
Fターム[4E002CB03]の内容
Fターム[4E002CB03]に分類される特許
1 - 20 / 332
調質圧延装置および調質圧延方法
鋼材の手入れ支援装置
冷延鋼板の圧延方法および極薄鋼板の製造方法
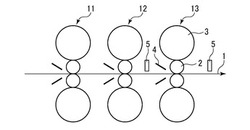
【課題】調質圧延による形状矯正を行うことなく、二回目の冷間圧延の段階で形状の良好な板厚0.1mm以下の極薄鋼板が得られ、また、コイルとして潰れてしまうことを防止することができること。
【解決手段】複数の4段以上の多段圧延スタンドを有する冷間タンデム圧延機を用いて二度の冷間圧延を行い、板厚0.1mm以下の極薄鋼板を得るにあたり、二回目の冷間圧延は、最終スタンドのワークロールを、軸方向と円周方向に測定した表面粗さパラメータである粗さ曲線要素の平均長さRsmが、25μm≦Rsm≦55μmを満たすダルロールとし、最終スタンドの伸び率を0.3%以下とする。
(もっと読む)
潤滑性と脱脂性に優れる鋼板
【課題】広い範囲の表面粗さにおいて優れた潤滑性を発揮し、かつ、脱脂性にも優れる潤滑剤を塗布したて加工性と脱脂性に優れる鋼板を提供する。
【解決手段】表面粗さが算術平均粗さRaで0.10〜2.00μmで、表面に水溶性潤滑油を塗布乾燥した後の固形油脂分の厚さが0.2〜1.5μmであり、バウデン式動摩擦試験機で測定した動摩擦係数が0.15未満である鋼板であり、当該鋼板は、ステンレス鋼板または耐熱鋼板であることが好ましい。
(もっと読む)
熱間スラブの幅圧下用金型

【課題】熱延鋼板、特に極低炭素鋼の熱延鋼板の板端部近辺に長手方向全長に発生するシーム疵を防止して表面品質や歩留まりを向上する、熱間スラブの幅圧下用金型を提供する。
【解決手段】圧延方向上流側の金型端において圧延方向に対して金型間の距離が狭まる方向の傾斜部、圧延方向下流側の金型端において圧延方向に対して金型間の距離が広がる方向の傾斜部、そして前記両傾斜部間に圧延方向と平行な圧下面を有する幅圧下用金型を用いた熱間スラブの幅圧下用金型であり、圧延方向と平行な圧下面にのみスラブの上下コーナー部を圧下するように形成された凹型の台形溝2を有することを特徴とする、熱間スラブの幅圧下用金型1。
(もっと読む)
平版印刷版用アルミニウム合金板の製造方法、ならびに該製造方法により得られる平版印刷版用アルミニウム合金板および平版印刷版用支持体
【課題】表面組成が均一な平版印刷版用アルミニウム合金板を得ることができ、面状故障のない平版印刷版用支持体を作製することができる平版印刷板用アルミニウム合金板の製造方法の提供。
【解決手段】アルミニウム合金溶湯を溶湯供給ノズルを介して一対の冷却ローラの間に供給し、前記一対の冷却ローラによって前記アルミニウム合金溶湯を凝固させつつ圧延を行う、連続鋳造法による平版印刷版用アルミニウム合金板の製造方法であって、前記溶湯供給ノズル7に前記アルミニウム合金溶湯100を供給する容器6において、該容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とし、前記容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とする手段として、上部開口部の面積が50×50(cm2)以上の前記容器を用いることを特徴とした平版印刷版用アルミニウム合金板200の製造方法。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】圧延平行方向に測定した表面の60度光沢度G60RDが100以上300以下で、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、前記銅箔の厚みtとの比率d/tが0.1以下であり、圧延平行方向に測定した表面の60度光沢度G60 RDと、圧延直角方向に測定した表面の60度光沢度G60 TDとの比率G60 RD /G60 TDが0.8未満である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
異形断面条及びその製造方法
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
鋼板及びその鋼板からなる鋼管
【課題】鋼管を成形する際に意匠性の悪化を防ぐと共に表面の凹凸形状の凹凸段差の低下を抑制することのできる鋼板及びその鋼板からなる鋼管を提供する。
【解決手段】鋼板の一方の表面には、複数の凸部2及び隣り合う凸部2間の凹部3からなる凹凸形状が形成されている。凸部2は、凹部3からの高さが最も高い位置に形成され凹部3と平行な長方形形状の平坦な頂上部5と、頂上部5の周縁5aから凹部3に向かって傾斜する傾斜面6とを有している。鋼板の表面に平行且つ各頂上部5の長手方向に垂直な方向から見ると、凸部2の頂上部5は、隣り合う凸部2’及び2”それぞれの頂上部5’及び5”と部分的に重なり合い、ラップ代7が構成される。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
熱間ステンレス鋼スラブの幅圧下方法
【課題】ステンレス熱延鋼板の板端部近辺に長手方向全長に発生するシーム疵による歩留まり低下、特にコイル先尾端部でのシーム疵の大きな廻り込みによる歩留まり低下を防止することを可能とする、熱間ステンレス鋼スラブの幅圧下方法を提供する。
