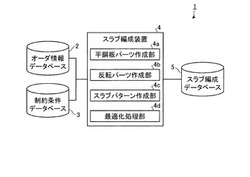
【課題】複数の差厚鋼板のオーダの圧延能率を向上させること。
【解決手段】スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。これにより、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
(もっと読む)
無方向性電磁鋼板およびその製造方法
【課題】本発明は、高効率モータ鉄心に使用することが好適な、磁気特性と生産性に優れた無方向性電磁鋼板を提供することを主目的とする。
【解決手段】本発明は、質量%で、Si:1.0%以上3.0%以下、sol.Al:0.1%以上2.0%以下、Mn:0.05%以上2.0%以下、P:0.03%以上0.15%以下、S:0.0010%以上0.0050%以下、C:0.0050%以下、As:0.0050%以下、Nb:0.0030%以下、Ti:0.0030%以下、V:0.0030%以下、Zr:0.0030%以下およびN:0.0050%以下を含有し、残部がFeおよび不純物からなるとともに、S+As+Nb+Ti+V+Zr+N≦0.018を満足する化学組成を有し、平均結晶粒径が60μm以上180μm以下である鋼組織を有し、板厚が0.10mm以上0.35mm以下であることを特徴とする無方向性電磁鋼板を提供する。
(もっと読む)
熱延鋼板の製造方法

【課題】高強度の熱延鋼板を安定して良好な品質で製造することができる熱延鋼板の製造方法を提供する。
【解決手段】熱間圧延を、粗圧延機によってスラブを粗圧延し、エンドレス圧延用設備11によって、粗圧延したシートバーを巻き取り、巻き戻した後、その先端部を先行シートバーの尾端部に接合し、仕上圧延機12によってシートバーを目標板厚(2.3mm以下)に仕上圧延するエンドレス圧延にて行い、仕上圧延後の巻き取りまでの冷却を、ランナウトテーブル13に設置された従来型冷却装置14と強冷却装置15で行って、600℃以下(必要により、400℃以下)の巻取り温度で巻取り装置(コイラ)16に巻取る。
(もっと読む)
差厚板の製造方法及び圧延装置
【課題】圧延材の長手方向に対して非常に短ピッチで板厚が変化する差厚板を確実に製造する。
【解決手段】本発明に係る差厚板の製造方法は、長手方向に対して短ピッチで板厚が変化する差厚板を一対のワークロール2,2を備えた圧延機1にて圧延し製造する差厚板の圧延方法であって、圧延機1の出側での板厚変化Δh(x)を実現すべく、当該圧延機1での圧延直前又は圧延中に圧延材Wを長手方向で加熱して、板厚変化Δh(x)に対応する位置の板温度をΔT(x)だけ変更し、板温度を変更した圧延材Wを圧延することで差厚板を製造する。
(もっと読む)
自動車外板用冷延鋼板および自動車外板パネル部品
【課題】板厚差や板厚傾斜部を有するテーラードブランク材であっても、外部から直接見ることができる自動車外板にも適用可能な自動車外板用冷延鋼板を提供する。
【解決手段】板厚が一定な板厚等厚部と、少なくとも片面側に板厚が変化する板厚傾斜部とを有し、上記板厚等厚部と板厚傾斜部との境界部における板厚等厚部の表面と板厚傾斜部の表面とがなす角θが、鋼板を自動車外板パネル部品として想定される曲率に湾曲させた時に、前記境界部が視認できなくなる臨界傾斜角θc以下の角度に設定されてなることを特徴とする自動車外板用冷延鋼板。
(もっと読む)
冷間圧延用高炭素熱延鋼板の製造方法
【課題】熱間圧延時の硬さムラに起因して発生する鋼板先端部100m程度に対する周期の短いゲージ変動(板厚変動)が抑制され、冷間圧延後の板厚精度に優れた高炭素熱延鋼板を得ることができる冷間圧延用高炭素熱延鋼板の製造方法を提供する。
【解決手段】冷間圧延用高炭素熱延鋼板の製造に際し、熱間圧延、次いで、焼鈍を施した後、圧下率1.0〜5.0%の軽圧下を付与することを特徴とする冷間圧延用高炭素熱延鋼板の製造方法。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
マグネシウム合金コイル材の製造方法
【課題】マグネシウム合金からなる長尺な圧延板を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の製造方法、マグネシウム合金用圧延装置、及びマグネシウム合金板を提供する。
【解決手段】繰出しドラム17に配置した素材コイル材を巻き戻して、素材板100の両縁部に切断手段12により切り込みを入れて製品領域部1と細帯部2とに区切り、製品領域部1の両側に細帯部2を沿わせた状態で圧延ロール11に導入して製品領域部1及び細帯部2に温間圧延を施す。圧延が施された製品領域部1(圧延板)及び細帯部2は、巻取りドラム18により同時に巻き取られて、長尺な圧延板が巻き取られてなるマグネシウム合金コイル材が得られる。細帯部2が製品領域部1の幅方向の展伸抑制材及び保温材として機能することで、圧延板の縁部の割れを抑制することができる。
(もっと読む)
圧延製品の製造方法および製造プラント
【課題】薄型スラブの技術により、鋳造鋼の全ての品質の製造を可能とするプラントの配置を提供するとともに、小規模のメンテナンス、ロールの交換および/または事故のための長い中断をしないで管理することが可能な圧延方法及びその設備を提供する。
【解決手段】30〜140mmの厚みの薄型スラブに鋳造される全ての品質の鋼材が用いられ、0.7〜20mmの間で変化する厚みの帯状板を得るための圧延ライン10であって、連続鋳造機11と、均質化および必要に応じて加熱を行うトンネル炉15と、荒削りトレイン18a、18b、18cと、急加熱ユニット20と、仕上げトレイン21a〜21eとを備え、荒削りトレインと仕上げトレインを形成するスタンドの数が、前記製品の厚みと薄型スラブの速度との関数として計算され、コイル−トゥ−コイル、準エンドレスまたはエンドレスの3つのモードのうちから1つを選択できる。
(もっと読む)
鋼板の圧延方法及びパススケジュール算出方法
【課題】目的とする形状に鋼板を高精度に圧延すること。
【解決手段】パススケジュール演算装置が、分割部の断面積がパス間で同じになるように各パスの鋼板を長手方向に仮想的に分割し、各分割点のパス間の位置変化に基づいて、各分割点における先進率を予測する。これにより、マスフロー一定の原則からi番目のパスにおける鋼板2の分割点の位置PAは、次のi+1番目のパスでは位置PA’となり、i+1番目のパスにおける鋼板2の分割点の位置PBと一致するので、先進率を算出する際に用いられる出側板厚に誤差が生じない。このため、鋼板2の長手方向位置を高精度に算出し、目的とする形状に鋼板を高精度に圧延することができる。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延することに適した圧延機で、金属板の繰り出し端を圧延ロールにまで確実に案内できる圧延機と圧延方法とを提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、前記巻き胴12に設けられて金属板Mの端部を保持する端部保持機構12Hと、このコイラ10を収納する箱体12と、コイラ10の金属板Mを所定の温度に加熱する加熱手段と、金属板が箱体の内外に渡るための挿通孔とを有するヒートボックス20と、前記コイラから繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。さらに、巻き胴に巻回された金属板の繰り出し端部をめくり上げるオープナー30と、このオープナーでめくり上げた金属板の繰り出し端部を前記挿通孔に案内する繰り出しガイド部と、前記繰り出し端部近傍の金属板の浮き上がりを押える繰り出しスナバロール40とを備える。
(もっと読む)
アレスト特性に優れた高強度厚肉鋼板およびその製造方法
【課題】アレスト特性に優れた高強度厚鋼板を高い生産性の下に提供する。
【解決手段】質量%で、C:0.01〜0.12%、Si:0.5%以下、Mn:0.4〜2%、P:0.05%以下、S:0.008%以下、Al:0.002〜0.05%、N:0.01%以下を含有し、残部Feおよび不純物からなる化学組成を有する厚肉鋼板であって、次の(1)式で示される炭素当量Ceqが0.32〜0.40であり、板厚中心部における圧延面の(100)面のX線強度比が2以上,板厚の(1/4)t部における圧延面の(110)面のX線強度比が1.5未満であることを特徴とするアレスト特性に優れた高強度厚肉鋼板。さらに、Cu、Cr、Mo、V、Nb、B、Ni、Ti、Ca、Mg、REMを含んでもよい。
Ceq=C+Mn/6+Cu/15+Ni/15+Cr/5+Mo/5+V/5・・・(1)
ここで、式中の、C、Mn、Cu、Ni、Cr、MoおよびVは、それぞれの元素の鋼板中における含有量(質量%)を意味する。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延方向に板厚がテ−パ状に変化するテ−パ鋼板を圧延する際に、段差量が大きい場合においても、板厚精度の高いテーパ鋼板の圧延が可能な方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の出側板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用いて、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚を制御する際に、出側板厚の関数で表されたミル剛性係数の設定値を用いる。
(もっと読む)
厚鋼板の製造方法および製造設備
【課題】被圧延材に対する加熱位置の調整(位置合わせ)が極めて簡易であり、比較的簡素な設備でもって被圧延材の先尾端部の加熱を行うことが可能となる、厚鋼板の製造方法および製造設備を提供する。
【解決手段】加熱炉における加熱処理後の被圧延材に対し粗圧延および仕上圧延を行う厚鋼板の製造方法であって、前記粗圧延前または前記粗圧延中に前記被圧延材を90度回転させて幅出し圧延を行い、前記幅出し圧延における前記被圧延材の90度回転後に、前記被圧延材の先尾端部を再加熱する、厚鋼板の製造方法が提供される。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
圧延設備の制御装置及び制御方法
【課題】設備投資を抑制しながら、極めて低い速度での圧延を可能とする圧延設備の制御装置及び制御方法を提供する。
【解決手段】払い出しリールと、少なくとも1個の圧延機と、巻き取りリールと、払い出しリール、圧延機、及び巻き取りリールをそれぞれ駆動する複数の電動機とを有する圧延設備が、制御装置を具備する。この圧延設備の制御装置は、電動機のおのおのと接続され、前記電動機のおのおのの電圧及び/又は周波数を操作することにより前記電動機のおのおのの回転数及び/又はトルクを制御するインバーターと、インバーターの1次周波数を検出する1次周波数検出手段と、検出された前記インバーターの1次周波数に基づいて、インバーターを制御して、インバーターの1次周波数がゼロとならないように、電動機のおのおのの回転数及び/又はトルクを制御する制御手段と、を有する。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
圧延設備用溶接機、圧延設備および圧延方法
【課題】 板圧延に使用する最適な溶接機等を提供するとともに、リーダー片の溶接とその後の分離等に関連して板圧延に最も有利な手順を含む圧延方法を提供する。
【解決手段】 圧延設備用溶接機10は、パスラインの下に設けたバックバーとパスラインの上に設けた溶接ガンとによってシリーズ溶接を行い、複数点を同時に溶接するものである。発明の方法では、出側巻取機4に保持させたリーダー片Lと圧延板Aの先端部とを点溶接機10によってつなぎ、圧延板Aの圧延を、入側巻取機3に向かう偶数パスで仕上げる。
(もっと読む)
1 - 20 / 47
[ Back to top ]