【解決手段】圧下面の平行部4両側に夫々上流側傾斜部2、下流側傾斜部3を有する幅圧下用金型1を用いたスラブ幅プレスを行うにあたり、前記スラブの最先端部は上流側傾斜部2にて、同スラブの最尾端部は下流側傾斜部3にて、同スラブの残りの部分である定常部は平行部4にて、それぞれ幅圧下するものとし、その際、前記最先端部及び最尾端部の実幅圧下量が、前記定常部の実幅圧下量よりも30〜50mm大きくなるようにする。即ち先尾端部の実幅圧下増大量δ1、δ2を30〜50mmの範囲とする。
(もっと読む)
冷間圧延機のチャタリング検出方法
【課題】機械状態起因のチャタリングと圧延状態起因のチャタリングとを区別して圧延状態に起因して発生するチャタリングの振動のみを検出する。
【解決手段】このチャタリング検出方法は、冷間圧延を行うタンデム圧延機において圧延中に発生するミル振動のうち、FFT変換をした周波数波形の形をパターン認識の手法で解析し、この解析した周波数波形の形が、周波数強度のピーク値となる周波数成分を頂点とした所定の三角形状であると判定されたときに、圧延状態(スリップ、スティック)に起因して発生するチャタリングの振動として検出する。
(もっと読む)
化成処理性に優れた高Si含有高張力冷延鋼帯の製造方法
【課題】引張強さ590MPa以上を有し、化成処理性に優れた、高Si含有高張力冷延鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.20%、Si:0.5〜1.8%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.02〜0.1%、N:0.005%以下を含む組成の鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し、540〜640℃で巻取る熱延工程を施し、ついで、溶解量を80〜200g/m2とする酸洗処理を行う酸洗工程を施し、さらに冷間圧延工程、焼鈍工程、さらに焼鈍工程後酸洗工程とを順次施す。このような工程とすることにより、表層の粒界腐食層、さらには酸化物濃化層を除去でき、冷間圧延性に優れ、かつ化成処理性、および塗膜密着性に優れた高Si含有高張力熱延鋼帯を、容易にしかも安定して製造することができる。
(もっと読む)
短尺材の圧延装置及び短尺材の圧延方法
【課題】圧延機に備えられたデフレクタロールなどへの疵付きを防止しつつ、生産性を低下させることなく短尺材の圧延を確実に行う。
【解決手段】本発明の圧延装置1は、短尺とされた圧延材Wを圧延するワークロール5を有する圧延機2と、圧延機2に圧延材Wを巻き出す巻出リール3と、圧延機2で圧延された圧延材Wを巻き取る巻取リール4とを備えた圧延装置1であって、巻出リール3から圧延材Wが巻き出される位置である巻き出し位置P1と、ワークロール5による圧下位置P2と、巻取リール4が圧延材Wを巻き取る位置である巻き取り位置P3との3位置が全て略水平ライン上に並ぶように、巻出リール3と巻取リール4又は圧延機2が配備されている。
(もっと読む)
線材の製造方法
【課題】圧延材に良質なスケールを簡単に形成して、カミコミ異常を防止し得る線材の製造方法を提供する。
【解決手段】ショットブラスト工程において、圧延材Sに対しショットブラストが実施され、圧延材Sの表面積が拡大される。加熱工程では、加熱炉12において、圧延材Sをソーキング温度まで加熱する。圧延材Sがソーキング温度まで加熱されると、引き続きソーキング工程に移行する。ソーキング工程では、圧延材Sをソーキング温度に維持した状態で、所定時間ソーキングを行う。ソーキング工程は、液化天然ガスを燃焼させて水蒸気雰囲気下で実施する。ソーキング工程でソーキングされた圧延材Sは、圧延工程で熱間圧延されて線材Lが製造される。
(もっと読む)
洗浄装置、洗浄方法および調質圧延機
【課題】ワークロール表面の異物を除去しつつ異物の付着を抑制できるとともに、洗浄廃液量を低減できる洗浄装置、洗浄方法および調質圧延機を提供すること。
【解決手段】調質圧延機1のワークロール2を洗浄する洗浄装置5は、0℃未満の昇華性の固体粒子と噴出媒体とを含むブラスト材、高圧流体および低圧流体を噴出可能な洗浄ノズル51と、洗浄ノズル51に対してそれぞれ、ブラスト材を供給するブラスト材供給手段52と、高圧流体を供給する高圧流体供給手段53と、低圧流体を供給する低圧流体供給手段54と、を備え、洗浄ノズル51は、高圧流体を噴出する第1噴出口と、第1噴出口を囲み低圧流体およびブラスト材を噴出する第2噴出口と、を有し、ブラスト材、高圧流体および低圧流体の供給量を調整する第1調整手段525、第2調整手段533、第3調整手段543が、それぞれ配管P1,P2,P3の途中に設けられていることを特徴とする。
(もっと読む)
鋼板異物除去方法
【課題】鋼板を冷間圧延するに際して、鋼板に付着した異物を効率的に除去することができる鋼板異物除去方法を提供する。
【解決手段】冷間タンデム圧延機15の入側(入側ブライドルロール14の上流側)に、非駆動式の直線ブラシを備えた直線ブラシ装置20を設置して、その直線ブラシ装置20によって、鋼板1に付着した異物を除去する。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
1 - 20 / 332
[ Back to top ]